VelkÃ― potenciÃĄl betonu ze stoprocentnÃho recyklovanÃĐho kameniva
Na odbornÃĐ konferenci, kterÃĄ se tÃ―kala recyklace stavebnÃch materiÃĄlÅŊ, pÅedstavila akciovÃĄ spoleÄnost ERC-TECH vÃ―sledky vÃ―zkumu a vÃ―voje vÃ―roby betonu z recyklovanÃĐho kameniva (RA) vÄetnÄ drobnÃ―ch frakcà do 4 mm. NovÃĄ patentovanÃĄ technologie se v praxi osvÄdÄila a na zÃĄkladÄ tohoto ÅeÅĄenà uvedla spoleÄnost Skanska na trh v ÄeskÃĐ republice beton ze stoprocentnÃho recyklovanÃĐho kameniva pod nÃĄzvem Rebetong a vyuÅūila jej v nÄkolika developerskÃ―ch projektÅŊ.

1. Ãvod
V souÄasnÃĐ dobÄ tvoÅà inertnà stavebnà suÅĨ v prÅŊmÄru cca 45 % z celkovÃĐ produkce odpadÅŊ v ÄR i EvropÄ. V ÄeskÃĐ republice vznikÃĄ roÄnÄ okolo 4 milionÅŊ tun inertnà stavebnà suti, z ÄehoÅū je vÃ―raznÃĄ ÄÃĄst, tedy zhruba 85 %, uklÃĄdÃĄna na deponiÃch nebo sklÃĄdkÃĄch a pouze 15 % je recyklovÃĄno a znovu vyuÅūito, a to pÅevÃĄÅūnÄ s nÃzkou pÅidanou hodnotou jako zÃĄsypovÃĐ, podkladnà nebo stabilizaÄnà vrstvy. TÃmto zpÅŊsobem vyuÅūità je vÃ―raznÄ ztÃÅūena jejich nÃĄslednÃĄ recyklace dÃky zneÄiÅĄtÄnÃ, napÅ. zeminou.
Na druhÃĐ stranÄ se sniÅūujà zÃĄsoby zdrojÅŊ pÅÃrodnÃho kameniva z kamenolomÅŊ a povolovÃĄnà novÃĐ tÄÅūby je ÄÃm dÃĄl legislativnÄ nÃĄroÄnÄjÅĄÃ.
SniÅūujÃcà se mnoÅūstvà pÅÃrodnÃch zdrojÅŊ kameniva na jednÃĐ stranÄ, a naopak rostoucà produkce stavebnà a demoliÄnà suti na stranÄ druhÃĐ, byly motivacà a driverem k vÃ―voji technologià pro maximÃĄlnà vyuÅūità recyklovanÃĐho kameniva s co nejvyÅĄÅĄÃ pÅidanou hodnotou a tak, aby vÃ―slednÃ― produkt byl dÃĄle beze zbytku recyklovatelnÃ―. Beton vyrobenÃ― z recyklovanÃĐho kameniva je prÃĄvÄ takovÃ―m produktem, ideÃĄlnÄ s vyuÅūitÃm 100% nÃĄhrady pÅÃrodnÃho kameniva recyklovanÃ―m, tedy vÄ. drobnÃĐ frakce do 4 mm. A to z betonovÃĐ, cihelnÃĐ nebo smÄsnÃĐ stavebnà suti.
NÃĄhrada pÅÃrodnÃho kameniva v betonu recyklovanÃ―m s sebou pÅinÃĄÅĄÃ vÃ―hody v environmentÃĄlnà i ekonomickÃĐ rovinÄ. V rovinÄ environmentÃĄlnà se jednÃĄ o zpracovÃĄnà mÃĄlo vyuÅūÃvanÃ―ch, a pÅitom recyklovatelnÃ―ch surovin, kterÃĐ jsou z velkÃĐ ÄÃĄsti uklÃĄdÃĄny na sklÃĄdkÃĄch a zachovÃĄnà tÄchto kapacit pro sklÃĄdkovÃĄnà materiÃĄlÅŊ, kterÃĐ recyklovat nelze. ZÃĄroveÅ jde o Úsporu pÅÃrodnÃch zdrojÅŊ kameniva pro aplikace, kde je pÅÃrodnà kamenivo nenahraditelnÃĐ. DalÅĄÃm pÅÃnosem je snÃÅūenà zÃĄtÄÅūe z dopravy, protoÅūe zdroje stavebnà suti pochÃĄzejÃcà z demolic starÃ―ch objektÅŊ se vÄtÅĄinou nachÃĄzà v urbanizovanÃ―ch oblastech a tedy blÃÅūe vÃ―roben betonu neÅū lokality lomÅŊ a pÃskoven pÅÃrodnÃho kameniva. V rovinÄ ekonomickÃĐ se jednÃĄ o snÃÅūenà materiÃĄlovÃ―ch nÃĄkladÅŊ uÅū jen dÃky nÃĄhradÄ drahÃĐho pÅÃrodnÃho kameniva v podstatÄ odpadem, coÅū mÅŊÅūe pÅedstavovat Úsporu aÅū v desÃtkÃĄch procent.
2. VÃ―voj a princip ÅeÅĄenÃ
NÃĄhrada ÄÃĄsti pÅÃrodnÃho kameniva v betonu, zejmÃĐna hrubÃĐ frakce, recyklovanÃ―m je vÃce mÃĐnÄ standardnà postup pouÅūÃvanÃ― jak ve svÄtÄ, tak ojedinÄle i v ÄR. NÃĄÅĄ vÃ―voj a vÃ―zkum se vÅĄak zamÄÅil na vÃ―robu betonu ÄistÄ z recyklovanÃĐho kameniva (RA) vÄ. drobnÃ―ch frakcà do 4 mm. NÄkolikaletÃĐ laboratornà testovÃĄnà pracovnÃkÅŊ spoleÄnosti ERC-TECH bylo korunovÃĄno ÚspÄchem a byla vyvinuta novÃĄ technologie, kterÃĄ byla v roce 2018 patentovÃĄna v ÄR i mezinÃĄrodnÃm patentem.
Na zÃĄkladÄ tohoto ÅeÅĄenà uvedla spoleÄnost Skanska a.s. na trh v ÄeskÃĐ republice beton ze 100% recyklovanÃĐho kameniva pod nÃĄzvem Rebetong. ÅeÅĄenà spoÄÃvÃĄ jednak ve sprÃĄvnÃĐ pÅÃpravÄ recyklovanÃĐho kameniva (recyklÃĄtu) a hlavnÄ v technologickÃĐm postupu mÃchÃĄnà tohoto betonu s vyuÅūitÃm speciÃĄlnÃch surovin – „nanofillerÅŊ“, jehoÅū ÄÃĄstice posilujà pevnostnà strukturu kameniva a smÄsi tak, Åūe vÃ―slednÃ― beton dosahuje podobnÃ―ch mechanicko-fyzikÃĄlnÃch vlastnostà jako konvenÄnà beton z pÅÃrodnÃho kameniva v pevnostnÃch tÅÃdÃĄch aÅū C25/30 vÄ. vodonepropustnosti a mrazuvzdornosti. A to pÅi stejnÃĐ nebo dokonce niÅūÅĄÃ dÃĄvce cementu dÃky pouÅūità nanofileru a reaktivaci pojivovÃ―ch sloÅūek obsaÅūenÃ―ch v recyklovanÃĐm kamenivu. S ohledem na pÅŊvod recyklovanÃĐho kameniva je potÅeba poÄÃtat s tÃm, Åūe modul pruÅūnosti je niÅūÅĄÃ neÅū u konvenÄnÃho betonu s ÄistÃ―m pÅÃrodnÃm kamenivem, coÅū je potÅeba zohlednit pÅi nÃĄvrhu betonovÃ―ch a ÅūelezobetonovÃ―ch konstrukcà z betonu z recyklovanÃĐho kameniva. PÅesto je oblast pouÅūità velmi ÅĄirokÃĄ a pokud vezmeme v Úvahu potenciÃĄlnà vyuÅūità veÅĄkerÃĐ stavebnà suti do betonu, pÅedstavovalo by to maximÃĄlnÄ 20 % veÅĄkerÃĐ vÃ―roby betonu. PouÅūitÃĐ pÅÃmÄsi zajiÅĄÅĨujà trvanlivost takto vyrobenÃ―ch betonovÃ―ch vÃ―robkÅŊ, umoÅūÅujà jejich opakovanou recyklaci a zcela tÃm eliminujà budoucà ekologickÃĐ zatÃÅūenà a naplÅujà tak nejpÅÃsnÄjÅĄÃ pohledy na cirkulÃĄrnà ekonomiku ve stavebnictvÃ.
3. VÃ―voj z laboratoÅe po prÅŊmyslovou vÃ―robu
UÅūitnÃĐ parametry betonu ze 100% recyklovanÃĐho kameniva jsou vÃ―sledkem dlouhodobÃĐho vÃ―voje spoleÄnosti ERC-TECH, na kterou navÃĄzala na zaÄÃĄtku roku 2019 spoluprÃĄce spoleÄnostà Skanska, kterÃĄ je jednak jednÃm z nejvÄtÅĄÃch vÃ―robcÅŊ betonu a zÃĄroveÅ pÅednà stavebnà a developerskou spoleÄnostà a mÃĄ ÅĄetrnÃĐ stavÄnà jako jednu z hlavnÃch korporÃĄtnÃch hodnot. Prvnà laboratornà testy v laboratoÅÃch Skanska ukÃĄzaly pÅekvapivÄ dobrÃĐ vÃ―sledky betonu ze 100% betonovÃĐho, cihelnÃĐho nebo smÄsnÃĐho recyklÃĄtu. Potvrdil se tak vysokÃ― potenciÃĄl betonu z RA pro komerÄnà vyuÅūitÃ, a to pÅevedÅĄÃm na vlastnÃch developerskÃ―ch projektech Skanska. Proto byly neprodlenÄ zahÃĄjeny provoznà testy pÅÃmo na pilotnà betonÃĄrnÄ v Olomouci opÄt s velmi dobrÃ―mi vÃ―sledky. SpoleÄnÃ― vÃ―voj pÅinesl mimo jinÃĐ dalÅĄÃ optimalizaci vÃ―robnÃch postupÅŊ, ovÄÅenà vyrobitelnosti v podmÃnkÃĄch prÅŊmyslovÃĐ vÃ―roby na betonÃĄrnÄ a ovÄÅenà technologickÃ―ch a reologickÃ―ch vlastnostà betonu z RA pÅi vÃ―robÄ, dopravÄ a zpracovÃĄnÃ. Na zÃĄkladÄ tÄchto dobrÃ―ch zkuÅĄenostà pÅistoupila Skanska Transbeton s.r.o. k certifikaci vÃ―roby betonu ze 100% RA a od zÃĄÅà 2019 vyrÃĄbà certifikovanÃ― transportnà beton s obchodnà znaÄkou Rebetong v pevnostnÃch tÅÃdÃĄch do C 25/30, stupnÄ vlivu prostÅedà do XC2, a prefabrikovanÃĐ stÄnovÃĐ dÃlce pod obchodnà znaÄkou Reblok. ZamÄÅuje se na vÃ―robu betonu ze 100% RA z cihelnÃĐ stavebnà suti (vÄ. drobnÃĐ frakce do 4 mm), kterÃĐ je na trhu pÅebytek a jejÃÅū vyuÅūità mÃĄ tudÃÅū vÄtÅĄÃ ekonomickÃ― i ekologickÃ― efekt. Na Obr. 1 a Obr. 2 je pÅÃklad vstupnà suroviny z cihelnÃĐho RA a ukÃĄzky z vÃ―roby na betonÃĄrnÄ v Olomouci.

Obr. 1 Vstupnà surovina – cihelnÃ― recyklÃĄt frakce 0/22 mm


4. Laboratornà zkouÅĄky a jejich vÃ―sledky
V rÃĄmci vÃ―zkumu a vÃ―voje byly provedeny laboratornà zkouÅĄky na ÄerstvÃĐm i ztvrdlÃĐm betonu. StandardnÄ jsou provÃĄdÄny zkouÅĄky konzistence, obsahu vzduchu v ÄerstvÃĐm betonu, pevnosti betonu v tlaku, objemovÃĐ hmotnosti ÄerstvÃĐho i ztvrdlÃĐho betonu.
Tab. 1 VÃ―sledky laboratornÃch testÅŊ spoleÄnosti ERC-TECH
| Ä. vzorku | Typ recyklÃĄtu | Konzistence | Pevnostnà tÅÃda | Pevnost v tlaku [MPa]/stÃĄÅà [dny] | ||
|---|---|---|---|---|---|---|
| 7 | 14 | 28 | ||||
| 1 | concrete | S4 | C25/30 | 18,8 | 28,4 | 35,0 |
| 2 | bricks | S4 | C25/30 | 19,8 | 27,8 | 35,3 |
| 3 | mix | S4 | C25/30 | 22,5 | 31,0 | 38,0 |
| Ä. vzorku | ObjemovÃĄ hmotnost | Pevnost v tahu ohybem | Pevnost v pÅÃÄnÃĐm tahu | NasÃĄkavost | StatickÃ― modul pruÅūnosti | Hloubka prÅŊsaku |
|---|---|---|---|---|---|---|
| kg/m3 | MPa | MPa | % | GPa | mm | |
| 1 | 2 150 | 4,7 | 2,8 | 3,5 | 18,6 | 22 |
| 2 | 1 920 | 3,7 | 2,4 | 3,2 | 12,9 | 16 |
| 3 | 2 100 | 4,4 | 2,5 | 4,4 | 14,8 | 18 |
Tab. 2 VÃ―sledky laboratornÃch testÅŊ spoleÄnosti Skanska
| Pevnostnà tÅÃda | Typ recyklÃĄtu | Konzistence | Pevnost v tlaku [MPa]/stÃĄÅà [dny] | ObjemovÃĄ hmotnost [kg/m3] | Koefecient mrazuvzdornosti | |||
|---|---|---|---|---|---|---|---|---|
| 2 | 7 | 28 | 92 | |||||
| C25/30 | betonovÃ― | S3 | 11,5 | 27,2 | 41,1 | 45,0 | 2 115 | – |
| C25/30 | betonovÃ― | S4 | 10,6 | 25,9 | 40,0 | 42,0 | 2 132 | 1,00 |
| C25/30 | cihelnÃ― | S4 | 12,2 | 29,7 | 44,2 | 48,5 | 1 913 | 0,98 |
| C25/30 | cihelnÃ― | S4 | 13,5 | 29,3 | 44,7 | 48,8 | 1 928 | – |
| C25/30 | smÄsnÃ― | S4 | 14,4 | 32,7 | 46,5 | 51,7 | 2 043 | 0,99 |
| C25/30 | smÄsnÃ― | S4 | 13,3 | 30,4 | 44,4 | 49,8 | 2 027 | – |
Na vybranÃ―ch vzorcÃch pak pevnosti betonu v tahu ohybem i pÅÃÄnÃĐm tahu, mrazuvzdornosti, statickÃĐho modulu pruÅūnosti, nasÃĄkavosti, objemovÃ―ch zmÄn betonu a hloubky prÅŊsaku tlakovou vodou. VÃ―sledky laboratornÃch i provoznÃch zkouÅĄek ukazujà dobrÃĐ uÅūitnÃĐ vlastnostà betonu se 100% recyklovanÃĐho kameniva. V Tab. 1 jsou vÃ―sledky zkouÅĄek v laboratoÅi ERC-TECH a v Tab. 2 jsou vÃ―sledky zkouÅĄek v laboratoÅi Skanska provÃĄdÄnÃĐ zaÄÃĄtkem roku 2019.
5. Provoznà zkouÅĄky
Po ÚspÄÅĄnÃ―ch laboratornÃch zkouÅĄkÃĄch bylo pÅistoupeno k provoznÃm testÅŊm na mÃchacÃm zaÅÃzenà BHS DKXS o objemu 1,67 m3 k ovÄÅenà realizovatelnosti celÃĐho technologickÃĐho postupu pÅÃmo v provozu betonÃĄrny. V rÃĄmci prvnÃch provoznÃch testÅŊ byly ovÄÅeny receptury pro pevnostnà tÅÃdy C20/25 a C25/30 na bÃĄzi 100% cihelnÃĐho recyklÃĄtu. VÃ―sledky testÅŊ jsou zobrazeny v Tab. 3. BÄhem provoznÃch testÅŊ byla rovnÄÅū odzkouÅĄena vÃ―roba betonovÃ―ch stÄnovÃ―ch blokÅŊ – viz Obr. 2.
Tab. 3 VÃ―sledky provoznÃch zkouÅĄek na betonÃĄrnÄ
| Pevnostnà tÅÃda | Typ recyklÃĄtu | Konzistence | PoÄet vzorkÅŊ | Pevnost v tlaku [MPa] | ObjemovÃĄ hmotnost [kg/m3] | Hloubka prÅŊsaku [mm] | |
|---|---|---|---|---|---|---|---|
| 7 | 28 | ||||||
| C 20/25 | cihelnÃ― | S4 | 20 | 22 | 32,4 | 1 990 | 19 (6 vzorkÅŊ) |
| C 25/30 | cihelnÃ― | S4 | 6 | 25,6 | 36,9 | 1 990 | 18 (4 vzorky) |
BÄhem provoznÃch zkouÅĄek byla ovÄÅena zpracovatelnost betonu na bÃĄzi recyklovanÃĐho kameniva, jeho chovÃĄnÃ, transportovatelnost a moÅūnosti uklÃĄdÃĄnÃ. Bylo zjiÅĄtÄno, Åūe chovÃĄnà recyklovanÃĐho ÄerstvÃĐho betonu je podobnÃĐ konvenÄnÃmu betonu na bÃĄzi pÅÃrodnÃch kameniv.
V rÃĄmci provoznÃho testovÃĄnà bylo dÃĄle provedeno stanovenà konzistence v Äase na betonu z cihelnÃĐho recyklÃĄtu, aby byla ovÄÅena zpracovatelnost a transportovatelnost recyklovanÃĐho betonu s pouÅūitÃm speciÃĄlnÃch pÅÃsad. VÃ―sledky jsou zobrazeny v Tab. 4.
Tab. 4 Stanovenà konzistence v Äase na betonu z cihelnÃĐho recyklÃĄtu
| Pevnostnà tÅÃda | Typ recyklÃĄtu | Äas [min] | Obsah vzduchu [%] | Sednutà kuÅūele [mm] | Teplota betonu[°C] |
|---|---|---|---|---|---|
| C25/30 | cihelnÃ― | 0 | 4,4 | 210 | 23,3 |
| 30 | 4,2 | 210 | 23,0 | ||
| 60 | 4,0 | 160 | 22,5 |
Vzhledem k vyÅĄÅĄÃ fluktuaci nasÃĄkavosti recyklÃĄtu, speciÃĄlnÄ cihelnÃĐho, je potÅeba vÄnovat pozornost dobÄ zpracovatelnosti ÄerstvÃĐho betonu a pouÅūÃt speciÃĄlnà pÅÃsady, aby byla zajiÅĄtÄna dobrÃĄ zpracovatelnost po dobu min. 90 min.
JednÃm z faktorÅŊ ÚspÄchu je kvalitnà vÃ―roba recyklovanÃĐho kameniva ze stavebnà suti. Trvalo nÄjakÃ― Äas, neÅū byl nastaven optimÃĄlnà vÃ―robnà proces, vybrÃĄna nejvhodnÄjÅĄÃ zaÅÃzenà a nastavenà kaÅūdÃĐho stroje ve vÃ―robnÃm ÅetÄzci. VÃ―voj betonu ze 100% RA byl zahÃĄjen pouÅūitÃm dvou frakcà RA, 0–8 a 8–16 mm. Po nÄkolika krocÃch optimalizace produkce RA byla vyrobena monofrakce 0–22 mm s podobnou granulometriÃ. To byl dÅŊleÅūitÃ― krok pro efektivnà vÃ―robu v betonÃĄrnÃĄch, protoÅūe jim obvykle chybà skladovacà prostor pro vÃce frakcà kameniva. DÅŊleÅūitÃ― je takÃĐ zdroj SDS, nejlepÅĄÃm moÅūnÃ―m zpÅŊsobem je ÅÃdit celÃ― proces poÄÃnaje selektivnà demolicà a vytvoÅenà velkÃĐho ÚloÅūiÅĄtÄ recyklovanÃĐho kameniva s podobnÃ―mi vlastnostmi. VyrobenÃĐ recyklovanÃĐ kamenivo je testovÃĄno podle ÄSN EN 12620+A1 a dÃĄle je poÅūadovÃĄna pÅedepsanÃĄ kÅivka zrnitosti. SkladovÃĄnà recyklovanÃĐho kameniva je podobnÃĐ jako u pÅÃrodnÃho.
6. Certifikace a uvedenà na trh
Po ÚspÄÅĄnÃĐm provoznÃm testovÃĄnà bylo pÅistoupeno k certifikaci systÃĐmu ÅÃzenà vÃ―roby (SÅV) betonu z recyklÃĄtu podle podnikovÃĐ normy Ä. TN TRB 03/2019 a po skonÄenà certifikaÄnÃho procesu bylo v zÃĄÅà 2019 vydÃĄno stavebnÄ technickÃĐ osvÄdÄenà (STO) Ä. 060-049062. VÃ―sledky poÄÃĄteÄnÃch zkouÅĄek typu jsou uvedeny v Tab. 5.
Tab. 5 Vlastnosti testovanÃĐ v rÃĄmci certifikace SÅV
| Beton ze 100% recyklÃĄtu | C 25/30 cihelnÃ― recyklÃĄt | C 25/30 betonovÃ― recyklÃĄt | |||||||
|---|---|---|---|---|---|---|---|---|---|
| StÃĄÅÃ vzorkÅŊ | dny | 7 | 14 | 28 | 56 | 7 | 14 | 28 | 56 |
| Pevnost v tlaku | Mpa | 24,1 | 31,8 | 37,8 | 41 | 19,7 | 22,8 | 35,1 | 37,5 |
| ObjemovÃĄ hmotnost kg/m3 | kg/m3 | 2020 | 2110 | ||||||
| Pevnost v tahu ohybem | Mpa | 4,3 | 3,9 | ||||||
| Pevnost v pÅÃÄnÃĐm tahu | Mpa | 2,7 | 2,4 | ||||||
| Marzuvzdornosti | (100 c) | 0,92 | 0,99 | ||||||
| NasÃĄkavost | % | 4,1 | 3,9 | ||||||
| Modul pruÅūnosti v tlaku | Gpa | 17,6 | 20,9 | ||||||
| Hloubka prÅŊsaku | mm | 16 | 21 | ||||||
| ObjemovÃĐ zmÄny | ‰ | 0,428 | 0,697 | 0,977 | 1,188 | 0,558 | 0,854 | 1,119 | 1,307 |
V roce 2020 pak nÃĄsledovala certifikace dalÅĄÃch betonÃĄren spoleÄnosti Skanska Transbeton, s.r.o. pro vÃ―robu betonu z recyklÃĄtu v Praze-UhÅinÄvsi, Praze-ÅeporyjÃch a ve Veltrusech a v BrnÄ. V souÄasnÃĐ dobÄ probÃhÃĄ certifikace betonÃĄrny v OstravÄ.
7. DalÅĄÃ doplÅkovÃĐ zkouÅĄky
KromÄ zÃĄkladnÃch zkouÅĄek jsou provÃĄdÄny a pÅipravovÃĄny dalÅĄÃ nadstandardnà zkouÅĄky betonu z recyklÃĄtu, kterÃĐ majà za cÃl rozptÃ―lit obavy investorÅŊ a projektantÅŊ a odstranit tak bariÃĐry pro jeho ÅĄirÅĄÃ vyuÅūitÃ. PÅÃkladem je napÅ. zkouÅĄka soudrÅūnosti s betonÃĄÅskou vÃ―ztuÅūà dle ÄSN 73 1328 pro beton C 25/30 z cihelnÃĐho recyklÃĄtu s prÅŊmÄrnÃ―m vÃ―sledkem 5,2 MPa ve srovnÃĄnà s betonem s pÅÃrodnÃm kamenivem C 25/30 se soudrÅūnostà 5,4 MPa. Fotografie ze zkouÅĄky jsou na Obr. 3.


Obr. 3 ZkouÅĄka soudrÅūnosti s betonÃĄÅskou vÃ―ztuÅūÃ
DalÅĄÃ zkoumanou vlastnostà bylo zjiÅĄtÄnà a porovnÃĄnà objemovÃ―ch zmÄn betonu z recyklovanÃĐho kameniva a betonu s pÅÃrodnÃm kamenivem pevnostnà tÅÃdy C 25/30 podle rakouskÃĐ normy [8], kdy mÄÅenà probÃhÃĄ ve Åūlabu o rozmÄrech 100×60×1 000 mm jiÅū od ÄerstvÃĐho, jeÅĄtÄ nezatvrdlÃĐho stavu betonu. MÄÅenà probÃhala do stÃĄÅà 90 dnÅŊ. VÃ―stupy tÄchto mÄÅenà jsou uvedenÃĐ na Obr. 4 pro beton s recyklovanÃ―m kamenivem a Obr. 5 pro beton s pouÅūitÃm pÅÃrodnÃho kameniva.
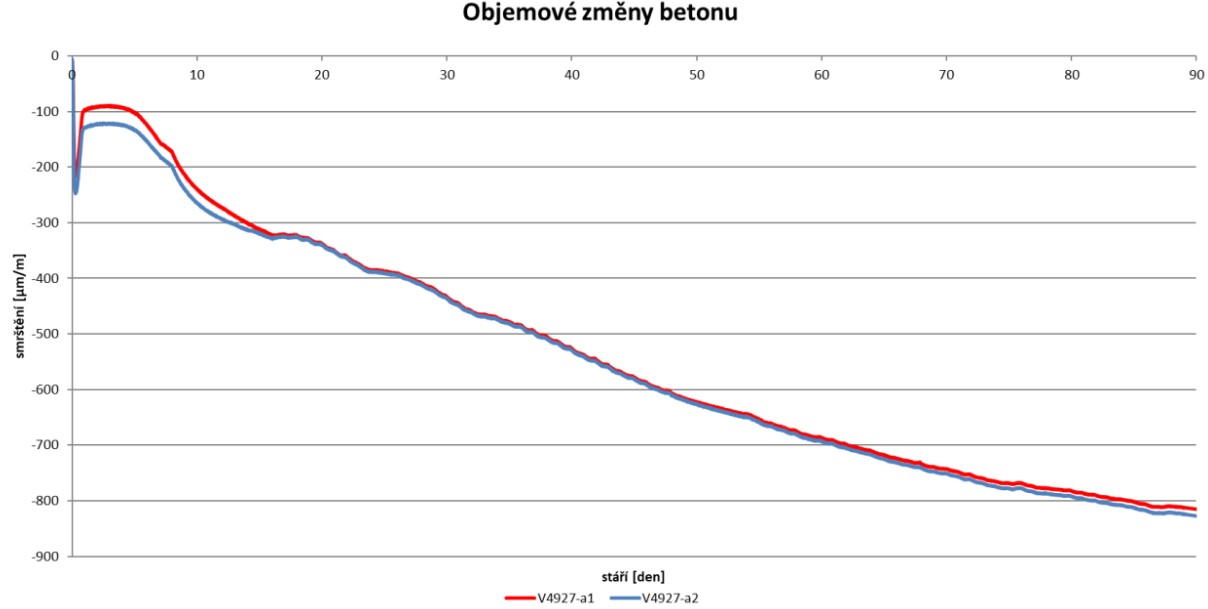
Obr. 4 Beton s recyklovanÃ―m kamenivem

Obr. 5 Beton s pÅÃrodnÃm kamenivem
8. Pilotnà projekty, pÅÃklady pouÅūitÃ
Beton vyrobenÃ― ze 100% RA mÃĄ uÅūitnÃĐ vlastnosti obdobnÃĐ jako konvenÄnà beton vyrobenÃ― z pÅÃrodnÃch kameniv. Proto je moÅūnÃĐ jej pouÅūÃt pro bÄÅūnÃĐ stavebnà betonovÃĐ a ÅūelezobetonovÃĐ konstrukce. PÅi nÃĄvrhu vodorovnÃ―ch nosnÃ―ch konstrukcà je potÅeba brÃĄt v Úvahu niÅūÅĄÃ modul pruÅūnosti (viz kap. 4.)
Velmi rychle se projevil zÃĄjem o prefabrikovanÃĐ stÄnovÃĐ dÃlce, kterÃ―ch jiÅū bylo vyrobeno tÃĐmÄÅ tisÃc kusÅŊ. Jako prezentace prvnà pilotnà vÃ―roby byly tyto prefabrikÃĄty pouÅūity pro stavbu parkourovÃĐho hÅiÅĄtÄ na „Cukrkandlu“ v Praze-ModÅanech, viz Obr. 6.
Prvnà pilotnà projekt ve formÄ transportnÃho betonu ze 100% cihelnÃĐho recyklÃĄtu byl realizovÃĄn v Olomouci na stavbÄ NovÃĄ Envelopa, kde byla zahÃĄjena betonÃĄÅū podkladnÃch betonÅŊ v objemu 350 m3. Dosavadnà zkuÅĄenosti s dopravou, ÄerpÃĄnÃm a zpracovÃĄnÃm tohoto materiÃĄlu jsou dobrÃĐ, fotografie z realizace jsou na Obr. 7.

Obr. 6 Prvnà pilotnà projekt z Rebetongu ve formÄ prefabrikovanÃ―ch stÄnovÃ―ch dÃlcÅŊ ReBlok – parkourovÃĐ hÅiÅĄtÄ v Praze, ModÅanech

Obr. 7 Prvnà pilotnà projekt Rebetongu ve formÄ transportnÃho betonu – NovÃĄ Envelopa v Olomouci
DalÅĄÃm pilotnÃm projektem je developerskÃ― rezidenÄnà projekt Skanska ÄertÅŊv vrÅĄek v Praze – viz Obr. 8. Rebetong se zde pouÅūÃvÃĄ nejen pro podkladnà betony, ale takÃĐ pro ÅūelezobetonovÃĐ nosnÃĐ stÄny – viz Obr. 9. DalÅĄÃ realizacà je rezidenÄnà ÄtvrÅĨ Emila Kolbena v Praze – viz Obr. 10. V souÄasnÃĐ dobÄ se pÅipravujà budoucà pilotnà projekty aplikace monolitickÃĐho Rebetongu.

Obr. 8 RezidenÄnà projekt ÄertÅŊv VrÅĄek v Praze

Obr. 9 Prvnà ÅūelezobetonovÃĄ stÄna z Rebetongu na projektu ÄertÅŊv VrÅĄek v Praze


Obr. 10 Å―elezobetonovÃĐ stÄny bytovÃĐho komplexu Emila Kolbena v Praze
9. TechnickÃĄ legislativa
V souÄasnÃĐ dobÄ jsou nejen v rÃĄmci ÄR, ale celÃĐ EU znaÄnÃĐ bariÃĐry v technickÃ―ch pÅedpisech, kterÃĐ vÃ―znamnÄ omezujà pouÅūità recyklovanÃ―ch kameniv v betonu. EvropskÃĄ norma pro beton EN 206+A1 doporuÄuje pouÅūità hrubÃĐho recyklovanÃĐho kameniva do betonu pouze do vÃ―ÅĄe max. 50 % pro typ A a B, a to pouze pro stupeÅ vlivu prostÅedà X0. ÄeskÃĄ nÃĄrodnà norma ÄSN P 73 2404 toto doporuÄenà pÅevzala jako limit. Pro podporu ÅĄirÅĄÃho vyuÅūità RA do betonu a tÃm zlepÅĄenà hospodaÅenà s druhotnÃ―mi surovinami ve stavebnictvà je nezbytnÃĐ zmÄnit tento konzervativnà pÅÃstup a zamÄÅit se na vÃ―slednÃĐ vlastnosti betonu z recyklovanÃĐho kameniva bez omezenà jeho obsahu. V ÄR tento proces dÃky vÃ―raznÃĐ podpoÅe MÅ―P, MPO a ÄAS zapoÄal v zÃĄÅà 2019 a cÃlem je vytvoÅenà pÅedpisu, kterÃ― by tento pÅÃstup umoÅūÅoval.
Situace se zaÄÃnÃĄ pomalu ale pÅece mÄnit, jak si veÅejnà zadavatelÃĐ ÄÃm dÃĄl vÃc uvÄdomujà dÅŊleÅūitost ÅĄetrnÃĐho stavÄnà a cirkulÃĄrnà ekonomiky, a naopak pÅichÃĄzà s poÅūadavky ve svÃ―ch projektech na stavebnà vÃ―robky z druhotnÃ―ch, recyklovanÃ―ch surovin. PÅesto je zmÄna stÃĄvajÃcÃch technickÃ―ch pÅedpisÅŊ nezbytnÃĄ.
10. ZÃĄvÄr
ZjiÅĄtÄnÃĐ parametry bÄhem laboratornÃch i provoznÃch zkouÅĄek ukazujà velkÃ― potenciÃĄl betonu ze 100% recyklovanÃĐho kameniva, jelikoÅū jeho uÅūitnÃĐ vlastnosti jsou srovnatelnÃĐ s konvenÄnÃmi betony a mÃĄ svÃĐ uplatnÄnà v ÅadÄ stavebnÃch konstrukcÃch. PatentovanÃĐ ÅeÅĄenà je plnÄ v souladu s principy cirkulÃĄrnà ekonomiky, kdy lze velkou ÄÃĄst inertnà stavebnà suÅĨi promÄnit zpÄt na stavebnà materiÃĄl s vÃ―bornÃ―mi vlastnostmi, kterÃ― je navÃc plnÄ recyklovatelnÃ― a dÃĄle zpracovatelnÃ― stejnÃ―m technologickÃ―m postupem. Vzhledem k stÃĄle se sniÅūujÃcà zÃĄsobÄ pÅÃrodnÃch zdrojÅŊ kameniv je vyuÅūÃvÃĄnà alternativnÃch zdrojÅŊ ekonomicky i environmentÃĄlnÄ vÃ―hodnÃĐ.
DÃky snÃÅūenà dopravnà vzdÃĄlenosti recyklovanÃĐho kameniva, kterÃĐ se nachÃĄzà spÃÅĄe v urbanizovanÃ―ch oblastech, proti pÅÃrodnÃmu kamenivu dovÃĄÅūenÃĐho vÄtÅĄinou z vÄtÅĄÃch vzdÃĄlenostÃ, je niÅūÅĄÃ uhlÃkovÃĄ stopa, kterou lze dÃĄle snÃÅūit optimalizacà skladby receptury pouÅūitÃm niÅūÅĄÃ dÃĄvky cementu. CelkovÄ je moÅūnÃĐ snÃÅūit uhlÃkovou stopu aÅū o vÃce neÅū 10 %. DÃĄle je pouÅūÃvÃĄno jinak pÅÃliÅĄ nevyuÅūÃvanÃĐ stavebnà a demoliÄnà suti na mÃsto pÅÃrodnÃho kameniva.
Literatura
- ÄermÃĄk, J.; Fiala, J.; PolÃĄk, F. Comparsion of utility properties of concrete with different types of recycled aggregates. Brno University of Technology, 2020. ISBN 978-80-214-5894-9
- SlÃĄnskÃ―, B.; Zelinka, P.; ÄermÃĄk, J. Beton z recyklovanÃĐho kameniva. Hradec KrÃĄlovÃĐ: ÄBS, 2020. ISBN 978-80-907611-3-1
- ÄSN EN 206+A1. Beton – Specifikace, vlastnosti, vÃ―roba a shoda, ÄR 2018.
- ÄSN EN 12620 + A1. Kamenivo do betonu, ÄR, 2008.
- ÄSN P 73 2404. Beton – Specifikace, vlastnosti, vÃ―roba a shoda – DoplÅujÃcà informace, ÄR 2016.
- ÄSN 73 1328. Stanovenà soudrÅūnosti oceli s betonem, ÄSSR 1971.
- ÃNORM B 3329. Grout – Requirements and test methods. The Austrian Standard: Austria, 2009