MoÅūnost efektivnÃho vyuÅūità druhotnÃ―ch surovin v technologii vÃ―roby pÃskovÃĐho pÃģrobetonu
PouÅūitÃm vhodnÃ―ch druhotnÃ―ch surovin je moÅūnÃĐ snÃÅūit objemovou hmotnost pÃģrobetonu pÅi zachovÃĄnà fyzikÃĄlnÄ-mechanickÃ―ch vlastnostÃ, napÅ. pevnosti. DÃky tomu se snÃÅūà celkovÃĄ hmotnost konstrukce a je moÅūnÃĐ ÅĄirÅĄÃ vyuÅūità napÅÃklad pÅi aplikacÃch materiÃĄlu za ÚÄelem snÃÅūenà zatÃÅūenà nenosnÃ―ch stÄn nebo u nadstaveb domÅŊ. ZkoumÃĄno bylo pÅedevÅĄÃm vyuÅūità 10%, 30% a 50% pÅÃmÄsi fluidnÃch ÚletovÃ―ch i loÅūovÃ―ch popelovin a ÅĄkvÃĄry, vzniklÃĐ pÅi vysokoteplotnÃm spalovÃĄnà v pÃģrobetonu. PÃģrobeton s pÅÃmÄsà druhotnÃ―ch surovin byl oÅĄetÅovÃĄn v hydrotermÃĄlnÃch podmÃnkÃĄch autoklÃĄvu pÅi 7hodinovÃĐ izotermnà vÃ―drÅūi na 190 °C. VÃ―sledky ukÃĄzaly, Åūe mnoÅūstvà pÅÃmÄsi fluidnÃho ÚletovÃĐho a loÅūovÃĐho popele i ÅĄkvÃĄry mÃĄ vliv na reologickÃĐ vlastnosti. VÃ―zkum ukÃĄzal, Åūe 10% vyuÅūità pÅÃmÄsi druhotnÃ―ch surovin vÃ―raznÄ neovlivnà fyzikÃĄlnà vlastnosti vzorkÅŊ.

ilustraÄnà snÃmek © Loraliu - Fotolia.com
1. Ãvod
PÃģrobeton dÃky svÃĐ pÃģrovÃĐ struktuÅe ÅadÃme mezi lehkÃĐ stavebnà materiÃĄly a je tedy vhodnÃ― napÅÃklad pro rekonstrukce bytovÃ―ch jednotek, nadstavby rodinnÃ―ch domÅŊ, pro vytvÃĄÅenà protipoÅūÃĄrnà ochrany. KonkurencenÄnà prostÅedà velkÃ―ch firem vytvÃĄÅà tlak na co nejniÅūÅĄÃ vÃ―robnà nÃĄklady pÅi nezmÄnÄnÃĐ kvalitÄ produktÅŊ. To vede v poslednà dobÄ k tendencÃm ÄÃĄsteÄnÄ nahrazovat primÃĄrnà suroviny surovinami druhotnÃ―mi, technologie a vÃ―robnà procesy pÅitom zÅŊstÃĄvajà zachovÃĄny. Ke snÃÅūenà nÃĄkladÅŊ spojenÃ―ch s vÃ―robou je takÃĐ vhodnÃĐ zkrÃĄcenà doby autoklÃĄvovÃĄnÃ, kterÃĐ je po ekonomickÃĐ strÃĄnce velmi nÃĄkladnÃĐ. Pro efektivnà vyuÅūità druhotnÃ―ch surovin bylo vhodnÄ vyuÅūito spoluprÃĄce VysokÃĐho uÄenà technickÃĐho v BrnÄ s Vysokou ÅĄkolou BÃĄÅskou, konkrÃĐtnÄ Ing. MajstrÃkovou pÅi spoleÄnÃĐm ÅeÅĄenà studie vyuÅūità druhotnÃ―ch surovin v cementovÃĐ matrici.
PopÃlky jsou nejjemnÄjÅĄÃ zbytky ze spalovÃĄnà uhlÃ, kterÃĐ jsou zachycovÃĄny v odluÄovaÄÃch. Dosahujà zrnitosti 0,001–1 mm. [1] PopÃlek je heterogennà smÄs ÄÃĄstic jenÅū se liÅĄÃ tvarem, velikostà a chemickÃ―m sloÅūenÃm. [3][4] PÅi klasickÃĐm vysokoteplotnÃm spalovÃĄnà vznikÃĄ vedle popÃlku takÃĐ ÅĄkvÃĄra. Å kvÃĄra je hrubÅĄÃ frakce a podle dosavadnÃch studià pÅi nÃĄhradÄ kÅemiÄitÃĐho pÃsku ÅĄkvÃĄrou dochÃĄzà k vytvÃĄÅenà vÄtÅĄÃho mnoÅūstvà tobermoritu, dÃky pucolÃĄnovÃĐ aktivitÄ. [2][5]
Fluidnà ohniÅĄtÄ spalujà drcenÃĐ palivo vnÃĄÅĄenÃĐ vzestupnÃ―m proudem spalovacÃho vzduchu a vznikajÃcÃch spalin tak, Åūe zrna paliva se vyhoÅÃvÃĄnÃm postupnÄ zmenÅĄujÃ. VznikajÃcà popÃlek je vynÃĄÅĄen do urÄitÃĐ vÃ―ÅĄky, kdy vlivem rozÅĄiÅujÃcÃho se prÅŊÅezu ohniÅĄtÄ poklesne rychlost nosnÃĐho mÃĐdia na hodnotu rychlosti vznosu. ÄÃĄstice neustÃĄle vÃÅà kolem svÃĐ rovnovÃĄÅūnÃĐ polohy. TuhÃĐ zbytky po spÃĄlenà se nesmà spÃĐkat, to znamenÃĄ, Åūe musà mÃt maximÃĄlnà teplotu niÅūÅĄÃ neÅū je teplota mÄknutà popelovin. SpalovÃĄnà probÃhÃĄ pÅi teplotÃĄch okolo 850 °C. Ve fluidnÃm ohniÅĄti vznikajà fluidnà popÃlky, kterÃĐ se dÄlà podle jemnosti na ÚletovÃ― popÃlek a loÅūovÃ― popel. U fluidnÃho popÃlku nedochÃĄzà k protavovÃĄnà popÃlkovÃ―ch ÄÃĄstic, zrna zÅŊstÃĄvajà porÃĐznÃ, majà vrstevnatou strukturu, velkÃ― mÄrnÃ― povrch. Fluidnà popÃlky obsahujà vÄtÅĄÃ mnoÅūstvà SO3, kterÃ― je zejmÃĐna ve formÄ anhydritu. Ten mÃĄ podobnÃĐ vlastnosti jako sÃĄdrovec a z toho dÅŊvodu teoreticky nenà potÅeba do pÃģrobetonu s fluidnÃm popÃlkem sÃĄdrovec pÅidÃĄvat. Oxid vÃĄpenatÃ― obsaÅūenÃ― v popÃlku je v reaktivnà podobÄ CaO a v nereaktivnà podobÄ CaSO4 ve vztahu k hydrotermÃĄlnà reakci. Obsahuje takÃĐ reaktivnà minerÃĄlnà fÃĄzi, coÅū se mÅŊÅūe projevit pucolÃĄnovÃ―mi vlastnostmi fluidnÃch popÃlkÅŊ. [2][6][7][8]
2. MateriÃĄly a metody
Mezi primÃĄrnà suroviny patÅà vÃĄpno, cement a pÃsek. Pro pÅÃpravu vzorkÅŊ byl pouÅūit cement CEM I 52,5 N. Je to portlandskÃ― cement s obsahem slÃnku 95–100 % a obsahem doplÅujÃcÃch sloÅūek 0–5 %. PouÅūitÃĐ vÃĄpno je oznaÄeno podle ÄSN EN 459-1 „Stavebnà pÃĄlenÃĐ vÃĄpno“ CL 90-Q (R5, P1). KÅemiÄitÃ― pÃsek mÃĄ dle chemickÃĐho sloÅūenà vyÅĄÅĄÃ podÃl alkÃĄliÃ, ale dostateÄnÃĐ mnoÅūstvà oxidu kÅemiÄitÃĐho (92,91 % hmot.). Fluidnà ÚletovÃ― popÃlek vznikÃĄ v teplÃĄrnÄ pÅi fluidnÃm spalovÃĄnà a obsahuje vysokÃ― obsah oxidu hlinitÃĐho, oxidu ÅūelezitÃĐho a oxidu vÃĄpenatÃĐho.
Fluidnà loÅūovÃ― popel a ÅĄkvÃĄra majà zrna velikosti 0–8 mm. Z toho dÅŊvodu byly mlety v kulovÃĐm mlÃ―nÄ na poÅūadovanÃ― mÄrnÃ― povrch cca 300 m2/kg. DanÃ― mÄrnÃ― povrch byl stanoven na zÃĄkladÄ jemnosti pÃsku, pouÅūÃvanÃĐho standardnÄ pÅi vÃ―robÄ pÃģrobetonu. Na surovinÃĄch bylo stanoveno chemickÃĐ sloÅūenà (viz Tab. 1), mÄrnÃĄ hmotnost, mÄrnÃ― povrch a nasÃĄkavost (viz Tab. 2).
| DruhotnÃĐ suroviny | ChemickÃĐ sloÅūenà [%] | ||||
|---|---|---|---|---|---|
| SiO2 | CaO | Na2O | Al2O3 | SO3 | |
| Fluidnà ÚletovÃ― popÃlek | 38,05 | 17,76 | 0,30 | 24,67 | 5,44 |
| Fluidnà loÅūovÃ― popel | 38,40 | 12,99 | 0,39 | 24,60 | 5,40 |
| Å kvÃĄra | 51,00 | 4,37 | – | 22,44 | 1,11 |
| DruhotnÃĐ suroviny | MÄrnÃĄ hmotnost [kg/m3] | MÄrnÃ― povrch [m2/kg] | NasÃĄkavost [%] |
|---|---|---|---|
| Fluidnà ÚletovÃ― popÃlek | 2 740 | 390 | 192,9 |
| Fluidnà loÅūovÃ― popel | 2 510 | 250 | 130,0 |
| Å kvÃĄra | 2 610 | 298 | 35,3 |
ReferenÄnà receptura kopÃruje recepturu, pouÅūÃvanou v souÄasnÃĐ dobÄ v reÃĄlnÃĐ technologii vÃ―roby autoklÃĄvovanÃĐho pÃģrobetonu. Tato receptura byla modifikovÃĄna pÅÃdavkem 10 %, 30 % a 50 % pÅÃmÄsi druhotnÃĐ suroviny. Vodnà souÄinitel byl stanoven na zÃĄkladÄ poÅūadovanÃĐ velikosti rozlitÃ, tak aby spadala do tÅÃdy F1, konkrÃĐtnÄ 250 mm.
| Suroviny | MnoÅūstvà [kg/m3] |
|---|---|
| VÃĄpno | 40 |
| Cement | 60 |
| PÃsek | 371 |
| SÃĄdrovec | 13 |
| HlinÃkovÃ― prÃĄÅĄek | 0,450 |
| PlastifikaÄnà pÅÃsada | 0,396 |
PÅÃprava vzorkÅŊ probÃhala tak, Åūe do pÅedehÅÃĄtÃĐho pÃskovo sÃranovÃĐho kalu (40 ± 1) °C byla pÅidÃĄna plastifikaÄnà pÅÃsada a smÄs byla mÃsena po dobu 5 sekund. PÅedem zhomogenizovanÃĐ vÃĄpno, cement a druhotnÃĄ surovina byly dÃĄvkovÃĄny do mÃchaÄky spoleÄnÄ s kalem a byly mÃseny po dobu 45 sekund. PotÃĐ byly setÅeny stÄny mÃchaÄky a nadÃĄvkovÃĄna hlinÃkovÃĄ suspenze. SmÄs byla dÃĄle mÃsena po dobu 60 sekund. CelÃĐ mÃchÃĄnà netrvalo dÃĐle jak 120 sekund. ÄerstvÃĄ surovinovÃĄ smÄs byla dÃĄvkovÃĄna do forem. ZrÃĄnà vzorkÅŊ probÃhalo v laboratornà suÅĄÃĄrnÄ pÅi 40 °C po dobu 24 hodin. PotÃĐ byly vzorky odformovÃĄny.
AutoklÃĄvovÃĄnà vzorkÅŊ probÃhalo v laboratornÃm autoklÃĄvu pÅi 7hodinovÃĐ izotermnà vÃ―drÅūi 190 °C. Teplota rozpustnosti kÅemiÄitÃĐho pÃsku pÅi hydrotermÃĄlnÃch podmÃnkÃĄch je 180 °C. Pro zaruÄenà vhodnÃ―ch hydrotermÃĄlnÃch podmÃnek i v jÃĄdru vzorku je zvolena teplota vÃ―drÅūe 190 °C. Tvorba tobermoritu a vytvrzenà smÄsi je zÃĄvislÃĄ kromÄ teploty takÃĐ na dobÄ autoklÃĄvovÃĄnÃ. ZvolenÃĄ 7hodinovÃĄ doba se opÃrÃĄ o reÃĄlnou prÅŊmyslovou technologii vÃ―roby. Teplotnà prÅŊbÄh celÃĐho autoklÃĄvovacÃho procesu je znÃĄzornÄn na Obr. 1.
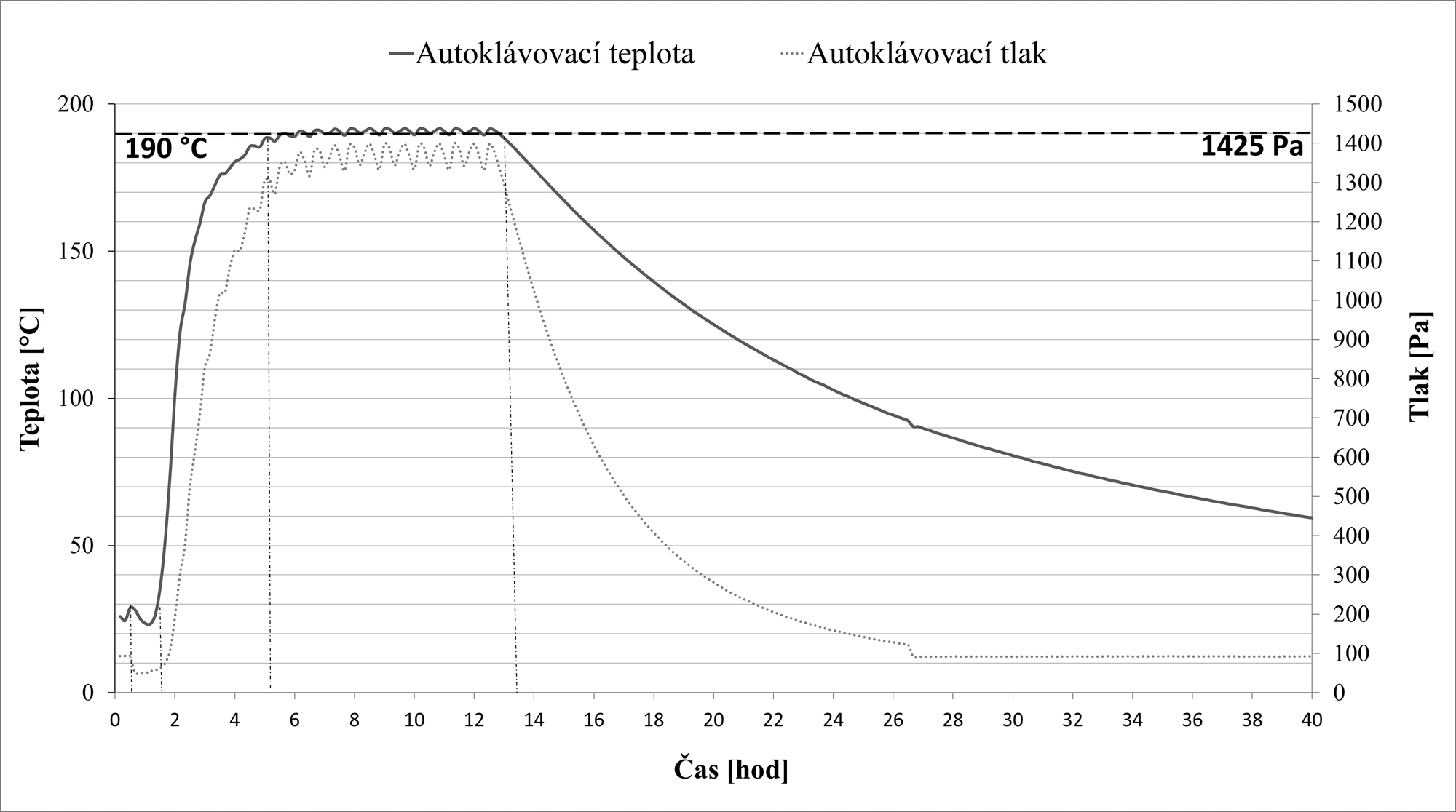
Obr. 1: Proces autoklÃĄvovÃĄnÃ
4. VÃ―sledky a diskuze
Reologie
Na zÃĄkladÄ dosaÅūenÃ―ch vÃ―sledkÅŊ je moÅūnÃĐ ÅÃci, Åūe nejvÄtÅĄÃ spotÅebu zÃĄmÄsovÃĐ vody mÃĄ smÄs s obsahem fluidnÃho ÚletovÃĐho popÃlku, coÅū je zpÅŊsobeno jeho vysokou nasÃĄkavostà a velkÃ―m obsahem volnÃĐho oxidu vÃĄpenatÃĐho.
PÅÃdavek loÅūovÃĐho popele mÃĄ podobnÃ― vliv na konzistenci smÄsi jako pÅÃdavek fluidnÃho ÚletovÃĐho popÃlku. Je to dÃĄno jejich podobnou mÃrou nasÃĄkavosti, kterÃĄ mÃĄ u tÄchto surovin hodnotu pÅes 100 %. Podle pÅedpokladu bylo ovÄÅeno, Åūe s rostoucÃm mnoÅūstvÃm pÅÃmÄsi (pÅi zachovanÃĐm mnoÅūstvà zÃĄmÄsovÃĐ vody) klesÃĄ hodnota rozlità smÄsi.
UkÃĄzalo se, Åūe pÅÃdavek ÅĄkvÃĄry nemÃĄ prokazatelnÃ― vliv na reologii smÄsi. S rostoucÃm mnoÅūstvÃm pÅÃmÄsi zÅŊstÃĄvÃĄ spotÅeba zÃĄmÄsovÃĐ vody stejnÃĄ. Je to zpÅŊsobeno nÃzkou nasÃĄkavostÃ ÅĄkvÃĄry, kterÃĄ mÃĄ uzavÅenou, nepÃģrovitou strukturu.
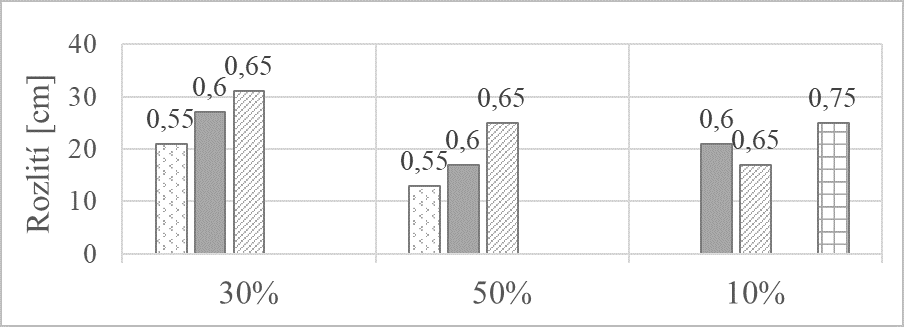
Obr. 2: ZÃĄvislost rozlità pÃģrobetonovÃĐ smÄsi s pÅÃmÄsà fluidnÃho ÚletovÃĐho popÃlku na vodnÃm souÄiniteli
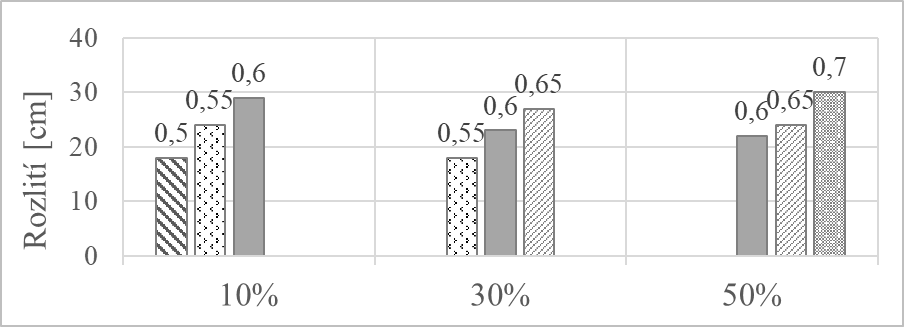
Obr. 3: ZÃĄvislost rozlità pÃģrobetonovÃĐ smÄsi s pÅÃmÄsà fluidnÃho loÅūovÃĐho popele na vodnÃm souÄiniteli
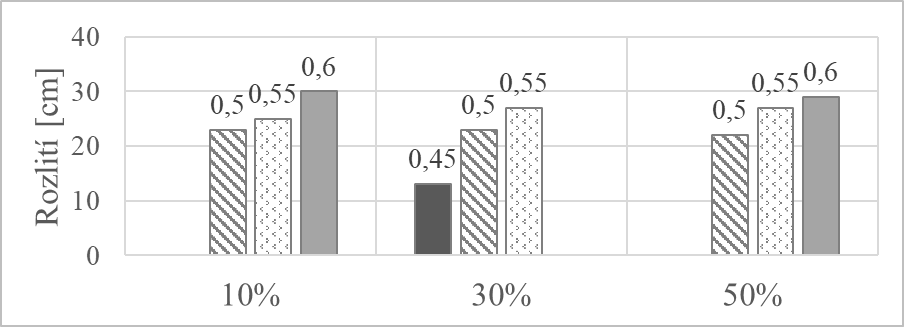
Obr. 4: ZÃĄvislost rozlità pÃģrobetonovÃĐ smÄsi s pÅÃmÄsÃ ÅĄkvÃĄry na vodnÃm souÄiniteli
Z vÃ―sledkÅŊ lze ÅÃci, Åūe vÃ―slednou konzistenci smÄsi neovlivÅuje pouze mnoÅūstvà zÃĄmÄsovÃĐ vody, ale je zÃĄvislÃĄ i na mÄrnÃĐm povrchu, nasÃĄkavosti a chemickÃĐm sloÅūenà pouÅūitÃĐ pÅÃmÄsi. PÅi vyÅĄÅĄÃm obsahu oxidu vÃĄpenatÃĐho dochÃĄzà k tomu, Åūe ÄÃĄst vody vstupuje do procesu hydratace, pÅitom dochÃĄzà k nÃĄrÅŊstu teplot smÄsi, coÅū mÃĄ na konzistenci takÃĐ patrnÃ― vliv.
Pevnosti
Na Obr. 3 jsou znÃĄzornÄny hodnoty pevnostà v tlaku a koeficient konstruktivnosti vzorkÅŊ s 10 %, 30 % a 50 % obsahem druhotnÃ―ch surovin. Pevnost v tlaku byla stanovovÃĄna podle normy ÄSN 73 1350 „ZkouÅĄenà pÃģrobetonu“. Koeficient konstruktivnosti vyjadÅuje pomÄr mezi pevnostà v tlaku (fc) a objemovou hmotnostà (OH) vzorkÅŊ. Koeficient je znaÄen Kk a je vypoÄÃtÃĄn podle rovnice:

Obr. 5: Pevnost v tlaku vzokÅŊ s pÅÃmÄsà druhotnÃ―ch surovin
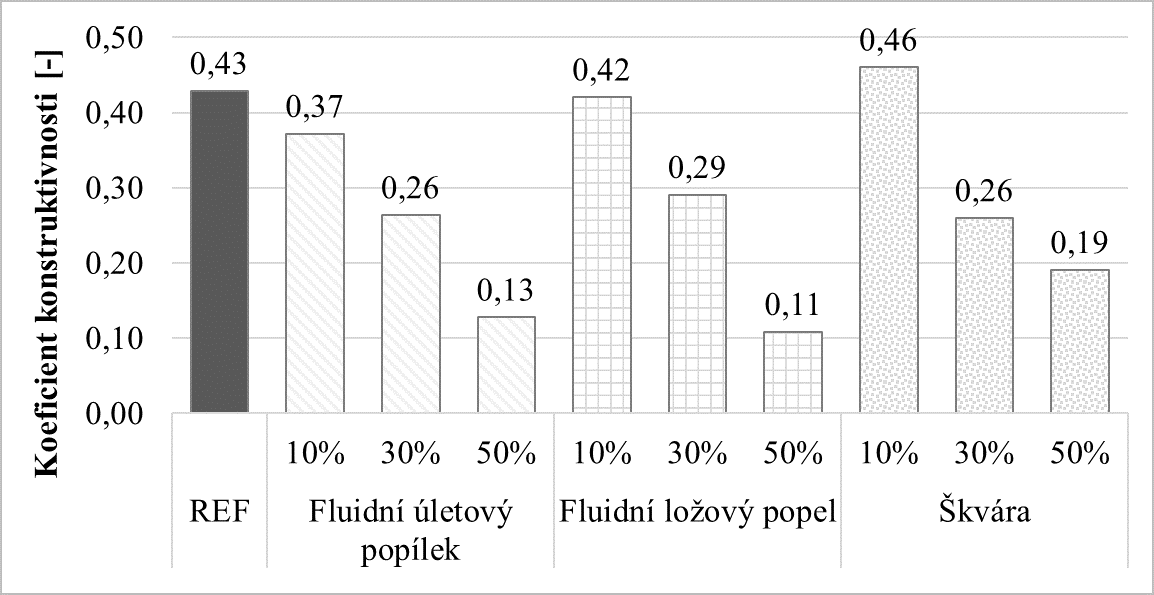
Obr. 6: Koeficient konstruktivnosti vzokÅŊ s pÅÃmÄsà druhotnÃ―ch surovin
Vzorky s 10% pÅÃmÄsà fluidnÃho ÚletovÃĐho popÃlku dosahujà o 13 % niÅūÅĄÃ koeficient konstruktivnosti a o 10 % niÅūÅĄÃ pevnosti v tlaku oproti referenÄnÃm vzorkÅŊm. S rostoucÃm podÃlem pÅÃmÄsi druhotnÃĐ suroviny se pevnost v tlaku a koeficient konstruktivnosti sniÅūuje. PÅi pÅÃdavku 30% pÅÃmÄsi se sniÅūuje pevnost o 32 % a pÅi 50% dÃĄvce pÅÃmÄsi klesne pevnost aÅū o 70 %.
PÅi 7hodinovÃĐm autoklÃĄvovÃĄnà dosÃĄhly vzorky s 10 % pÅÃmÄsi fluidnÃho loÅūovÃĐho popele srovnatelnÃĐ pevnosti i koeficientu konstruktivnosti jako referenÄnà vzorek. Koeficient konstruktivnosti je v tomto pÅÃpadÄ o 2 % niÅūÅĄÃ a pevnost v tlaku poklesla jen o 0,1 MPa u nejniÅūÅĄÃ, tzn. 10% pÅÃmÄsi loÅūovÃĐho popele. PÅi dÃĄvce 30 % pÅÃmÄsi loÅūovÃĐho popele je pevnost v tlaku niÅūÅĄÃ o 32 %. Vzorek s podÃlem 50 % pÅÃmÄsi loÅūovÃĐho popele dosÃĄhl o 75 % niÅūÅĄÃ pevnosti v tlaku.
PÅi 10% dÃĄvce pÅÃmÄsi loÅūovÃĐho popele jsou pevnosti vzorkÅŊ stejnÃĐ jako u referenÄnÃho vzorku a u 10% pÅÃdavku pÅÃmÄsi ÚletovÃĐho popÃlku klesly pouze o 10 %. PÅi vyÅĄÅĄÃm mnoÅūstvà pÅÃmÄsà tobermorit hÅŊÅe krystalizuje, to je pravdÄpodobnÄ zpÅŊsobeno vyÅĄÅĄÃ reaktivitou oxidu kÅemiÄitÃĐho, kterÃ― nemÃĄ dostatek hydroxidu vÃĄpenatÃĐho pro reakci. S hÅŊÅe vykrystalizovanÃ―m tobermoritem v tÄchto vzorcÃch souvisà nÃzkÃĐ pevnosti vzorkÅŊ, kterÃĐ se snÃÅūili aÅū o 75 % oproti referenÄnÃmu vzorku.
Vzorek s 10 % pÅÃmÄsi ÅĄkvÃĄry dosÃĄhl aÅū o 9 % vyÅĄÅĄÃ pevnosti v tlaku neÅū referenÄnà vzorek. PÅi vyÅĄÅĄÃch dÃĄvkÃĄch pÅÃmÄsi jiÅū pevnost razantnÄ klesÃĄ. PÅi 30% dÃĄvkovÃĄnà pÅÃmÄsi pevnost klesÃĄ o 37 % oproti referenÄnÃmu vzorku a pÅi 50% mnoÅūstvà pÅÃmÄsi klesÃĄ o 53 %. Vzorek s pÅÃmÄsÃ ÅĄkvÃĄry dosÃĄhl vyÅĄÅĄÃch pevnostà dÃky vysokÃĐmu obsahu oxidu kÅemiÄitÃĐho. Na rozdÃl od fluidnÃch popelÅŊ vznikÃĄ ÅĄkvÃĄra pÅi teplotÄ nad 1000 °C a vznikajà zrna slinutÃĄ a mÃĐnÄ reaktivnÃ. NiÅūÅĄÃ reaktivita zpÅŊsobila nÃĄrÅŊst pevnostÃ, protoÅūe mÄl vzorek vhodnÄjÅĄÃ pomÄr oxidu kÅemiÄitÃĐho a hydroxidu vÃĄpenatÃĐho vstupujÃcÃch do reakce.
MineralogickÃĐ sloÅūenÃ
MineralogickÃĐ sloÅūenà vzorkÅŊ je zkoumÃĄno prostÅednictvÃm RTG difrakÄnà analÃ―zy (viz Tab. 4).
| Vzorek | Intenzita difraktovanÃĐho zÃĄÅenà nejintenzivnÄjÅĄÃ linie minerÃĄlu tobermoritu [–] | ||
|---|---|---|---|
| REF | 9 700 | ||
| Fluidnà ÚletovÃ― popÃlek | 10 % | 9 900 | 10 100 |
| 30 % | 8 150 | 8 500 | |
| 50 % | 6 400 | 8 500 | |
| Fluidnà loÅūovÃ― popel | 10 % | 9 700 | 10 000 |
| 30 % | 8 000 | 8 800 | |
| 50 % | 7 150 | 8 100 | |
| Å kvÃĄra | 10 % | 8 150 | 8 500 |
| 30 % | 8 000 | 8 300 | |
| 50 % | 7 600 | 8 200 | |
Ve vzorcÃch byla sledovÃĄna intenzita difraktovanÃĐho zÃĄÅenà nejintenzivnÄjÅĄÃ linie minerÃĄlu tobermoritu. VyÅĄÅĄÃ intenzita svÄdÄà o lepÅĄÃ krystalickÃĐ struktuÅe minerÃĄlu. U vzorku s 10% pÅÃmÄsà fluidnÃho ÚletovÃĐho popÃlku dosahuje nejintenzivnÄjÅĄÃ linie tobermoritu vyÅĄÅĄÃ intenzity neÅū u referenÄnÃho vzorku. S vyÅĄÅĄÃ dÃĄvkou fluidnÃho ÚletovÃĐho popÃlku naopak intenzita klesÃĄ.
Vzorek s 10% podÃlem pÅÃmÄsi fluidnÃho loÅūovÃĐho popele dosÃĄhl takÃĐ vyÅĄÅĄÃ intenzity nejintenzivnÄjÅĄÃ linie tobermoritu neÅū referenÄnà vzorek. StejnÄ jako u fluidnÃho ÚletovÃĐho popÃlku s vyÅĄÅĄÃ pÅÃmÄsà fluidnÃho loÅūovÃĐho popele intenzita pÃku tobermoritu vÃ―raznÄ klesÃĄ.
Z toho vyplÃ―vÃĄ, Åūe pouÅūità fluidnÃch ÚletovÃ―ch a loÅūovÃ―ch popelovin je vÃ―hodnÃĐ v mnoÅūstvà 10 %. Toto mnoÅūstvà fluidnÃho ÚletovÃĐho a loÅūovÃĐho popele mÃĄ pozitivnà vliv na vznik tobermoritu. Fluidnà ÚletovÃĐ a loÅūovÃĐ popeloviny jsou tvoÅeny hlinitokÅemiÄitÃ―mi porÃĐznÃmi zrny, kterÃĄ jsou amorfnÃ. DÃky tomu tyto popÃlky velmi dobÅe reagujà s hydroxidem vÃĄpenatÃ―m pÅi hydrotermÃĄlnÃm oÅĄetÅenà za vzniku tobermoritu. Ve fluidnÃch popÃlcÃch se takÃĐ vyskytuje vÄtÅĄÃ mnoÅūstvà oxidu hlinitÃĐho, kterÃ― takÃĐ vznik tobermoritu podporuje.
Vzorek s pÅÃmÄsÃ ÅĄkvÃĄry dosÃĄhl niÅūÅĄÃ intenzity difraktovanÃĐho zÃĄÅenà na nejintenzivnÄjÅĄÃ linii minerÃĄlu tobermoritu neÅū referenÄnà vzorek. Na rozdÃl od fluidnÃch popÃlkÅŊ ale intenzita nejintenzivnÄjÅĄÃ linie tobermoritu s vyÅĄÅĄÃ pÅÃmÄsÃ ÅĄkvÃĄry klesÃĄ nepatrnÄ. Jak jiÅū bylo ÅeÄeno, zrna popÃlku jsou mÃĐnÄ reaktivnà a proto pÅi vyÅĄÅĄÃ pÅÃmÄsi vzorek nevykazuje razantnà zhorÅĄenà krystalizace tobermoritu, ale ani ji vÃ―raznÄ nezvyÅĄuje.
4. ZÃĄvÄr
VÃ―zkum prokÃĄzal, Åūe pÅi vÃ―robÄ pÃģrobetonu je moÅūnÃĐ vyuÅūità fluidnÃch popelovin a ÅĄkvÃĄry z vysokoteplotnÃho spalovÃĄnÃ. NejvyÅĄÅĄÃ pevnosti dosÃĄhl vzorek s 10% pÅÃmÄsÃ ÅĄkvÃĄry. Vzorky s pÅÃmÄsÃ ÅĄkvÃĄry dosÃĄhly vyÅĄÅĄÃch pevnostà neÅū referenÄnà vzorek pÅi zachovÃĄnà objemovÃ―ch hmotnostÃ. Vzorky s 10% pÅÃmÄsà fluidnÃch ÚletovÃ―ch a loÅūovÃ―ch popelovin dosÃĄhly srovnatelnÃ―ch pevnostà s referenÄnÃm vzorkem. MÃra krystalizace tobermoritu je u vzorku s 10% pÅÃmÄsà fluidnÃch popelovin takÃĐ srovnatelnÃĄ s referenÄnÃm vzorkem.
Lze tedy ÅÃct, Åūe je moÅūnÃĐ vyuÅūità pÅÃdavku nÃĄsledujÃcÃch druhotnÃ―ch surovin, aniÅū by doÅĄlo ke zmÄnÄ fyzikÃĄlnÃch parametrÅŊ ve srovnÃĄnà s referenÄnÃm vzorkem:
- 10% pÅÃmÄs fluidnÃho ÚletovÃĐho popÃlku,
- 10% pÅÃmÄs fluidnÃho loÅūovÃĐho popele,
- 10% pÅÃmÄs ÅĄkvÃĄry.
DalÅĄÃ experimentÃĄlnà vÃ―voj bude smÄÅovat ke zkouÅĄenà dalÅĄÃch novÃ―ch druhÅŊ druhotnÃ―ch surovin a jejich kombinace pro dosaÅūenà maximÃĄlnà nÃĄhrady primÃĄrnÃch surovin. Jedno z dalÅĄÃch zamÄÅenà budoucÃho vÃ―zkumu bude spoÄÃvat ve sledovÃĄnà vlivu reologickÃ―ch vlastnostà na makrostrukturu vzorkÅŊ.
5. PodÄkovÃĄnÃ
ÄlÃĄnek byl vytvoÅen v rÃĄmci ÅeÅĄenà projektu Ä. LO1408 „AdMaS UP – PokroÄilÃĐ stavebnà materiÃĄly, konstrukce a technologie“ podporovanÃĐho Ministerstvem ÅĄkolstvÃ, mlÃĄdeÅūe a tÄlovÃ―chovy v rÃĄmci ÚÄelovÃĐ podpory programu „NÃĄrodnà program udrÅūitelnosti I“ a souÄasnÄ byl podpoÅen z finanÄnÃch prostÅedkÅŊ stÃĄtnÃho rozpoÄtu prostÅednictvÃm Ministerstva prÅŊmyslu a obchodu ÄR v rÃĄmci projektu FV10284 s nÃĄzvem „PokroÄilÃĄ technologie pÃskovÃĐho pÃģrobetonu s podÃlem druhotnÃ―ch surovin a efektivnÄjÅĄÃm vyuÅūitÃm pÅÃrodnÃch zdrojÅŊ“.
6. Literatura
- DROCHYTKA, R. PÃģrobeton, VUTIUM Brno, 1999.
- FEÄKO, P. PopÃlky, VysokÃĄ ÅĄkola bÃĄÅskÃĄ TechnickÃĄ univerzita Ostrava, 2003.
- BENSCHEIDT, N.; HELA, R. PÅÃruÄka PopÃlek v betonu: zÃĄklady vÃ―roby a pouÅūitÃ, ÄEZ EnergetickÃĐ produkty vydÃĄvÃĄ pro ASVEP Hostivice, 2013.
- KURAMA, H. & kol. Properties of the autoclaved aerated concrete produced from coal bottom ash, Journal of Materials Processing Technology, 2009, DOI: 10.1016/j.jmatprotec.2008.02.044.
- MOSTAFA, N. Y. Influence of air-cooled slag on physicochemical properties of autoclaved aerated concrete, Cement and Concrete Research, 2005, DOI: 10.1016/j.cemconres.2004.10.011.
- KNÄZEK, J. EkologickÃĐ a ekonomickÃĐ zpracovÃĄnà prÅŊmyslovÃ―ch odpadnÃch materiÃĄlÅŊ, VÃ―zkumnÃ― Ústav stavebnÃch hmot Brno, 2012.
- SONG, Y. & kol. Effect of autoclave curing on hydration of anhydrite in CFBC fly ash, Magazine of concrete research, 2015, DOI: 10.1680/macr.14.00117.
- SONG, Y. & kol. Effect of the Ca-to-Si ratio on the properties of autoclaved aerated concrete containing coal fly ash from circulating fluidized bed combustion boiler, Construction and Building Materials, 2015, DOI: 10.1016/j.conbuildmat.2015.02.077.
Using the appropriate secondary raw materials, it is possible to reduce the bulk density of AAC while preservation the physical-mechanical properties, e.g. strength. This reduces the total weight of the construction and allows for wider use, for example, in the application of material to reduce the load on non-load-bearing walls or to increase floor levels. Research is focused on the use of 10%, 30% and 50% admixture of fluidized bed combustion ashes and slag in the AAC. AAC was developed in the hydrothermal conditions of the autoclave at 7 hours of isothermal soak at 190 °C. The results showed the dependence of the rheological properties on the amount of admixture of fluidized bed combustion fly and bottom ash, slag. Research has shown that the use of 10% admixture of secondary raw materials will not significantly affect the physical properties of the samples.