Imperfekcie na rÃērach v nasÃēvanom spoji
PrÃspevok sa zaoberÃĄ dovolenÃŊmi geometrickÃŊmi toleranciami v oceÄžovÃŊch kÃŗnickÃŊch rÃērach, ktorÊ sa pouÅžÃvajÃē v nasÃēvanom spoji. Tieto rÃēry môŞu byÅĨ kruhovÊho alebo mnohouholnÃkovÊho prierezu. PrÃspevok prezentuje predpisy s geometrickÃŊmi toleranciami. Tieto predpisy sÃē pouÅžitÊ na vyhodnotenie imperfekcià na experimentÃĄlnych rÃērach. Nie je jednoznaÄnÊ, ktorÊ predpisy je vhodnÊ pouÅžiÅĨ. ExperimentÃĄlne vzorky vykazujÃē znaÄnÊ nedokonalosti.

1. Ãvod
NasÃēvanÃŊ spoj je moÅžnÊ definovaÅĨ ako geometrickÃŊ spoj dvoch kÃŗnickÃŊch dielcov (rÃēr), kde vrchnÃŊ dielec je nasunutÃŊ na spodnÃŊ dielec. TakÃŊmto spôsobom spodnÃŊ dielec, bez dodatoÄnÃŊch prostriedkov, podopiera vrchnÃŊ dielec. Dielce majÃē kruhovÃŊ alebo polygonÃĄlny prierez. NasÃēvanÃŊ spoj nachÃĄdza uplatnenie v konÅĄtrukciÃĄch elektrickÃŊch stÄēpov, osvetÄžovacÃch alebo v telekomunikaÄnÃŊch stoÅžiaroch. Jeho vÃŊhody v porovnanà s tradiÄnÃŊm prÃrubovÃŊm rieÅĄenÃm sÃē rÃŊchla montÃĄÅž, Ãēspora materiÃĄlu (bez skrutiek a zvarov) a dodatoÄnÊ nÃĄklady na ÃēdrÅžbu. Napriek vÃŊhodÃĄm je jeho pouÅžÃvanie sporadickejÅĄie. JednÃŊm z dôvodov je nedostatoÄnÃŊ nÃĄvrhovÃŊ postup, ktorÃŊ neumoÅžÅuje dostatoÄnÃē variÃĄciu v procese nÃĄvrhu. InformÃĄcie k nasÃēvanÊmu spoju je moÅžnÊ nÃĄjsÅĨ v publikÃĄciÃĄch [1], [2] alebo [3]. PrÃspevok nadväzuje na vÃŊskum realizovanÃŊ na Katedre kovovÃŊch a drevenÃŊch konÅĄtrukcià Svf STU v Bratislave, ktorÃŊ je prezentovanÃŊ v [4] a [5].
JednÃŊm z parametrov ovplyvÅujÃēci sprÃĄvanie nasÃēvanÊho spoja sÃē imperfekcie. V rÃĄmci prÃspevku [6] bolo preukÃĄzanÊ, Åže ich vplyv môŞe byÅĨ nezanedbateÄžnÃŊ. Ãlohou tohto prÃspevku je predstavenie vÃŊrobnÃŊch tolerancià na dielcoch pouÅžÃvanÃŊch v nasÃēvanom spoji a zatriedenie imperfekcià na experimentÃĄlnych vzorkÃĄch.
2. Tolerancie v kruhovom a mnohouholnÃkovom priereze
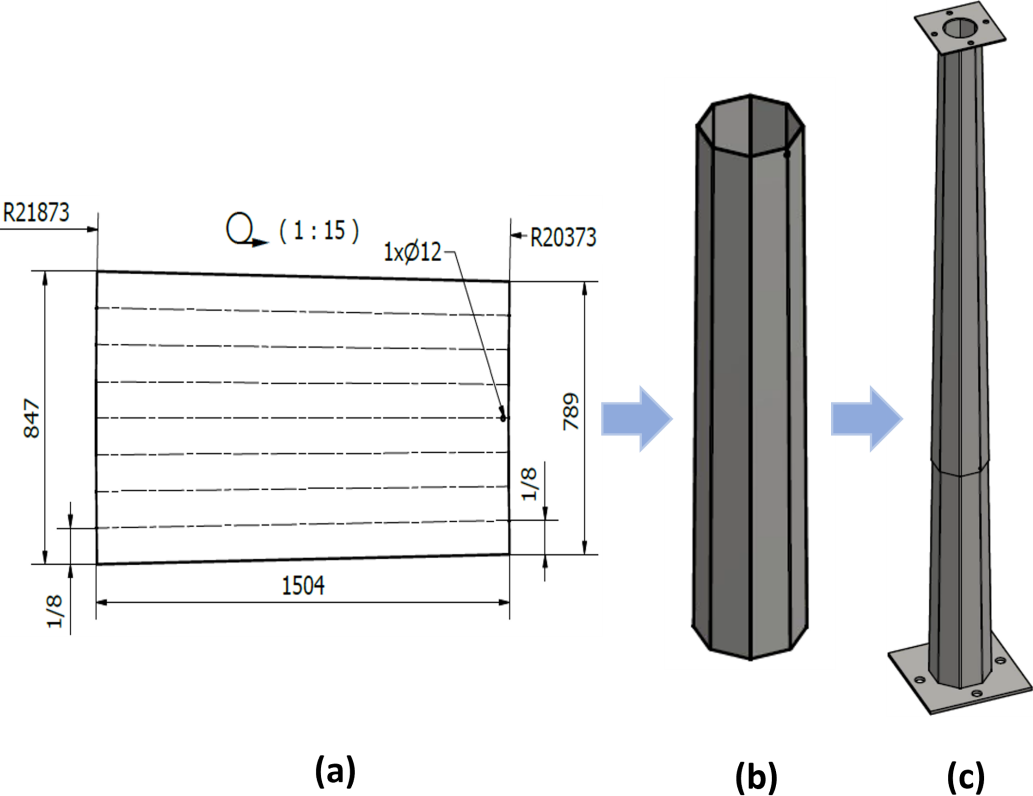
Obr. 1 Vyhotovenie nasÃēvanÊho spoja. PrÃprava plechu, ktorÃŊ je za tepla valcovanÃŊm (a). Vyhotovenie kÃŗnickej rÃēry (pomocou tandemovÊho ohraÅovacieho stroja) s nÃĄslednÃŊm zvarenÃm (b). VzÃĄjomnÊ nasunutie dvoch rÃēr (c).
Zhotovenie nasÃēvanÊho spoja pozostÃĄva z viacerÃŊch operÃĄcià viÄ. Obr. 1. V priebehu tÃŊchto operÃĄcià dochÃĄdza k nepresnostiam, ktorÊ sa prejavia vo forme imperfekciÃ. Bolo by nepraktickÊ vyhodnocovaÅĨ imperfekcie v kaÅždej operÃĄciÃ. JednoduchÅĄie je vyhodnotiÅĨ celÃŊ dielec, ktorÃŊ uÅž zohÄžadÅuje imperfekcie z predchÃĄdzajÃēcich operÃĄcià viÄ. Obr. 1 (b). V stave nasunutia Obr. 1 (c) je obmedzenÃŊ prÃstup k spodnej rÃēre a uÅž nie je moÅžnÊ skontrolovaÅĨ vÅĄetky imperfekcie. Z tohto dôvodu sÃē tolerancie vztiahnutÊ k jednej rÃēre. Tieto tolerancie sÃē prezentovanÊ v Tab. 1 a zÃĄvisia od spôsobu pouÅžitia prvku, vÃŊroby rÃēry ako aj od materiÃĄlu. Viacero z prezentovanÃŊch tolerancià vychÃĄdza z medzinÃĄrodnej normy ISO-5252 ako napr. triedy pre vonkajÅĄÃ priemer D1-D4 alebo triedy pre hrÃēbku steny prierezu T0–T5.
| Predpis | Tolerancia |
|---|---|
| STN EN 1090-2 Zhotovenie oceÄžovÃŊch a hlinÃkovÃŊch konÅĄtrukciÃ. ÄasÅĨ 2: TechnickÊ poÅžiadavky na oceÄžovÊ konÅĄtrukcie Tab. B.11 – ValcovÊ a kuÅžeÄžovÊ ÅĄkrupiny |
|
| STN EN 10219-2 ZvÃĄranÊ dutÊ konÅĄtrukÄnÊ oceÄžovÊ profily tvÃĄrnenÊ za studena. ÄasÅĨ 2: Tolerancie, rozmery TabuÄžka 2 – Tolerancia na tvar priamosÅĨ a objemovÃē hmotnosÅĨ |
|
| STN EN 10296-1 ZvÃĄranÊ kruhovÊ oceÄžovÊ rÃēry na mechanickÊ a vÅĄeobecnÊ technickÊ ÃēÄely. TechnickÊ dodacie podmienky. ÄasÅĨ 1: NelegovanÊ a legovanÊ oceÄžovÊ rÃēry. ÄasÅĨ 8.7. |
|
| STN EN 10296-2 ZvÃĄranÊ kruhovÊ oceÄžovÊ rÃēry na mechanickÊ a vÅĄeobecnÊ technickÊ ÃēÄely. TechnickÊ dodacie podmienky. ÄasÅĨ 2: NehrdzavejÃēca oceÄž ÄasÅĨ 8.7 |
|
| STN EN 10217-7 ZvÃĄranÊ oceÄžovÊ rÃēry na tlakovÊ ÃēÄely TechnickÊ dodacie podmienky ÄasÅĨ 7: RÃēry z nehrdzavejÃēcej ocele |
|
| STN EN 40-2 OsvetÄžovacie stoÅžiare ÄasÅĨ 2: VÅĄeobecnÊ poÅžiadavky a rozmery ÄasÅĨ 5.7 Prierez stoÅžiara |
|
Je veÄžmi komplikovanÊ a nepraktickÊ uvaÅžovaÅĨ vÅĄetky tolerancie tak ako sÃē predstavenÊ v Tab. 1. NavyÅĄe jednotlivÊ tolerancie sa navzÃĄjom ovplyvÅujÃē napr. tolerancia na priemer dielca do urÄitej miery ovplyvÅuje toleranciu na nekruhovitosÅĨ. Z tohto dôvodu v nasledujÃēcej Äasti sÃē pouÅžitÊ tolerancie viÄ. Tab. 2, ktorÊ sÃē povaÅžovanÊ za rozhodujÃēce.
| PoÅžiadavka Ä. | Popis | PouÅžitie | VeÄžkosÅĨ tolerancie | |
|---|---|---|---|---|
| KruhovÃŊ | PolygonÃĄlny | |||
| Ä. 1: ISO-5252 TabuÄžka 1 | Tolerancia na vonkajÅĄÃ priemer | Ãno | Ãno | D0–D4 napr. D2 ± 1% s min. ± 0.5 mm |
| Ä. 2: ISO-5252 TabuÄžka 3 | Tolerancia na hrÃēbku steny | Ãno | Ãno | T1–T5 napr. T3 ± 10% s min. ± 0.2 mm |
| Ä. 3: EN 1090-2 Tab. B.11 | Tolerancia na nekruhovitosÅĨ | Ãno | Ãno | DefinovanÊ tri triedy A, B a C |
| Ä. 4: STN EN 40-2 Sekcia 5.7.1.1 | Tolerancia na obvod prierezu | Ãno | Ãno | ± 1% |
| Ä. 5: STN EN 40-2 Sekcia 5.7.1.1 | Tolerancia na dÄēÅžku steny polygonÃĄlneho prierezu | Nie | Ãno | ± 4% |
| Ä. 6 | Tolerancia na zmenu kÃŗnicity | Nie je definovanÃĄ. DÃĄ sa dopoÄÃtaÅĨ napr. z tolerancià na vonkajÅĄÃ priemer. | ||
3. ExperimentÃĄlne vzorky
Pri voÄžbe experimentÃĄlnych vzoriek bolo cieÄžom obsiahnuÅĨ viacero parametrov, ktorÊ ovplyvÅujÃē sprÃĄvanie nasÃēvanÊho spoja. VÃŊslednÊ ÅĄtyri najvhodnejÅĄie sÃē uvedenÊ v Tab. 3, kde napr. MS10-Z znamenÃĄ MS = malÃĄ ÅĄtÃhlosÅĨ, 10 = kÃŗnicita (na dÄēÅžke 1000 mm sa priemer dielca zmenà o 10 mm) a Z = pozinkovanie. V Tab. 3 sÃē uvedenÊ iba pozinkovanÊ vzorky, avÅĄak rovnakÊ boli dodanÊ aj v nepozinkovanej forme. OznaÄenie majÃē totoÅžnÊ ako pozinkovanÊ len namiesto pÃsmena „Z“ je pouÅžitÊ pÃsmeno „O“ napr. MS10-O. Celkovo bolo zaobstaranÃŊch 8 vzoriek (16 rÃēr). Vzorky majÃē 8uholnÃkovÃŊ prierez viÄ. Obr. 2. Vzorky boli vyhotovenÊ z plechu hrÃēbky 3 mm za studena ohraÅovanÃŊm (ohÃŊbanÃŊm) z materiÃĄlu S355. PozdÄēÅžny zvar je umiestnenÃŊ v rohu medzi stenami „A“ a „H“. Priemer dielca (LB, LT, UB a UT) je vztiahnutÃŊ k vpÃsanej kruÅžnici vonkajÅĄieho obrysu prierezu dielca. TeoretickÃĄ dÄēÅžka nasunutia LOT predstavuje dÄēÅžku spoÄÃtanÃē z ideÃĄlneho tvaru na zÃĄklade vÃŊkresu od vÃŊrobcu. TeoretickÃŊ nÃĄsobok nasunutia nT predstavuje pomer medzi LOT a LT* (LT* je v tomto prÃpade priemer opÃsanej kruÅžnice viÄ. Obr. 2). Riadok s hodnotami LOV v Tab. 3 predstavujÃē oÄakÃĄvanÊ dÄēÅžky nasnutia a nv oÄakÃĄvanÃŊ nÃĄsobok nasunutia podÄža vÃŊrobcu.
| Parameter | OznaÄenie vzoriek | |||
|---|---|---|---|---|
| MS10-Z | MS25-Z | VS10-Z | VS25-Z | |
| L1 [mm] | 1502 | 1504 | 1504 | 1508 |
| L2 [mm] | 2202 | 2152 | 2403 | 2356 |
| LB [mm] | 140 | 140 | 260 | 260 |
| LT [mm] | 122 | 102 | 242 | 222 |
| UB [mm] | 132 | 113 | 254 | 238 |
| UT [mm] | 107 | 58 | 227 | 178 |
| LOT [mm] | 334 | 196 | 501 | 393 |
| nT = LOT / LT * | 2.5 | 1.7 | 1.9 | 1.6 |
| LOV [mm] | 200 | 150 | 400 | 350 |
| nv = LOV / LT * | 1.52 | 1.36 | 1.52 | 1.46 |
| * Priemer LT z opÃsanej kruÅžnice | ||||


Obr. 2 SchÊma usporiadania experimentÃĄlnej vzorky (na Äžavej strane). ExperimentÃĄlne vzorky (na pravej strane).
4. Zameranie vzoriek
Zameranie priemerov a hrÃēbky stien dielcov bolo realizovanÊ posuvnÃŊm meradlom. V rÃĄmci merania priemeru dielca bola zmeranÃĄ vzdialenosÅĨ medzi vonkajÅĄÃmi stenami prierezu viÄ. hodnota LT na Obr. 2. HrÃēbka kaÅždej steny bola meranÃĄ v strede hrany. Ako kontrolnÊ meranie bolo zvolenÊ obkreslenie prierezu na podkladovÃŊ materiÃĄl. NÃĄslednou digitalizÃĄciou obkreslenia bol zÃskanÃŊ tvar prierezu vzoriek.
V Tab. 4 sÃē uvedenÊ vyhodnotenia vzoriek. TabuÄžka obsahuje oznaÄenie poÅžiadavky a k nej prislÃēchajÃēcu veÄžkosÅĨ nameranej imperfekcie a dovolenej tolerancie vyplÃŊvajÃēcej z poÅžiadaviek 1 aÅž 5. VyÅĄrafovanÊ hodnoty prekraÄujÃēce definovanÊ tolerancie.
| Vzorka MS10-Z | Vzorka MS10-O | |||||||
|---|---|---|---|---|---|---|---|---|
| PoÅžia- davka | LT | UB | LT | UB | ||||
| Imperfekcia | Tolerancia | Imperfekcia | Tolerancia | Imperfekcia | Tolerancia | Imperfekcia | Tolerancia | |
| Ä. 1 | 1.8% | 2% Tr. D0 | 1.5% | 1.5% Tr. D1 | 1.3% | 1.5% Tr. D1 | 1.2% | 1.5% Tr. D1 |
| Ä. 2 | 7.8% | 10% Tr. T2 | 8.5 | 10% Tr. T2 | 3.3% | 5.0% Tr. T5 | 2.3% | 5.0% Tr. T5 |
| Ä. 3 | 1.48% | 2.0% Tr. B | 0.92% | 2.0% Tr. B | 0.67% | 1.4% Tr. A | 1.65% | 2.0% Tr. B |
| Ä. 4 | 0.26% | 1% | 0.41 | 1% | 1.23% | 1% | 1.21% | 1% |
| Ä. 5 | 5.7% | 4% | 4.0% | 4% | 5.6% | 4% 3.34% | 4% | |
| Vzorka MS25-Z | Vzorka MS25-O | |||||||
| Ä. 1 | 3.1% | 2% Tr. D0 | 0.73 | 0.75% Tr. D3 | 1.4% | 1.5% Tr. D1 | 1.8% | 2.0% Tr. D0 |
| Ä. 2 | 7.8% | 10% Tr. T2 | 10.5% | 15% | 4.9% | 5.0% Tr. T5 | 0.7% | 5.0% Tr. T5 |
| Ä. 3 | 2.2% | 3.0% Tr. C | 0.84% | 1.4% Tr. A | 1.4% | 1.4% Tr. A | 1.7% | 2.0% Tr. B |
| Ä. 4 | 1.85% | 1% | 0.73 | 1% | 1.3% | 1% | 0.1% | 1% |
| Ä. 5 | 8.4% | 4% | 6.9% | 4% | 6.8% | 4% | 5.6% | 4% |
| Vzorka VS10-Z | Vzorka VS10-O | |||||||
| Ä. 1 | 0.95% | 1% Tr. D2 | 0.82% | 1.0% Tr. D2 | 0.83% | 1.0% Tr. D2 | 1.17% | 1.5% Tr. D1 |
| Ä. 2 | 3.3% | 5.0% Tr. T5 | 4.2% | 5.0% Tr. T5 | 2.3% | 5.0% Tr. T5 | 1.5% | 5.0% Tr. T5 |
| Ä. 3 | 0.9% | 1.4% Tr. A | 0.84% | 1.4% Tr. A | 0.49% | 1.4% Tr. A | 1.17% | 1.4% Tr. A |
| Ä. 4 | 0.23% | 1% | 0.27% | 1% | 0.03% | 1% | 0.07% | 1% |
| Ä. 5 | 2.1% | 4% | 3.5% | 4% | 2.0% | 4% | 6.3% | 4% |
| Vzorka VS25-Z | Vzorka VS25-O | |||||||
| Ä. 1 | 0.81% | 1% Tr. D2 | 1.18% | 1.5% Tr. D1 | 0.89% | 1.0% Tr. D2 | 1.18% | 1.5% Tr. D1 |
| Ä. 2 | 8.5% | 10% Tr. T2 | 7.9% | 10% Tr. T2 | 1.63% | 5.0% Tr. T5 | 1.6% | 5.0% Tr. T5 |
| Ä. 3 | 0.79% | 1.4% Tr. A | 1.0% | 1.4% Tr. A | 1.19% | 1.4% Tr. A | 1.11% | 1.4% Tr. A |
| Ä. 4 | 0.02% | 1% | 0.15% | 1% | 0.03% | 1% | 0.33% | 1% |
| Ä. 5 | 4.1% | 4% | 2.0% | 4% | 1.0% | 4% | 3.5% | 4% |
5. Diskusia
Tolerancie obsahujÃēce poÅžiadavky Ä. 1 a Ä. 3 sÃē prioritne urÄenÊ pre kruhovÃŊ prierez. Aby sme tieto poÅžiadavky mohli pouÅžiÅĨ aj pre mnohouholnÃkovÃŊ prierez je potrebnÊ pouÅžiÅĨ vpÃsanÃē alebo opÃsanÃē kruÅžnicu. V naÅĄom prÃpade, z dôvodu jednoduchÅĄieho merania stredu strÃĄn, sme pouÅžili vpÃsanÃē kruÅžnicu.
V rÃĄmci vyhodnocovania poÅžiadavky Ä. 1 bol odmeranÃŊ vonkajÅĄÃ priemer vpÃsanej kruÅžnice z kaÅždej steny (osemkrÃĄt). Do jednotlivÃŊch vyhodnotenà vstupovala maximÃĄlna nameranÃĄ imperfekcia priemeru v rÃĄmci kaÅždÊho prierezu.
Pri vyhodnocovaniu poÅžiadavky Ä. 2 bola do posÃēdenia pouÅžitÃĄ priemernÃĄ hodnota hrÃēbky steny zo vÅĄetkÃŊch 8 strÃĄn prierezu. Pri pozinkovanÃŊch vzorkÃĄch by bolo vhodnÊ zohÄžadniÅĨ hrÃēbku pozinkovania (pozinkovanie navyÅĄuje hrÃēbku steny).
PoÅžiadavke Ä. 3 vyhovujÃē vÅĄetky prierezy. Pri vyhodnocovanà tejto poÅžiadavky nebolo jasnÊ, akÃŊ priemer (D nominÃĄlny viÄ EN 1090-2 Tab. B.11) mÃĄ vstupovaÅĨ do posÃēdenia. V tejto situÃĄcià je moÅžnÊ pouÅžiÅĨ ÅĄpecifikovanÃē hodnotu ideÃĄlneho priemeru z vÃŊkresu alebo priemernÃē hodnotu z priemerov nameranÃŊch na vzorke. Vo vyhodnotenà sme zvolili druhÃē moÅžnosÅĨ a teda priemernÃē hodnotu z odmeranÃŊch priemerov.
PoÅžiadavka Ä. 5 je priamo vztiahnutÃĄ k mnohouholnÃkovÊmu prierezu. Je potrebnÊ poznamenaÅĨ, Åže zvolenÃĄ metÃŗda merania je v urÄitej miere pribliÅžnÃĄ. Nie je jednoznaÄnÊ, kde zaÄÃnajÃē a kde konÄia jednotlivÊ hrany, keÄÅže sa jednÃĄ o ohÃŊbanÃŊ plech s polomermi zaoblenia.
V Tab. 4 je moÅžnÊ vidieÅĨ nevyhovujÃēce poÅžiadavky (vyÅĄrafovanÊ bunky). MoÅžno konÅĄtatovaÅĨ, Åže lepÅĄie vyhovujÃē poÅžadovanÃŊm toleranciÃĄm prvky s vaÄÅĄÃm priemerom. Tento fakt predpokladÃĄ aj poÅžiadavka Ä. 3, ktorÃĄ pri väÄÅĄÃch priemeroch uvÃĄdza kritÊrium ovÃĄlnosti prÃsnejÅĄie. Pri malÃŊch priemeroch je nÃĄroÄnejÅĄie zabezpeÄiÅĨ presnejÅĄie ohÃŊbanie plechu. Je otÃĄzne Äi by aj poÅžiadavky Ä. 1, Ä. 2, Ä. 4 a Ä. 5 nemali maÅĨ zakomponovanÃŊ tento vplyv.
Vyhodnotenie kÃŗnicity viÄ. Chyba! NenaÅĄiel sa Åžiaden zdroj odkazov. nebolo realizovanÊ, pretoÅže neboli identifikovanÊ tolerancie pre tÃēto nedokonalosÅĨ. ÄiastoÄne tolerancia na zmenu kuÅžeÄžovitosti je zohÄžadnenÃĄ v poÅžiadavke Ä. 4 (tolerancia na obvod) kde sa dÃĄ dopoÄÃtaÅĨ maximÃĄlna zmena kÃŗnicity z maximÃĄlnej dovolenej tolerancii obvodu. AvÅĄak je potrebnÊ poznamenaÅĨ, Åže zistenÊ rozdiely viÄ. Chyba! NenaÅĄiel sa Åžiaden zdroj odkazov. sÃē minimÃĄlne a je ich moÅžno zanedbaÅĨ.
| OznaÄenie vzorky | OznaÄenie vzorky | |||||||
|---|---|---|---|---|---|---|---|---|
| Dielec [konicita/mm] | MS10-Z | MS25-Z | VS10-Z | VS25-Z | MS10-O | MS25-O | VS10-O | VS25-O |
| SpodnÃŊ nameranÃŊ | 11.8 | 26.5 | 12.1 | 25.9 | 12.1 | 25.7 | 11.7 | 25.9 |
| VrchnÃŊ nameranÃŊ | 11.4 | 26.1 | 11.4 | 25.6 | 12.9 | 25.9 | 12.2 | 26.0 |
| IdeÃĄl vrchnÃŊ * | 11.35 | 25.56 | 11.24 | 25.47 | 11.35 | 25.56 | 11.24 | 25.47 |
| IdeÃĄl spodnÃŊ * | 11.98 | 25.27 | 11.97 | 25.20 | 11.98 | 25.27 | 11.97 | 25.20 |
| Rozdiel ** | 0.4 | 0.4 | 0.7 | 0.3 | 0.8 | 0.2 | 0.9 | 0.1 |
| Medzera [mm] *** | 0.08 | 0.06 | 0.28 | 0.11 | 0.16 | 0.03 | 0.36 | 0.40 |
| * Na zÃĄklade vÃŊkresu od dodÃĄvateÄža ** Rozdiel medzi nameranÃŊm spodnÃŊm a vrchnÃŊm dielcom *** DopoÄÃtanÃĄ medzera medzi vrchnÃŊm a spodnÃŊm dielcom pri dÄēÅžke nasunutia podÄža oÄakÃĄvanie dodÃĄvateÄža viÄ. Tab. 3 | ||||||||
6. ZÃĄver
Ciele prÃspevku, a to stanovenie toleranciÃ/imperfekcià a zatriedenie experimentÃĄlnych vzoriek z hÄžadiska imperfekciÃ, boli naplnenÊ. Je moÅžnÊ konÅĄtatovaÅĨ, Åže experimentÃĄlne vzorky obsahujÃē imperfekcie, ktorÊ v niektorÃŊch prÃpadoch presahujÃē limitnÊ hodnoty stanovÊ predpismi. TaktieÅž je moÅžnÊ konÅĄtatovaÅĨ, Åže vzorky s menÅĄÃm priemerom sÃē podmieneÄne vhodnÊ na experimentÃĄlne vyhodnocovanie. Je to z toho dôvodu, Åže imperfekcie prekraÄujÃē dovolenÊ vÃŊrobnÊ limity. Vzorky s menÅĄÃm priemerom sÃē skôr teoreticky ako prakticky vyuÅžiteÄžnÊ. Tieto vzorky boli volenÊ z dôvodu, aby bol zistenÃŊ vplyv malej ÅĄtÃhlosti (pomer LT / T viÄ. Obr. 2). V praxi sa v nasÃēvanom spoji takÊto malÊ priemery nepouÅžÃvajÃē, pretoÅže stÄēp s malÃŊm priemerom je moÅžnÊ realizovaÅĨ z jednÊho dielca.
Je moÅžnÊ konÅĄtatovaÅĨ, Åže prÃspevok ukazuje akÃŊm spôsobom sa dÃĄ vysporiadaÅĨ s imperfekciami v nasÃēvanom spoji. ZavedenÃm predstavenÃŊch imperfekcià do matematickej analÃŊzy, ktorÃĄ simuluje sprÃĄvanie nasÃēvanÊho spoja, bude moÅžnÊ odhaliÅĨ veÄžkosÅĨ vplyvu imperfekciÃ.
7. LiteratÃēra
- SLOCUM, R.; FAIRBAIRN, M. Slip Joints Connections – How Do These Things Work?, Elektrical transmission and substation structures, Branson, Missouri, 2015, p. 363–374.
- SEGEREN, M. L. A. Vibration-induced settlement of a slip-joint connection for offshore wind turbines, Disertation thesis 2018, Delft University of Technology.
- van der TEMPEL, J.; SCHIPHOLT, B. L. The Slip-Joint Connection Alternative connection between pile and tower, Dutch Offshore Wind Energy Converter project, Delft University of Technology, 2003, DOWEC report - F1W2-JvdT-03-093/01-P.
- RECKÃ, J. TeoretickÊ a konÅĄtrukÄnÊ problÊmy oceÄžovÃŊch stoÅžiarov, Disertation thesis 2012, Bratislava, Slovak University of Technology.
- BOTLÃ, M. Slip joint connection of steel conical towers, Disertation thesis, 2017, Bratislava, Slovak University of Technology, p. 40–44.
- Mojto, M. Manufacturing imperfections in slip joints, Advances in Architectural, Civil and Environmental Engineering Bratislava Spectrum STU, 2021, p. 463–70.
This paper deals with geometrical tolerances in the conical hollow tubes used in slip joints. Tubes are circular or polygonal cross-sections. The contribution includes standards concerning the tolerances. Based on the standards the imperfections in experimental specimens are evaluated. It is possible to say that it is not simple to state the shape and the allowed value according to standards. It is also possible to conclude that the experimental specimens include non-considerable imperfections.