DuplexnûÙ povlaky ocelovû§ch konstrukcûÙ
ProtikoroznûÙ ochrana je nedûÙlnou a velmi dé₤leéƒitou souáûÀsti vû§robnûÙho procesu jakûˋkoliv ocelovûˋ konstrukce. Kromá dekorativnûÙ funkce je jejûÙm hlavnûÙm û¤áelem ochrana ocelovûˋho povrchu péed pé₤sobenûÙm koroznûÙch stimulûÀtoré₤ a nûÀslednou degradacûÙ povrchu. V praxi existuje celûÀ éada metod, resp. technologiûÙ, kterûˋ poskytujûÙ ocelovûˋmu povrchu dostateánou protikoroznûÙ ochranu. Obsahem tohoto péûÙspávku je popis protikoroznûÙ ochrany ocelovûˋ konstrukce kombinovanû§m povlakem éƒûÀrovûˋho zinku a nûÀtáru, kterû§ spadûÀ do rozsûÀhlûˋ oblasti duplexnûÙch systûˋmé₤.
1. DuplexnûÙ povlaky
DuplexnûÙ povlaky jsou systûˋmy sklûÀdajûÙcûÙ se z kovovûˋho povlaku (zinek, hlinûÙk, slitiny zinek-hlinûÙk, apod.) a nûÀtárovûˋho systûˋmu. V pré₤myslovûˋ oblasti ocelovû§ch konstrukcûÙ se velmi áasto setkûÀvûÀme s duplexnûÙm systûˋmem sklûÀdajûÙcûÙm se z povlaku éƒûÀrová zinkovanûˋho ponorem a nûÀslednû§m povlakem nûÀtárovû§ch hmot. Tato kombinace poskytuje ocelovûˋmu povrchu vysokou protikoroznûÙ ochranu i v oblastech s nejvyéÀéÀûÙm stupnám koroznûÙ agresivity prostéedûÙ. Abychom ale docûÙlili takto vysokûˋ protikoroznûÙ ochrany, je nutnûˋ dodréƒovat technologickûˋ postupy, doporuáenûÙ norem, zûÀsady apod. jak v procesu zhotovenûÙ povlaku éƒûÀrovûˋho zinku, tak v procesu zhotovenûÙ nûÀtáru. Struáná éeáeno je nutnûˋ se zabû§vat celû§m technologickû§m procesem zhotovenûÙ uvedenûˋho duplexnûÙho povlaku.
2. ZhotovenûÙ povlaku éƒûÀrová zinkovanûˋho ponorem
2.1 Volba materiûÀlu a konstrukánûÙ éeéÀenûÙ vû§robku
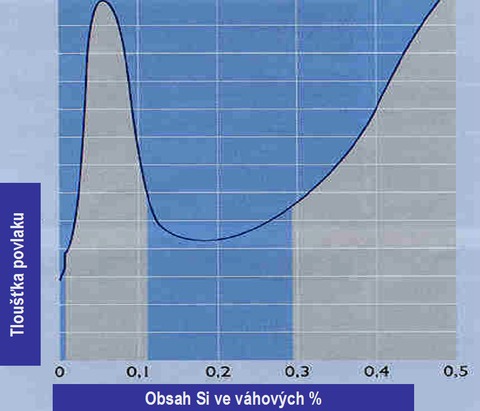
Sandeliné₤v diagram
é§ûÀrovûˋ zinkovûÀnûÙ kromá dodréƒovûÀnûÙ technologickû§ch postupé₤ a norem, potéebuje jeéÀtá „technickou“ péûÙpravu, kterûÀ zajistûÙ celûˋmu procesu bezproblûˋmovû§ pré₤báh a vû§sledek. Tou „technickou“ péûÙpravou se rozumûÙ volba vhodnûˋho materiûÀlu k zinkovûÀnûÙ, ocel s odpovûÙdajûÙcûÙm chemickû§m sloéƒenûÙm, a dodréƒenûÙ uráitû§ch konstrukánûÙch zûÀsad.
Chemickûˋ sloéƒenûÙ oceli mûÀ podstatnû§ vliv na koneánou tlouéÀéËku, vlastnosti a vzhled povlaku éƒûÀrovûˋho zinku. Chemickûˋ sloéƒenûÙ oceli vû§znamná ovlivéuje reaktivitu éƒeleza se zinkem. Do uklidnánû§ch konstrukánûÙch ocelûÙ je jako dezoxidaánûÙ áinidlo péidûÀvûÀn kéemûÙk, kterû§ (nákdy za spolupé₤sobenûÙ fosforu) vû§znamná zvyéÀuje vzûÀjemnou reaktivitu éƒeleza a zinku. Ze Sandelinova diagramu je zéejmûˋ, éƒe kritickûˋ obsahy kéemûÙku jsou v intervalech mezi 0,03 aéƒ 0,12 % a dûÀle nad 0,30 %. Tyto obsahy kéemûÙku majûÙ za nûÀsledek zvû§éÀenou reaktivitu éƒeleza se zinkem a tlouéÀéËky povlaké₤ éƒûÀrovûˋho zinku u takovû§ch ocelûÙ nabû§vajûÙ extrûˋmnûÙch hodnot. Péi volbá oceli pro éƒûÀrovûˋ zinkovûÀnûÙ je nutnûˋ sledovat obsah kéemûÙku v oceli a pouéƒûÙvat oceli s obsahem kéemûÙku do 0,03 % nebo z intervalu 0,12 aéƒ 0,30 % Si.
ProvedenûÙ konstrukce pro éƒûÀrovûˋ zinkovûÀnûÙ se do znaánûˋ mûÙry shoduje s tûÙm, co platûÙ pro praxi z hlediska péûÙpravy vû§roby, svaéovûÀnûÙ a konstruovûÀnûÙ obecná. Uráitûˋ detaily péi éƒûÀrovûˋm zinkovûÀnûÙ véÀak vyéƒaduji zvlûÀéÀtnûÙ pozornost: velikost zinkovacûÙ vany, hmotnost konstrukce a otvory pro péûÙvod a odvod kapalin a vzduchu u souáûÀstûÙ s vniténûÙmi dutinami. Rozmáry zinkovacûÙ vany omezujûÙ velikost konstrukce. Hmotnost konstrukce je limitovûÀna nosnostûÙ manipulaánûÙ techniky zinkovny. é§ûÀrovûˋ zinkovûÀnûÙ je druh protikoroznûÙ ochrany kové₤, kterû§ chrûÀnûÙ vû§robky nejenom na jejich povrchu, ale takûˋ uvnité. Aby bylo moéƒnûˋ tyto plochy pozinkovat, je nutnûˋ zabezpeáit péûÙstup véÀech lûÀznûÙ, váetná zinkovacûÙ, a nûÀslednûˋ jejich vyteáenûÙ na véÀechny plochy vû§robku. JeéÀtá dé₤leéƒitájéÀûÙ funkcûÙ technologickû§ch otvoré₤ je zabezpeáenûÙ odvzduéÀnánûÙ dutû§ch áûÀstûÙ vû§robké₤, aby nedoéÀlo k jejich roztréƒenûÙ a ohroéƒenûÙ bezpeánosti obsluhy zinkovacûÙ vany a poéÀkozenûÙ zaéûÙzenûÙ.
Smárnice a doporuáenûÙ tû§kajûÙcûÙ se véÀeobecnû§ch zûÀsad navrhovûÀnûÙ vû§robké₤ pro éƒûÀrovûˋ zinkovûÀnûÙ uvûÀdûÙ norma áSN EN ISO 14713-2 Zinkovûˋ povlaky – Smárnice a doporuáenûÙ pro ochranu ocelovû§ch a litinovû§ch konstrukcûÙ proti korozi – áûÀst 2: é§ûÀrovûˋ zinkovûÀnûÙ ponorem.
Pro dosaéƒenûÙ co nejlepéÀûÙho vû§sledku péi zinkovûÀnûÙ je vhodnûˋ ve fûÀzi navrhovûÀnûÙ konstrukce konzultovat konstrukánûÙ éeéÀenûÙ se zinkovnou.
2.2 Technologie éƒûÀrovûˋho zinkovûÀnûÙ
Povrch ocelovû§ch vû§robké₤ je nutno péed samotnû§m zinkovûÀnûÙm upravit. Péi zneáiéÀtánûÙ barvou, struskou po svaéovûÀni, tuky, oleji, okujemi je téeba v prvnûÙ éadá tyto neáistoty mechanicky odstranit, napéûÙklad tryskûÀnûÙm nebo brouéÀenûÙm. Tuky a oleje se obvykle odstraéujûÙ v alkalickû§ch odmaéÀéËovacûÙch roztocûÙch. Rzi a okujûÙ je povrch zbavovûÀn moéenûÙm ve zéedánûˋ kyseliná chlorovodûÙkovûˋ nebo sûÙrovûˋ. Kyselina chlorovodûÙkovûÀ je v tomto procesu pouéƒûÙvanájéÀûÙ zejmûˋna z ekonomickû§ch dé₤vodé₤, jelikoéƒ jejûÙ û¤áinnost moéenûÙ je vysokûÀ i péi niéƒéÀûÙ teplotá (25 aéƒ 35 ô¯C) a jejûÙm pouéƒitûÙm se sniéƒujûÙ nûÀklady na ohéev (moéenûÙ v kyseliná sûÙrovûˋ probûÙhûÀ za teplot 45–60 ô¯C). Péed zanoéenûÙm vû§robké₤ do lûÀzná s roztavenû§m zinkem, jejûÙéƒ teplota se nejáastáji pohybuje na hodnotá 450 ô¯C, je nezbytnûˋ pouéƒûÙt tavidlo. ûáinkem tavidla dochûÀzûÙ k rozpuéÀtánûÙ oxidé₤, jak na ocelovûˋm povrchu souáûÀsti, tak na povrchu roztavenûˋho zinku. TûÙm je umoéƒnán péûÙmû§ kontakt áistû§ch kovovû§ch povrché₤ obou kové₤. V zûÀsadá se pouéƒûÙvajûÙ dvá ré₤znûˋ metody nanûÀéÀenûÙ tavidla: mokrû§ a suchû§ zpé₤sob. Obá metody jsou z pohledu kvality a protikoroznûÙ ochrany povlaku rovnocennûˋ. VûÙce je vyuéƒûÙvûÀn suchû§ zpé₤sob, jenéƒ umoéƒéuje vyéÀéÀûÙ stupeé hygieny prûÀce a mechanizace procesu péi éƒûÀrovûˋm zinkovûÀnûÙ.
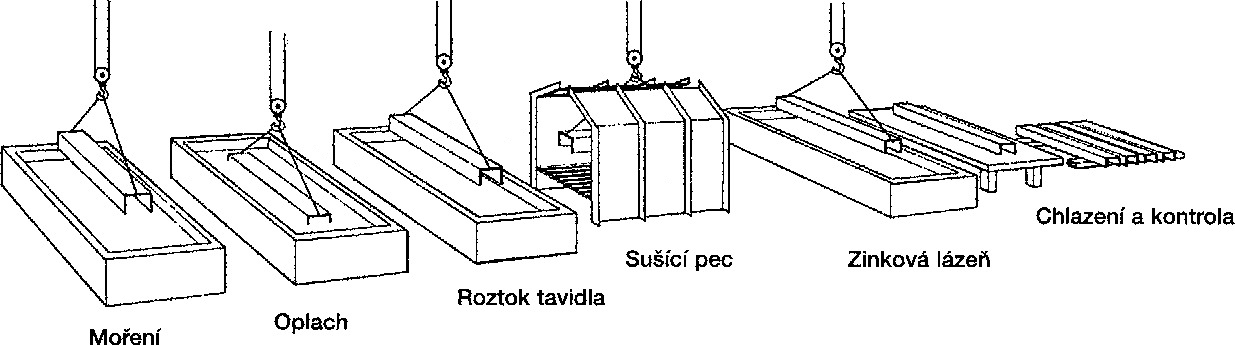
Princip technologie éƒûÀrovûˋho zinkovûÀnûÙ suchû§m zpé₤sobem
2.3 Kontrola, zkouéÀky a opravy
Pro kusovûˋ zinkovûÀnûÙ jsou kvalitativnûÙ poéƒadavky a zkuéÀebnûÙ metody uvedeny v normá áSN EN ISO 1461 Zinkovûˋ povlaky nanûÀéÀenûˋ éƒûÀrová ponorem na ocelovûˋ a litinovûˋ vû§robky – Specifikace a zkuéÀebnûÙ metody. Norma uvûÀdûÙ, éƒe vzhled zinkovûˋ vrstvy, jejûÙ tlouéÀéËka, struktura a fyzikûÀlnûÙ i chemickûˋ vlastnosti jsou ovlivnány chemickû§m sloéƒenûÙm materiûÀlu, tlouéÀéËkou stány a podmûÙnkami péi zinkovûÀnûÙ. MáéûÙtkem pro hodnocenûÙ kvality povlaku éƒûÀrovûˋho zinku je obvykle jeho tlouéÀéËka a vzhled. Kontrola, máéenûÙ a zkouéÀenûÙ se provûÀdûÙ péûÙmo v éƒûÀrovû§ch zinkovnûÀch v rozsahu, kterû§ uvûÀdûÙ vû§éÀe uvedenûÀ norma.
2.4 é§ûÀrovûˋ zinkovûÀnûÙ pro duplexnûÙ systûˋm
é§ûÀrovûÀ zinkovna musûÙ bû§t zûÀkaznûÙkem informovûÀna, éƒe na vû§robek, kterû§ se bude zinkovat, bude nûÀsledná aplikovanû§ nûÀtárovû§ systûˋm.
Kovová lesklû§ zinkovû§ povrch se áasto povaéƒuje za dostateáná áistû§ k provedenûÙ nûÀtáru. V mnoha péûÙpadech tomu tak nenûÙ a vû§sledkem mé₤éƒe bû§t selhûÀnûÙ kvality duplexnûÙ ochrany.
Z pohledu nanûÀéÀenûÙ organickûˋho povlaku na áerstvá pozinkovanû§ povrch je vhodnûˋ, aby vû§robek:
- Nebyl chlazen ve vodá. ChladicûÙ voda je zéûÙdkakdy áistûÀ. Ré₤znûˋ soli se mohou usazovat na zinkovûˋm povrchu a pozdáji mohou velmi negativná ovlivnit éƒivotnost nûÀtárovûˋho systûˋmu.
- Nebyl po vytaéƒenûÙ ze zinku skladovûÀn v prostoru zinkovny. OvzduéÀûÙ zde obsahuje vátéÀûÙ nebo menéÀûÙ mnoéƒstvûÙ dû§mu z tavidla (áûÀstice chloridu zineánatûˋho a amonnûˋho). Tyto áûÀstice ulpûÙ na povrchu zinku a tvoéûÙ ve vodá snadno rozpustnû§ film. NûÀtár nanesenû§ na tento film se vyznaáuje vû§razná snûÙéƒenou péilnavostûÙ.
- Mál odpovûÙdajûÙcûÙ povrch povlaku éƒûÀrová zinkovanûˋho ponorem. V péûÙpadá, éƒe na povlak éƒûÀrová zinkovanû§ ponorem bude nûÀsledná aplikovûÀn nûÀtárovû§ systûˋm, nenûÙ vhodnûˋ, aby u povlaku se na véÀech plochûÀch (funkánûÙch i nefunkánûÙch) vyskytovaly nûÀsledujûÙcûÙ vady: viditelnûˋ hrudky, drsnûˋ plochy, ostrûˋ vû§stupky, vû§razná péekroáenûÀ tlouéÀéËka zinkovûˋho povlaku, nûÀlitky, apod. VéÀechny tyto vady jsou z pohledu aplikace nûÀtárovûˋho systûˋmu nepéûÙpustnou vadou, a proto musûÙ bû§t odstranány. Tyto vady vû§raznû§m zpé₤sobem sniéƒujûÙ éƒivotnost nûÀtárovûˋho systûˋmu, resp. duplexnûÙho povlaku. Zde je dé₤leéƒitûÀ komunikace mezi zinkovnou a aplikaánûÙ firmou, kdy je nutnûˋ si odsouhlasit stav povrchu zinkovûˋho povlaku a moéƒnosti odstranánûÙ zjiéÀtánû§ch vad.
„áerstvû§“ povrch zinku nenûÙ tak áistû§, jak by se podle jeho lesku zdûÀlo. Tenkûˋ vrstvy olejé₤ nebo tuké₤ z rukavic, obuvi, nosnû§ch lan atd. mohou navûÙc jeéÀtá zvyéÀovat dojem lesklûˋho a áistûˋho povrchu. Vû§éÀe uvedenûˋ neáistoty jsou v báéƒnûˋ tlouéÀéËce pré₤hlednûˋ a prostû§m okem nepozorovatelnûˋ.
3. ZhotovenûÙ nûÀtáru duplexnûÙho povlaku
3.1 PéûÙprava povrchu éƒûÀrová zinkovanûˋho ponorem péed zhotovenûÙm nûÀtáré₤
Velmi dé₤leéƒitou operacûÙ péed zahûÀjenûÙm péûÙpravy povrchu je péevzetûÙ povrchu éƒûÀrová zinkovanûˋho ponorem. ûáelem je posouzenûÙ, resp. kontrola povrchu, zda odpovûÙdûÀ véÀem parametré₤m kladenû§ch na jeho jakost. HovoéûÙme zde zejmûˋna o tom, zda se na povrchu nevyskytujûÙ nepéûÙpustnûˋ vady, zda tlouéÀéËka povlaku éƒûÀrovûˋho zinku odpovûÙdûÀ specifikaci apod. VéÀechny tyto parametry lze nalûˋzt v péûÙsluéÀnû§ch normûÀch.
Pokud je povrch éƒûÀrovûˋho zinku v souladu s doporuáenûÙm normy, popé. s doporuáenûÙm technicko-kvalitativnûÙch podmûÙnek, lze péistoupit k operaci péûÙpravy povrchu péed aplikacûÙ nûÀtáru duplexnûÙho systûˋmu. K dosaéƒenûÙ co nejvyéÀéÀûÙ éƒivotnosti nûÀtárovûˋho systûˋmu se pro péûÙpravu povrchu volûÙ lehkûˋ abrazivnûÙ otryskûÀnûÙ, tzv. sweeping. ûáelem je odstranánûÙ koroznûÙch produkté₤ zinku (bûÙlûÀ rez) a umoéƒnánûÙ ukotvenûÙ nûÀsledujûÙcûÙch vrstev nûÀtáru. Aby v pré₤báhu tryskûÀnûÙ nedoéÀlo k poéÀkozenûÙ zinkovûˋho povlaku, je nutnûˋ sprûÀvná zvolit technologii tryskûÀnûÙ, parametry tryskûÀnûÙ, pouéƒitûˋ abrazivo a v neposlednûÙ éadá zde velkou roli hraje takûˋ zkuéÀenost pracovnûÙka provûÀdájûÙcûÙho tryskûÀnûÙ. Povrch po lehkûˋm abrazivnûÙm otryskûÀnûÙ by mál vykazovat stejnomárnû§ matnû§ vzhled. Drsnost povrchu a minimûÀlnûÙ zbytkovûÀ tlouéÀéËka, resp. maximûÀlnûÙ û¤bytek zinku, musûÙ bû§t péedem odsouhlaseny zainteresovanû§mi stranami.
DaléÀûÙ moéƒnostûÙ péûÙpravy povrchu je ruánûÙ a/nebo mechanizovanûˋ áiéÀtánûÙ povrchu. To je vhodnûˋ spûÙéÀe pro malûˋ plochy nebo pro opravu nûÀtárovûˋho systûˋmu. RuánûÙ a/nebo mechanizovanûˋ áiéÀtánûÙ se nedoporuáuje tam, kde se poéƒaduje vysokûÀ éƒivotnost nûÀtárovûˋho systûˋmu, protoéƒe nedosûÀhneme poéƒadovanûˋ drsnosti povrchu (kotvûÙcûÙho profilu) a lidskû§ faktor ovlivéujûÙcûÙ dosaéƒenûÙ péedepsanûˋho stupná áistoty povrchu je zde nezanedbatelnû§.
PoslednûÙ moéƒnosti péûÙpravy povrchu je chemickûˋ áiéÀtánûÙ, resp. odmaéÀéËovûÀnûÙ povrchu. K tomuto û¤áelu existuje mnoho péûÙpravké₤ a technologiûÙ. OdmaéÀéËovûÀnûÙm se odstranûÙ z povrchu materiûÀlu ré₤znûˋ mastnoty, prach apod., ale nezajistûÙ se poéƒadovanûˋ zdrsnánûÙ povrchu (kotvûÙcûÙ profil), coéƒ se musûÙ zohlednit péi nûÀvrhu nûÀtárovûˋho systûˋmu. Péesto mûÀ péûÙprava povrchu odmaéÀéËovûÀnûÙm ve specifickûˋ oblasti strojûÙrenstvûÙ svûˋ uplatnánûÙ.
3.2 NûÀvrh nûÀtárovûˋho systûˋmu, zhotovenûÙ nûÀtáru duplexnûÙho systûˋmu
Dé₤leéƒitou a nedûÙlnou souáûÀsti v pré₤báhu protikoroznûÙ ochrany ocelovû§ch konstrukcûÙ duplexnûÙmi povlaky je nûÀvrh nûÀtárovûˋho systûˋmu. NûÀvrh nûÀtárovûˋho systûˋmu znamenûÀ dé₤kladná prostudovat a zvûÀéƒit véÀechny moéƒnûˋ faktory, kterûˋ mé₤éƒou ovlivnit poéƒadovanû§ vû§sledek. MluvûÙme tady zejmûˋna o: poéƒadovanûˋ éƒivotnosti nûÀtárovûˋho systûˋmu (áSN EN ISO 12944-5), poéƒadovanûˋ koroznûÙ agresivitá prostéedûÙ (áSN EN ISO 12944-2), makro a mikroklimatickû§ch podmûÙnkûÀch v mûÙstá aplikace nûÀtáru, resp. v mûÙstá expozice ocelovûˋ konstrukce (relativnûÙ vlhkost vzduchu, teplotnûÙ podmûÙnky, apod.), technologickû§ch moéƒnostech péûÙpravy povrchu (zda neexistujûÙ omezenûÙ pro pouéƒitûÙ uráitûˋ technologie péûÙpravy povrchu), technologickû§ch moéƒnostech aplikace nûÀtáru (zda neexistujûÙ omezenûÙ pro pouéƒitûÙ uráitûˋ technologie aplikace nûÀtáru), ekonomice, apod.
Obecná platûÙ, éƒe péi nûÀvrhu nûÀtárovûˋho systûˋmu musûÙme mûÙt na památi, éƒe nejprve bychom máli vytvoéit tzv. adheznûÙ mé₤stek, tedy vrstvu nûÀtáru (zûÀkladnûÙ nûÀtár), kterû§ zprostéedkovûÀvûÀ „spojenûÙ“ s nûÀsledujûÙcûÙ vrstvou nûÀtárovûˋho systûˋmu (podkladovou vrstvou). Pro adheznûÙ mé₤stek a podkladovûˋ vrstvy se v souáasnûˋ dobá nejvûÙce vyuéƒûÙvajûÙ epoxidovûˋ nûÀtárovûˋ hmoty. DûÀle pak musûÙme mûÙt na památi, éƒe pokud ocelovûÀ konstrukce je vystavenûÀ povátrnostnûÙm vlivé₤m (zejmûˋna UV zûÀéenûÙ), je vhodnûˋ jako vrchnûÙ vrstvu pouéƒûÙt prûÀvá takovou nûÀtárovou hmotu, kterûÀ mûÀ proti támto vlivé₤m vysokou odolnost (napé. polyuretanovûÀ nûÀtárovûÀ hmota). Vû§éÀe uvedenûˋ schûˋma je obecnûˋ a nejvûÙce rozéÀûÙéenûˋ u duplexnûÙch systûˋmé₤. Péesto existuje i nákolik daléÀûÙch variant a moéƒnostûÙ, kterûˋ lze péi protikoroznûÙ ochraná ocelovû§ch konstrukcûÙ s vû§hodou vyuéƒûÙt.
ZhotovenûÙ samotnûˋho nûÀtárovûˋho systûˋmu je proces, jehoéƒ zûÀkladnûÙm a prvoéadû§m cûÙlem je dosaéƒenûÙ nûÀtáru vysokûˋ kvality, péedepsanû§ch parametré₤ a dlouhûˋ éƒivotnosti. Abychom toho docûÙlili, je nutnûˋ v celûˋm procesu aplikace dodréƒovat uráitûÀ zûÀkladnûÙ pravidla, postupy, doporuáenûÙ norem apod., mezi kterûˋ napé. patéûÙ: interval mezi tryskûÀnûÙm (sweeping) a aplikacûÙ zûÀkladnûÙho nûÀtáru se doporuáuje co nejkratéÀûÙ; péed aplikacûÙ zûÀkladnûÙho nûÀtáru je nutnûˋ odstranit zbytky tryskacûÙho mûˋdia ofoukûÀnûÙm, ometenûÙm nebo jinou vhodnou metodou; péûÙprava nûÀtárovû§ch hmot a aplikaánûÙ podmûÙnky musûÙ bû§t v souladu s technickû§mi û¤dajovû§mi listy nebo doporuáenûÙm dodavatele nûÀtárovû§ch hmot; aplikace pûÀsovû§ch nûÀtáré₤; dodréƒovûÀnûÙ intervalé₤ péetûÙratelnosti pouéƒûÙvanû§ch nûÀtárovû§ch hmot; báhem aplikace nûÀtáré₤ provûÀdát kontrolnûÙ máéenûÙ mokrûˋho filmu héebenovû§mi márkami; kontrola klimatickû§ch podmûÙnek; máéenûÙ suchûˋ tlouéÀéËky nûÀtáru, apod.
Soubor táchto zûÀkladnûÙch podmûÙnek je nepéebernû§ a nenûÙ moéƒnûˋ je véÀechny zde uvûˋst, ale jejich nedodréƒenûÙ nakonec vede k péedáasnûˋmu poéÀkozenûÙ nûÀtárovûˋho systûˋmu. VéÀechna uvedenûÀ pravidla péedstavujûÙ uráitûˋ zvû§éÀenûÙ celkovû§ch nûÀkladé₤ na zhotovenûÙ nûÀtárovûˋho systûˋmu, ale ve srovnûÀnûÙ s nûÀklady vynaloéƒenû§mi na péûÙpadnûˋ reklamaánûÙ éûÙzenûÙ a obchodnûÙ ztrûÀty, zpé₤sobenûˋ nedé₤várou klienté₤, jsou zanedbatelnûˋ.
4. Oprava vad duplexnûÙho povlaku
UvedenûÀ kapitola se nebude zabû§vat péûÙáinami vzniku vad nûÀtáru duplexnûÙho systûˋmu z dé₤vodu rozsûÀhlosti moéƒnû§ch péûÙáin nebo doposud nezjiéÀtánû§ch péûÙáin vzniku konkrûˋtnûÙch vad (puchû§éky v nûÀtáru vzniklûˋ po aplikaci na éƒûÀrová zinkovanû§ povrch). Takûˋ se zde nebudeme zabû§vat vadami éƒûÀrová zinkovanûˋho povlaku vzniklû§mi v zinkovná. Uvedeme si zde pouze doporuáenûÙ pro kvalitativnûÙ opravu vad vzniklû§ch péi/po aplikaci nûÀtáru, péi manipulaci, montûÀéƒi apod.
V pré₤báhu aplikace nûÀtáru a manipulace s dûÙlci ve vû§robnûÙm zûÀvodá, na montûÀéƒi apod. dochûÀzûÙ k ré₤znorodûˋmu poéÀkozenûÙ nûÀtáru (mechanickûˋ poéÀkozenûÙ, neáistoty v nûÀtáru apod.). VéÀechny tyto vady je nutnûˋ odstranit, resp. opravit. Pokud vady nûÀtáru nebudou opraveny nebo budou opraveny neodborná, vystavujeme se velkûˋmu riziku péednostnûÙho poéÀkozenûÙ nûÀtáru v danûˋm mûÙstá.
Vady duplexnûÙho systûˋmu lze obecná rozdálit do téûÙ zûÀkladnûÙch skupin:
1) Vady duplexnûÙho systûˋmu aéƒ na podkladovû§ ocelovû§ povrch
Norma áSN EN ISO 1461 v kapitole 6.3 uvûÀdûÙ doporuáenû§ postup opravy povlaku éƒûÀrovûˋho zinku. Opravu lze provûˋst éƒûÀrovû§m stéûÙkûÀnûÙm zinku nebo nanesenûÙm vhodnûˋho nûÀtáru obsahujûÙcûÙho pigment z prûÀéÀkovûˋho zinku, popé. vhodnû§m povlakem ze zinkovû§ch mikrolamel nebo zinkovou pastou. K opravá lze pouéƒûÙt i pûÀjku ze slitiny zinku.
Technologicky nejpéijatelnájéÀûÙm a nejdostupnájéÀûÙm zpé₤sobem opravy duplexnûÙho systûˋmu je oprava pomocûÙ nûÀtárovû§ch hmot. Specifikaci opravnûˋho nûÀtárovûˋho systûˋmu je vhodnûˋ véƒdy konzultovat se zûÀstupcem dodavatele nûÀtárovû§ch hmot, popé. s koroznûÙm inéƒenû§rem, protoéƒe pro opravu nelze pouéƒit jakoukoliv nûÀtárovou hmotu plnánou zinkovû§m prachem. Zcela vylouáenûˋ je pouéƒitûÙ tzv. zinkovûˋho spreje. Zinkovû§ sprej neposkytuje absolutná éƒûÀdnou protikoroznûÙ ochranu podkladovûˋmu materiûÀlu.
MinimûÀlnûÙm poéƒadavkem na péûÙpravu povrchu péed aplikacûÙ opravnûˋho nûÀtáru je ruánûÙ a/nebo mechanizovanûˋ oáiéÀtánûÙ povrchu na stupeé áistoty povrchu St 3 dle áSN EN ISO 8501-1 s hladkû§m a plynulû§m péechodem do neporuéÀenûˋho okolnûÙho povlaku, s nûÀsledujûÙcûÙ aplikacûÙ opravnûˋho nûÀtárovûˋho systûˋmu.
2) Vady duplexnûÙho systûˋmu aéƒ na povlak éƒûÀrovûˋho zinku
Péi poéÀkozenûˋm nebo vadnûˋm nûÀtáru aéƒ na povlak éƒûÀrovûˋho zinku je doporuáenûˋ provûˋst ruánûÙ a/nebo mechanizovanûˋ oáiéÀtánûÙ povrchu na stupeé áistoty povrchu P St 3 dle áSN EN ISO 8501-2 s hladkû§m a plynulû§m péechodem do neporuéÀenûˋho okolnûÙho nûÀtáru, nûÀsledná provûˋst ruánûÙ nûÀtár éÀtátcem/vûÀleákem na poéƒadovanou mikronovou tlouéÀéËku nûÀtárovû§mi hmotami dle specifikace danûˋho systûˋmu. Aplikace zûÀkladnûÙho nûÀtáru vûÀleákem se nedoporuáuje, a to z dé₤vodu moéƒnûˋho péedáasnûˋho poéÀkozenûÙ opravnûˋho nûÀtárovûˋho systûˋmu.
3) Povrchovûˋ vady nûÀtáru duplexnûÙho systûˋmu
Povrchovûˋ poéÀkozenûÙ a vady se doporuáuje opravit péebrouéÀenûÙm smirkovû§m papûÙrem s hladkû§m a plynulû§m péechodem do neporuéÀenûˋho okolnûÙho nûÀtáru, nûÀsledná provûˋst ruánûÙ nûÀtár éÀtátcem/vûÀleákem na poéƒadovanou mikronovou tlouéÀéËku nûÀtárovû§mi hmotami dle specifikace danûˋho systûˋmu.

Schûˋma poéÀkozenûÙ nûÀtáru (1 – ostrûÀ hrana, 2 – potenciûÀlnûÙ kapsa pro zûÀchyt neáistot a koroznûÙch stimulûÀtoré₤)
U véÀech téech zûÀkladnûÙch skupin vad je uvedeno „s hladkû§m a plynulû§m péechodem do neporuéÀenûˋho okolnûÙho nûÀtáru“. Tato formulace je péi opravnû§ch pracûÙch velmi dé₤leéƒitûÀ, neboéË kaéƒdû§ ostrû§ péechod, kaéƒdûÀ ostrûÀ hrana, kterûÀ nenûÙ odstranánûÀ, péedstavuje potenciûÀlnûÙ riziko péedáasnûˋho poéÀkozenûÙ nûÀtáru. NavûÙc se v mûÙstá poéÀkozenûÙ mé₤éƒe vytvoéit kapsa pro zûÀchyt neáistot – koroznûÙch stimulûÀtoré₤. Tyto neáistoty jsou daléÀûÙm potenciûÀlnûÙm rizikem pro péedáasnûˋ poéÀkozenûÙ nûÀtáru.
5. é§ivotnost duplexnûÙho systûˋmu
é§ivotnost duplexnûÙch systûˋmé₤ se sklûÀdûÀ ze éƒivotnosti éƒûÀrová zinkovanûˋho povlaku a éƒivotnosti ochrannûˋho nûÀtárovûˋho systûˋmu. Zpravidla mûÀ mnohem deléÀûÙ éƒivotnost neéƒ jeden i druhû§ povlak samostatná. HovoéûÙme zde o tzv. synergickûˋm efektu obou povlaké₤, neboli o spoleánûˋm pé₤sobenûÙ, souáinnosti obou povlaké₤. Vû§sledkem synergie je éƒivotnost, kterûÀ je vátéÀûÙ neéƒ souáet obou éƒivotnostûÙ obou povlaké₤.
Abychom sprûÀvná pochopili éƒivotnost duplexnûÙho povlaku, resp. povlaku obecná, je nutnûˋ vzûÙt v û¤vahu faktory, kterûˋ do znaánûˋ mûÙry danû§ û¤daj ovlivéujûÙ:
- typ ochrannûˋho systûˋmu,
- konstrukánûÙ éeéÀenûÙ,
- stav podkladovûˋho materiûÀlu péed éƒûÀrovû§m zinkovûÀnûÙm a péed péûÙpravou povrchu pro aplikaci nûÀtáru,
- stupeé péûÙpravy povrchu – péûÙtomnost solûÙ, mastnoty, prachu, zneáiéÀtánûÙ povrchu oceli péed provedenûÙm PKO,
- kvalita pracûÙ péi péûÙpravá povrchu péed éƒûÀrovû§m zinkovûÀnûÙm a aplikacûÙ nûÀtárovûˋho systûˋmu,
- û¤roveé pracûÙ péi éƒûÀrovûˋm zinkovûÀnûÙ ponorem,
- û¤roveé pracûÙ péi nanûÀéÀenûÙ povlaku,
- podmûÙnky péi vytvûÀéenûÙ/nanûÀéÀenûÙ povlaké₤,
- podmûÙnky vytvrzenûÙ povlaku,
- podmûÙnky expozice po nanesenûÙ povlaku (makro a mikroklimatickûˋ podmûÙnky, specifickûˋ koroznûÙ zatûÙéƒenûÙ, apod.),
- zpé₤sob, kvalita a áetnost û¤dréƒby ocelovûˋ konstrukce apod.
I pées negativnûÙ ovlivnánûÙ éƒivotnosti vû§éÀe uvedenû§mi faktory nûÀm duplexnûÙ povlaky poskytujûÙ dlouhodobou a vysoce kvalitnûÙ ochranu ocelovû§ch konstrukcûÙ péed pé₤sobenûÙm koroze.
6. ZûÀvár
V poslednûÙ dobá vzré₤stajûÙ poéƒadavky investoré₤ na zvû§éÀenou protikoroznûÙ ochranu zajiéÀéËujûÙcûÙ deléÀûÙ éƒivotnost ocelovû§ch konstrukcûÙ v ré₤znû§ch odvátvûÙch pré₤myslu. A prûÀvá kombinace povlaku éƒûÀrová zinkovanûˋho ponorem a nûÀtárovûˋho systûˋmu péedstavuje jednu z moéƒnû§ch metod poskytujûÙcûÙ ocelovûˋmu povrchu velmi û¤áinnou a dlouhodobou protikoroznûÙ ochranu. Tato ochrana mûÀ znaánû§ potenciûÀl v tom, éƒe zde kombinujeme katodickou ochranu, kterou poskytuje zinek, a bariûˋrovou ochranu, kterou nalezneme jak u zinku, tak u nûÀtárovû§ch systûˋmé₤. CûÙlem uvedenûˋho péûÙspávku bylo péiblûÙéƒit zûÀkladnûÙ technologickûˋ poznatky a zkuéÀenosti v procesu zhotovenûÙ povlaku zinku a povlaku nûÀtáru, protoéƒe praxe a praktickûˋ zkuéÀenosti ukazujûÙ na dé₤leéƒitost kaéƒdûˋ etapy tvorby uvedenûˋho povlaku.
Corrosion protection is an integral and very important part of the manufacturing process of any steel structure. In addition to their decorative function, its main purpose is to protect the steel surface from the effects of corrosion stimulators and consequent degradation of the surface. In practice there are a number of methods, respectively technologies that provide adequate corrosion protection the steel surface. The aim of this paper is to describe the corrosion protection of steel structures by hot dip galvanized coating and paint, so-called duplex systems.