Lano v┬Āstavebn├Įch kon┼Ītrukci├Īch – terminol├│gia l├Īn
N├Īvrh lana ako s├║─Źasti nosnej kon┼Ītrukcie z├Īvis├Ł predov┼Īetk├Įm od ekonomickej vo─Šby vhodn├®ho typu a kon┼Ītrukcie lana, pri─Źom sa berie do ├║vahy aj sp├┤sob jeho nam├Īhania. Po v├Įbere vhodn├®ho typu je potrebn├® ur─Źi┼ź priemer lana tak, aby sa dosiahla maxim├Īlna hospod├Īrnos┼ź pri s├║─Źasnom splnen├Ł po┼Šiadaviek medzn├Įch stavov. Ekonomick├Į n├Īvrh je ovplyvnen├Į cenou l├Īn, ktor├Ī m├┤┼Še by┼ź viackr├Īt vy┼Ī┼Īia ako cena be┼Šn├®ho valcovan├®ho materi├Īlu. K─Š├║─Źov├Įm dokumentom pri n├Īvrhu lanov├Įch prvkov je norma EN 1993-1-11, ktor├Ī definuje skupiny ┼źahan├Įch prvkov a stanovuje pravidl├Ī pre technick├® po┼Šiadavky na prefabrikovan├® ┼źahan├® prvky, z h─Šadiska ich bezpe─Źnosti, funk─Źnosti a trvanlivosti.

Zdroj: EXON P┼Öedp├Łn├Īn├Ł ocelov├Įch konstrukc├Ł v O2 Ar├®na
Nosn├® syst├®my nam├Īhan├® osov├Įmi silami
a)
b)
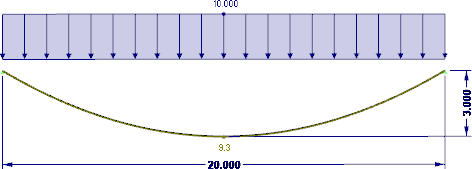
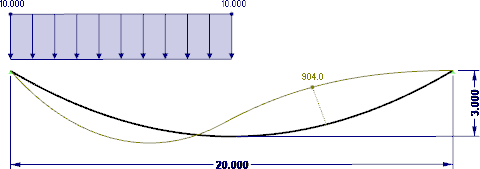
Obr. 1 – Symetrick├® a asymetrick├® za┼źa┼Šenie obl├║ka a lana (tvar – parabolick├Ī krivka)
Pri s├║stav├Īch nam├Īhan├Įch len osovou silou treba pouk├Īza┼ź na nasleduj├║ce nev├Įhody:
Zvolen├Į tvar obl├║ka alebo lana je optim├Īlny len pre konkr├®tny typ za┼źa┼Šenia a jeho spr├Īvnos┼ź je overite─Šn├Ī prostredn├Łctvom deform├Īci├Ł. Vybran├® obl├║ky s├║ vhodn├® pre vlastn├║ tia┼Š, pr├Łpadne pre rovnomern├Į sneh, av┼Īak ka┼Šdop├Īdne nie pre dopravu, zemetrasenie a pod. Obl├║k je n├Īsledne vystaven├Į ohybov├®mu nam├Īhaniu a lano sa v├Įrazne zdeformuje do ne┼Šiad├║ceho tvaru (Obr. 1).
Pri obl├║ku sa ─Šahkos┼ź vo vo─Šnom rozp├żt├Ł prejav├Ł pri ulo┼Šen├Ł potrebou vhodn├®ho lo┼Šiska alebo pou┼Šitia ┼źahadla, zatia─Š ─Źo pri lan├Īch je nevyhnutn├Ī kvalitn├Ī lanov├Ī koncovka. Tvar kon┼Ītrukcie m├┤┼Še by┼ź celkom elegantn├Į, d├Ī sa ale ┼źa┼Ško zladi┼ź s vyu┼Šit├Łm, preto┼Še sa spravidla prestre┼Īuj├║ pravouhl├® p├┤dorysy, alebo je nutn├® znies┼ź priame horizont├Īlne ├║─Źinky.
─īastej┼Īie sa pou┼Š├Łvaj├║ pre ┼źahom nam├Īhan├® kon┼Ītrukcie kinematick├® syst├®my, ktor├® maj├║ v├ż─Ź┼Īie pretvorenia a v d├┤sledku vysokopevnostn├Įch materi├Īlov aj v├ż─Ź┼Īie pomern├® pozd─║┼Šne pred─║┼Šenia. Pou┼Šit├Łm predp├żtia sa daj├║ ─Źiasto─Źne zv├Į┼Īi┼ź tuhos┼ź kon┼Ītrukcie a ohrani─Źi┼ź deform├Īcie. Kon┼Ītrukcia v┼Īak zost├Īva kinematick├Ī a predp├żtie je nevyhnutne potrebn├® pre pou┼Šite─Šnos┼ź syst├®mu. Predp├Łnacie sily m├┤┼Šeme kotvi┼ź do tla─Źen├Įch prstencov alebo kotevn├Įch blokov.
Mo┼Šnos┼ź roznosu ve─Šk├Įch s├Łl prvkami mal├Įch prierezov (vysokopevnostn├Į materi├Īl nam├Īhan├Į ┼źahom) vytv├Īra z predp├żt├Įch kon┼Ītrukci├Ł ─Šahk├® a filigr├Īnsk├® tvary. ─ī├Łm v├ż─Ź┼Īie sily s├║ s├║streden├® v mal├Įch prierezoch, t├Įm v├ż─Ź┼Īie probl├®my vznikaj├║ pri presmerovan├Ł prvku a jeho kotven├Ł. Kinematick├® nosn├® syst├®my maj├║ oproti pevn├Įm syst├®mom a s ich be┼Šne pou┼Š├Łvan├Įm materi├Īlom ni┼Š┼Īiu hmotnos┼ź. Vystu┼Šenie t├Įchto syst├®mov pomocou vlastnej tia┼Še je efekt├Łvne len vtedy, ak pln├Ł aj ─Åal┼Īie funkcie. Inak sa op├ż┼ź dost├Īvame k „m┼Ģtvej“ vlastnej tia┼Ši, ktorej sa sna┼Š├Łme vyhn├║┼ź. Najm├ż v rovinnom pr├Łpade, ak sa vzd├Īme ohybovo pevn├Įch stavebn├Įch prvkov, sa r├Įchlo dostaneme do probl├®mov. V tak├Įchto situ├Īci├Īch s├║ vhodn├Įm rie┼Īen├Łm predp├żt├® dvojp├Īsov├® rovinn├® s├║stavy (Obr. 2).

a)

b)

c)
Obr. 2 Typick├® dvojp├Īsov├® predp├żt├® lanov├® s├║stavy: a) dvojp├Īsov├Ī vl├Īknov├Ī s├║stava s ┼źahadlami, b) dvojp├Īsov├Ī vl├Īknov├Ī s├║stava s predp├żt├Įmi medzip├Īsov├Įmi diagon├Īlami, c) dvojp├Īsov├Ī vl├Īknov├Ī s├║stava s rozperkami
Z├Īkladn├Ī terminol├│gia a v├Įroba oce─Šov├Įch l├Īn
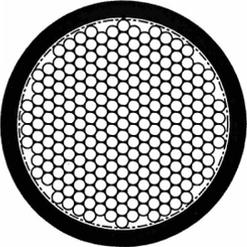
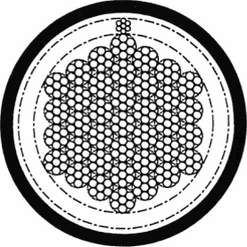
Lano je ohybovo m├żkk├Į prvok pozost├Īvaj├║ci z dr├┤tov alebo prame┼łov. Pod─Ša sp├┤sobu v├Įroby (kon┼Ītrukcie) l├Īn rozli┼Īujeme vinut├®, skladan├® a ┼Īpeci├Īlne lan├Ī (Obr. 3).
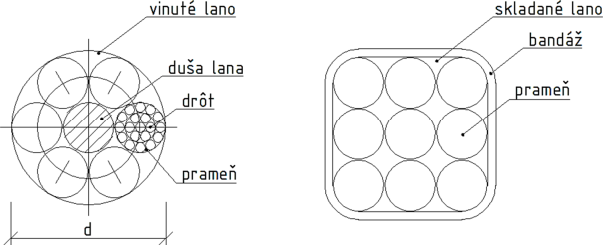
Obr. 3 Skladba vinut├®ho a skladan├®ho lana
V├Įroba oce─Šov├Įch l├Īn je jedn├Įm z najn├Īro─Źnej┼Ī├Łch procesov v oblasti v├Įroby stavebn├Įch prvkov resp. stavebn├Įch materi├Īlov. Po┼Šiadavkou pri v├Įrobe oce─Šov├Įch l├Īn s├║ kvalitn├® vstupn├® materi├Īly, ┼Īpecializovan├® strojn├® vybavenie a kvalifik├Īcia v├Įrobn├®ho person├Īlu. V├Įrobno-technologick├Į proces v├Įroby l├Īn rozde─Šujeme na dan├® f├Īzy:
Patentovanie
Valcovan├® ty─Źe z vysokopevnostnej nelegovanej uhl├Łkovej ocele sa zu┼Ī─Šach┼źuj├║ patentovan├Łm, ─Źo je izotermick├Į proces, pri ktorom sa ty─Źe zahrej├║ na teplotu 700–900 ┬░C. N├Īsledne sa ochladzuj├║ v olovenom k├║peli na teplotu 500–600 ┬░C. Tepeln├® spracovanie patentovan├Łm je ┼Īpeci├Īlny sp├┤sob kalenia, kde oce─Š nadob├║da jemn├║ ┼Ītrukt├║ru s vysokou h├║┼Ševnatos┼źou.
┼żahanie
N├Īsledn├Įm krokom je ┼źahanie za studena. Oce─Šov├® dr├┤ty s├║ ┼źahan├® cez nieko─Ško zmen┼Īuj├║cich sa otvorov ku┼Še─Šovit├®ho tvaru (prie┼źa┼Šn├Łc) a┼Š po dosiahnutie po┼Šadovan├®ho priemeru.
Stabilizovanie
V pr├Łpade, ak je potrebn├® zlep┼Īi┼ź vlastnosti ┼źahan├Įch dr├┤tov pred zvinut├Łm do prame┼łov l├Īn, nech├Īvame dr├┤ty prejs┼ź stabiliza─Źnou termo-mechanickou linkou. Stabiliz├Īcia prebieha pri teplot├Īch cca 400 ┬░C a nap├żt├Ł vyvol├Īvaj├║com pomern├® pred─║┼Šenie na ├║rovni 1 %. Stabiliz├Īciou z├Łskame dr├┤ty s n├Łzkou relax├Īciou.
Pop├║┼Ī┼źanie
Proces je podobn├Į stabiliz├Īcii, av┼Īak dr├┤ty nie s├║ mechanicky za┼źa┼Šovan├®.
Zla┼łovanie
Zla┼łovac├Ł proces (splietanie dr├┤tov do lanov├®ho prame┼ła) ur─Źuje v├Į┼Īka a smer vinutia vrstiev prame┼łov, ktor├® ovplyv┼łuj├║ ─Åal┼Īie vlastnosti l├Īn.
Um┼Ģtvovanie
Um┼Ģtvovan├Łm zni┼Šujeme vn├║torn├® pnutie vinut├Įch l├Īn. Pnutia vznikaj├║ pri ┼źahan├Ł samotn├Įch dr├┤tov a splietan├Ł dr├┤tov do prame┼łov a prame┼łov do l├Īn.
V├Įber ┼źahov├®ho prvku (lana) pre nosn├║ kon┼Ītrukciu
N├Īvrh lana ako prvku nosnej kon┼Ītrukcie je podmienen├Į predov┼Īetk├Įm ekonomick├Įm v├Įberom vhodn├®ho typu a kon┼Ītrukcie lana s oh─Šadom na sp├┤sob nam├Īhania lana v kon┼Ītrukcii. Najd├┤le┼Šitej┼Ī├Łm z├Īkladom pri n├Īvrhu lanov├Įch prvkov je norma EN 1993-1-11, ktor├Ī obsahuje kateg├│rie ┼źahan├Įch prvkov a stanovuje pravidl├Ī pre ur─Źenie technick├Įch po┼Šiadaviek na prefabrikovan├® ┼źahan├® prvky z h─Šadiska ich bezpe─Źnosti, pou┼Šite─Šnosti a trvanlivosti. Rozdelenie do skup├Łn ┼źahan├Įch prvkov je v tabu─Ške 1.
| Skupina | Hlavn├Į ┼źahan├Į prvok | Dielec |
|---|---|---|
| A | V├Įrobky skupiny A maj├║ v┼Īeobecne kruhov├Į prierez pripojen├Į z├Īvitom ku koncovke. | |
| ty─Ź (pr├║t) / rod (bar) | ┼źahan├Į syst├®m z ty─Ź├Ł (pr├║tov), predp├Łnac├Ł pr├║t / tension rod (bar) system, prestressing bar | |
Tuh├® ty─Źov├® prvky sa pou┼Š├Łvaj├║ preva┼Šne ako:
| ||
| B | V├Įrobky skupiny B s├║ zlo┼Šen├® z dr├┤tov, ktor├® s├║ zakotven├® do koncoviek alebo in├Įch zakon─Źen├Ł a vyr├Ībaj├║ sa preva┼Šne s priemerom od 5 do 160 mm. | |
| kruhov├Į dr├┤t / circular wire | ┼Īpir├Īlov├® pramenn├® lano / spiral strand rope | |
┼Āpir├Īlov├® pramenn├® lan├Ī sa preva┼Šne pou┼Š├Łvaj├║ ako:
| ||
| kruhov├® a Z-dr├┤ty / circular and Z-wires | plne uzavret├® ┼Īpir├Īlov├® lano / fully locked coil rope (LCR – locked coil rope) | |
Plne uzavret├® ┼Īpir├Īlov├® lan├Ī sa vyr├Ībaj├║ s priemerom od 20 do 180 mm a pou┼Š├Łvaj├║ sa najm├ż ako:
| ||
| kruhov├Į dr├┤t a dr├┤tov├Į prame┼ł / circular wire and stranded wire | pramenn├® lano / strand rope | |
Kon┼Ītruk─Źn├® pramenn├® lan├Ī sa pou┼Š├Łvaj├║ ako:
| ||
| C | V├Įrobky skupiny C potrebuj├║ samostatn├® alebo spolo─Źn├® ukotvenie a zodpovedaj├║cu protikor├│znu ochranu. | |
| kruhov├Į dr├┤t / circular wire | prame┼ł s rovnobe┼Šn├Įmi dr├┤tmi / parallel wire strand (PWS) | |
| kruhov├Į dr├┤t / circular wire | zv├żzok rovnobe┼Šn├Įch dr├┤tov / bundle of parallel wires | |
| sedemdr├┤tov├Į (predp├Łnac├Ł) prame┼ł / seven wire (prestressing) strand | zv├żzok rovnobe┼Šn├Įch prame┼łov / bundle of parallel strands (PSC – Paralel Strand Cable) | |
Skupina v├Įrobkov C sa pou┼Š├Łva:
| ||
Na presnos┼ź v├Įroby lanov├Įch prvkov sa klad├║ vysok├® po┼Šiadavky, preto je nesmierne d├┤le┼Šit├® vyhotovi┼ź lan├Ī v d─║┼Ške vyhovuj├║cej v├Įpo─Źtom. Pri stanoven├Ł d─║┼Šky lana (rezan├Ł lana na d─║┼Šku) je nutn├® zoh─Šadni┼ź teplotu prostredia, typ pou┼Šitej koncovky lana, rozmiestnenie svoriek pre pripojenie sekund├Īrnych l├Īn, dotvarovanie a relax├Īciu.
Lan├Ī sa vyr├Ībaj├║ z dr├┤tov kruhov├®ho prierezu a dr├┤tov tvarovan├Įch (kon┼Ītrukciou lana naz├Įvame usporiadanie prame┼łov v lane). Prierezy obvykle tvarovan├Įch dr├┤tov s├║ na obr. 4.







Obr. 4 Tvary dr├┤tov: okr├║hly, uzavret├Į (Z), polouzavret├Į (H), lichobe┼Šn├Łkov├Į (T), trojuholn├Łkov├Į (V), obd─║┼Šnikov├Į (R), ov├Īlny (Q)

a)

b)
Obr. 5 Zmysel a sp├┤sob vinutia lana a) prav├® lano, rovnosmern├®,
b) ─Šav├® lano, protismern├®
Prame┼ł je prvok lana zlo┼Šen├Į z dr├┤tov ur─Źit├®ho tvaru a rozmerov, ulo┼Šen├Įch skrutkovito okolo stredu v jednej alebo viacer├Įch vrstv├Īch v rovnakom alebo opa─Źnom smere. Dr├┤ty s├║ vinut├® do skrutkovice tak, aby sa navz├Ījom dot├Įkali a tvorili v┼Šdy ten ist├Į pravideln├Į prierez. Vinutie lana je charakterizovan├® zmyslom, sp├┤sobom, v├Į┼Īkou a d─║┼Škou (obr. 5). V├Į┼Īka vinutia sa vyjadruje n├Īsobkom menovit├®ho priemeru lana (prame┼ła), napr. 1:10.
Pevnos┼ź dr├┤tov ur─Źen├Įch pre lanov├® prvky je definovan├Ī v s├║bore noriem STN EN 10264. V pr├Łpade kruhov├Įch oce─Šov├Įch dr├┤tov s├║ definovan├® pevnostn├® triedy 1180MPa, 1370MPa, 1570MPa, 1770MPa, 1960MPa, 2160MPa. V pr├Łpade tvarovan├Įch dr├┤tov 1270MPa, 1370MPa, 1470MPa, 1570MPa, 1670MPa, 1770MPa.
Viacpramenn├® lano pozost├Īva z nieko─Šk├Įch prame┼łov, ktor├® s├║ navinut├® valcovo v jednej alebo nieko─Šk├Įch vrstv├Īch okolo du┼Īe alebo stredu. Rozli┼Īujeme:
- jednovrstvov├® viacpramenn├® lan├Ī pozost├Īvaj├║ce z jednej vrstvy vinut├Įch dr├┤tov
- lano odoln├® vo─Źi kr├║teniu pri za┼źa┼Šen├Ł m├Ī zn├Ł┼Šen├Į kr├║tiaci moment
- s├║be┼Šne vinut├® lano pozost├Īvaj├║ce z najmenej dvoch vrstiev vinut├Įch prame┼łov
- lano zo zhutnen├Įch prame┼łov
- zhutnen├® lano
- k├Īblov├® lano, nieko─Ško pramenn├Įch l├Īn vinut├Įch okolo du┼Īe (pramenn├®ho lana)
- prepleten├® lano, okr├║hle pramene zapleten├® v p├Īroch
- elektro-mechanick├® lano
- ploch├® lano
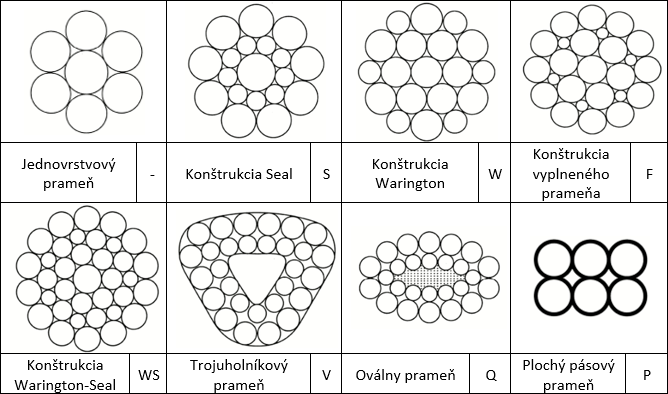
Tab. 2 – Usporiadanie dr├┤tov v lanov├Įch prame┼łoch – n├Īzov a ozna─Źenie
Tab. 3 – Usporiadanie typick├Įch jednopramenn├Įch l├Īn
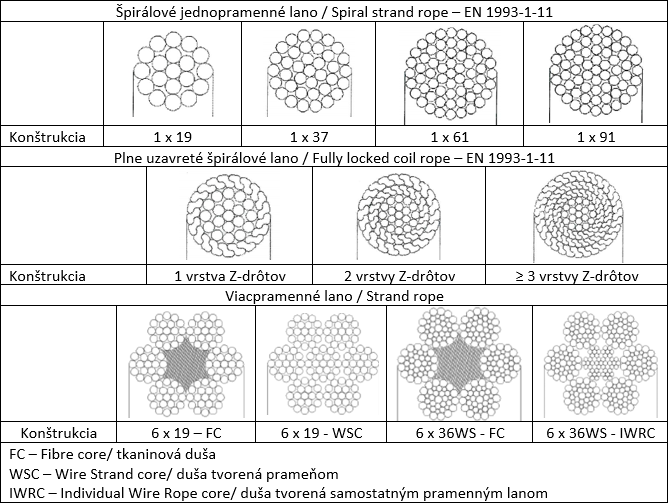
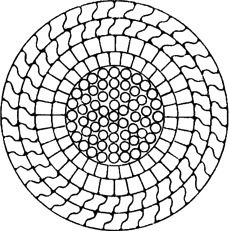
Obr. 6 Plne uzavret├® ┼Īpir├Īlov├® lano ø 70,3 mm s dvoma a dvoma vrstvami klinov├Įch a Z-dr├┤tov, ktor├® sa ako zv├żzok l├Īn pou┼Šili pri v├Įstavbe mosta SNP v Bratislave
V├Įhody uzavret├Įch l├Īn s jadrom z vrstiev z dr├┤tov kruhov├®ho prierezu, na ktor├® s├║ vinut├® vrstvy z klinov├Įch a Z-dr├┤tov s├║:
- vysok├Į stupe┼ł vyu┼Šitia prierezovej plochy,
- dobr├® deforma─Źn├® vlastnosti,
- uzavretie vn├║tra lana pred ├║─Źinkami kor├│zie.
Vrstva klinov├Įch alebo Z-dr├┤tov svoj├Łm p├┤soben├Łm priaznivo ovplyv┼łuje modul pru┼Šnosti uzavret├Įch l├Īn.
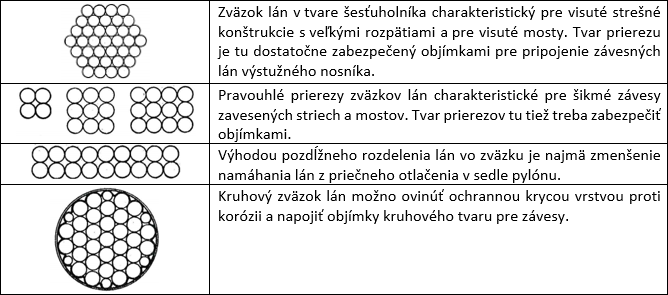
Zv├żzok l├Īn charakterizuj├║ lan├Ī skladan├® z vinut├Įch prame┼łov a l├Īn (lanov├® k├Īble), ktor├® sa pou┼Š├Łvaj├║ na prenos ve─Šk├Įch ┼źahov├Įch s├Łl. Zlo┼Šenie prame┼łov do zv├żzku je pre dosiahnutie v├ż─Ź┼Īej ├║nosnosti v├Įhodnej┼Īie ako ich ─Åal┼Īie vinutie. Typick├® prierezy zv├żzku l├Īn z vinut├Įch prame┼łov s├║ v tab. 4.
Pri stre┼Īn├Įch a mostn├Įch kon┼Ītrukci├Īch ide preklenutie o ve─Šk├Įch rozp├żt├Ł, tu vyu┼Šijeme v├Įhody uzavret├Įch ┼Īpir├Īlov├Įch l├Īn a z nich vytvoren├® zv├żzky l├Īn. Nosn├® lan├Ī s├║ v├ż─Ź┼Īinou uzavret├®, ale je mo┼Šn├® vyu┼Ši┼ź aj ┼Īpir├Īlov├® jednopramenn├® lan├Ī, najm├ż ako nosn├® a vetrov├® z├Īvesy vo visut├Įch kon┼Ītrukci├Īch. Pre pr├Łpady, kde sa koncentruje nam├Īhanie z prie─Źneho otla─Źenia (sedl├Ī pyl├│nov), s├║ vhodnej┼Īie lan├Ī uzavretej kon┼Ītrukcie.
Lan├Ī m├┤┼Šu by┼ź dodan├® na stavbu navinut├® na bubny. Dodacie d─║┼Šky s├║ z├Īvisl├® od druhu a priemeru lana a od mo┼Šnosti dopravy. Uzavret├® lan├Ī sa pri priemeroch ø 40, 50 a 60 mm be┼Šne vyr├Ībaj├║ v d─║┼Škach 850, 600, a 450 m. Pre menej n├Īro─Źn├® kon┼Ītrukcie mo┼Šno pou┼Ši┼ź lan├Ī be┼Šn├®ho sortimentu. Plne uzavret├® lan├Ī m├┤┼Šu by┼ź pou┼Šit├® aj pre visut├® kon┼Ītrukcie s rozponom do 850 m. Doteraz najdlh┼Īie plne uzavret├® lano dosahuje d─║┼Šku 1250 m a m├Ī priemer 180 mm.
Lano z paraleln├Įch dr├┤tov je ur─Źen├® pre kon┼Ītrukcie s ve─Šk├Įm rozp├żt├Łm (visut├® stre┼Īn├® s├║stavy, visut├® mosty), zostavenie lana prebieha v mieste stavby. Priemer dr├┤tu pri lan├Īch visut├Įch kon┼Ītrukci├Ł s paralelnou kon┼Ītrukciou lana je obvykle 5 mm. D─║┼Šky dan├Įch l├Īn s├║ obmedzen├® materi├Īlovo-technologick├Įm stup┼łom v├Įvoja.
Tab. 4 – Prierezy zv├żzku l├Īn s preva┼Šn├Įm pou┼Šit├Łm a v├Įhodami
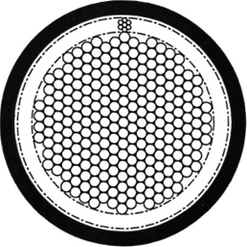
Lano z paraleln├Įch prame┼łov (PPWS – pre-fabricated parallel wire strand) sa vyr├Ība priamo vo v├Įrobni a je dov├Ī┼Šan├® na miesto ur─Źenia. PPWS lan├Ī s├║ opatren├® ochrann├Įm obalom (vrstvami) a naj─Źastej┼Īie sa pou┼Š├Łvaj├║ pri v├Įstavbe zavesen├Įch kon┼Ītrukci├Ł. PPWS pozost├Īvaj├║ z predp├Łnac├Łch dr├┤tov priemeru 5 a┼Š 7 mm a ako z├Īvesy s├║ umiestnen├® v polyetyl├®novej r├║rke vyplnenej protikor├│znou hmotou.
Zv├żzok rovnobe┼Šn├Įch dr├┤tov – paralelne lan├Ī s vysokou pevnos┼źou boli vyvinut├® v Nemecku (F. Leonhardtom). ─Äal┼Īie zdokonalenie lanov├Įch syst├®mov prebehlo v USA a Japonsku. V├Įsledkom v├Įvoja boli Ultra Dlh├® K├Īble (Ultra-Long Lay Cable), obdoba PWS. Podstata vylep┼Īenia pozost├Īva so skr├║tenia dr├┤tov o 3 a┼Š 4┬░ umo┼Š┼łuje zv├żzku zjednodu┼Īenie nav├Łjania a prame┼ł je pod vplyvom osovej sily samo zhutnen├Į bez ovplyvnenia mechanick├Įch vlastnost├Ł v├Įrobku. N├Īzov t├Įchto prame┼łov rovnobe┼Šn├Įch dr├┤tov pozn├Īme v Eur├│pe ako „HiAm-SPWC“ v Japonsku „New PWS“. Prvky obsahuj├║ obal z tvrden├®ho polyetyl├®nu HDPE, ktor├Į je nan├Ī┼Īan├Į priamo na zv├żzok dr├┤tov. Zv├żzok je zostaven├Į z dr├┤tov priemeru 7 mm, vytvoren├® lano m├┤┼Še tvori┼ź a┼Š 421 dr├┤tov s d─║┼Škami a┼Š 460 m (z├Īves mosta Tatara).
Zv├żzok rovnobe┼Šn├Įch prame┼łov (PSC – Parallel Strand Cable) pozost├Īva zo siedmych dr├┤tov├Įch prame┼łov pou┼Š├Łvan├Įch pri predp├Łnan├Ł bet├│nov├Įch kon┼Ītrukci├Ł. Vinutie dr├┤tov okolo jadra je relat├Łvne dlh├®, ─Źo zachov├Īva tuhos┼ź takmer na ├║rovni zv├żzku rovnobe┼Šn├Įch dr├┤tov, pri─Źom sila pri pretrhnut├Ł prame┼ła m├┤┼Še by┼ź dokonca vy┼Ī┼Īia. Prame┼ł je vyr├Īban├Į z 4,5 a┼Š 7mm dr├┤tov naj─Źastej┼Īie s priemerom 12,5 mm a 15,5 mm. Pramene usporiadan├® paralelne vytv├Īraj├║ lano s obsahom 7 a┼Š 127 prame┼łov. Syst├®my l├Īn skladaj├║cich sa zo sedemdr├┤tov├Įch prame┼łov s├║ ve─Šmi roz┼Ī├Łren├® (v├Įrobcovia: Freyssinet, Dywidag, VSL, Stronghold, SEEE, ASP a in├Į).
a)
b)
c)
Obr. 7 a) PPWS lano – paralelne dr├┤ty s├║ chr├Īnen├® z├Īlievkovou hmotou; b) SPWC lano – HDPE obal so zv├żzkom paraleln├Įch dr├┤tov; c) SPWC lano – HDPE obal so zv├żzkom paraleln├Įch dr├┤tov

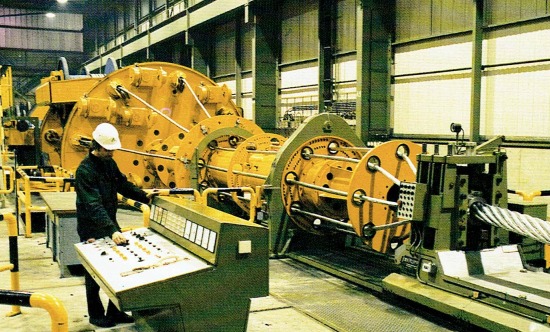
Obr. 8 V├Įroba pramenn├®ho lana priemeru 210 mm
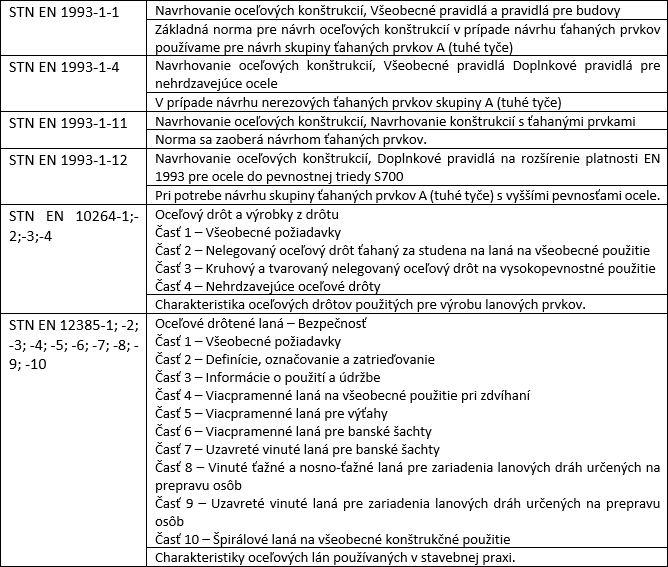
Tab. 5 – Normy zaoberaj├║ce sa n├Īvrhom, materi├Īlov├Įmi charakteristikami a ┼Īpecifik├Īciou ┼źahan├Įch prvkov
Z├Īver
Pr├Łspevok sa zaober├Ī ┼Īirokou t├®mou l├Īn, lanov├Įch prvkov a lanov├Įch kon┼Ītrukci├Ł. Jeho hlavn├Įm cie─Šom je poskytn├║┼ź inform├Īcie o tejto problematike a sl├║┼Ši┼ź ako vzdel├Īvac├Ł materi├Īl v danej oblasti.
Po─Åakovanie
Tento ─Źl├Īnok vznikol v─Åaka podpore vedeckej grantovej agent├║ry Ministerstva ┼Īkolstva, vedy, v├Įskumu a ┼Īportu Slovenskej republiky a Slovenskej akad├®mie vied VEGA 1/0397/22.
Literat├║ra a pou┼Šit├® zdroje
- AG├ōCS Z., FERIEN─ī├ŹK P., MELCHER J., Vybran├® state z kovov├Įch kon┼Ītrukci├Ł Predp├żt├® kovov├® a vl├Īknov├® kon┼Ītrukcie 1. ─Źas┼ź, vydavate─Šstvo SV┼ĀT v Bratislave, Apr├Łl 1981
- PETERSEN CH., Stahlbau Grundlagen der Berechnung und baulichen Ausbildung von Stahlbauten, Fried. Vieweg & Sohn Verlagsgesellschaft mbH, Brainschweig 1988, ISBN 3-528-08837-0
- CHEN W.F., LUI E.M., Handbook of Structural engineering second edition, Taylor & Francis Group, USA, 2004, ISBN 0-8493-1569-7
- ─ÄUREJOV├ü J., Anal├Įza ├║─Źinnosti predp├żt├Įch nosn├Įch s├║stav, P├Łsomn├Ī pr├Īca k dizerta─Źnej sk├║┼Īke, 2017
The design of a rope as part of a supporting structure depends primarily on the economic choice of the appropriate type and design of the rope, taking into account the method of its stressing. After selecting the appropriate type, it is necessary to determine the diameter of the rope so as to achieve maximum economy while meeting the requirements of the limit states. The economic design is influenced by the price of the ropes, which can be several times higher than the price of ordinary rolled material. The key document in the design of rope elements is the standard EN 1993-1-11, which defines groups of tensile elements and sets rules for technical requirements for prefabricated tensile elements, in terms of their safety, functionality and durability.