MáéenûÙ mechanickû§ch vlastnostûÙ speciûÀlnûÙch cementovû§ch kompozité₤ vhodnû§ch pro 3D zpracovûÀnûÙ
Tato prûÀce rozvûÙjûÙ doposud zûÙskanûˋ poznatky tû§kajûÙcûÙ se kompozitnûÙch materiûÀlé₤ pro 3D zpracovûÀnûÙ. Mnoho vû§zkumé₤ se v tûˋto oblasti soustéeáuje péedevéÀûÙm na cementovûˋ kompozity vhodnûˋ pro 3D tisk. Technologie 3D tisku véÀak nenûÙ jedinû§m moéƒnû§m robotickû§m zpracovûÀnûÙm. SpadûÀ sem tûˋéƒ modelovûÀnûÙ pomocûÙ robotickûˋ ruky, kterûÀ umoéƒéuje vytvûÀéet nejré₤znájéÀûÙ prvky, kterûˋ zûÀroveé plnûÙ svoji pé₤vodnûÙ funkci a navûÙc majûÙ péidanou estetickou hodnotu. álûÀnek popisuje téi kompozitnûÙ smási, vyhodnocuje jejich mechanickûˋ vlastnosti a diskutuje jejich vyuéƒitûÙ pro ré₤znûˋ technologie 3D zpracovûÀnûÙ.

ûvod
3D robotickûˋ zpracovûÀnûÙ cementovû§ch kompozité₤ je v souáasnûˋ dobá velmi aktuûÀlnûÙ tûˋma a zûÀroveé rychle se rozvûÙjejûÙcûÙ technologie prosazujûÙcûÙ se ve znaánûˋ mûÙée takûˋ ve stavebnictvûÙ. Tyto technologie se vyuéƒûÙvajûÙ jak pro nosnûˋ konstrukce, tak pro prvky, kterûˋ tvoéûÙ zajûÙmavûÀ designovûÀ dûÙla. V poslednûÙ dobá se tento zpé₤sob vû§stavby a vû§roby zaáûÙnûÀ prudce rozvûÙjet, v souvislosti s tûÙmto véÀak péichûÀzûÙ na éadu problûˋm nûÀvrhu vhodnûˋ smási pouéƒitelnûˋ pro tyto û¤áely. Je zde nezbytnûˋ jasná specifikovat poéƒadovanûˋ vlastnosti materiûÀlu, a to jak ve stavu áerstvûˋ smási, tak ve fûÀzi tuhnutûÙ a tvrdnutûÙ.
V souáasnûˋ dobá je ve stavebnictvûÙ, zejmûˋna u nová vznikajûÙcûÙch objekté₤, ale i rekonstrukcûÙ, kladen stûÀle vátéÀûÙ dé₤raz na vû§jimeánost a originalitu designu. Jedinû§m poéƒadavkem z hlediska uéƒivatele jiéƒ dûÀvno nenûÙ bezvû§hradná pouze funkánost objektu, ale velmi dé₤leéƒitûˋ a éƒûÀdanûˋ, je takûˋ architektonickûˋ hledisko a jedineánost. Velmi áasto je zde snaha vytvoéit atraktivnûÙ, ikonickûˋ a architektonicky zajûÙmavûˋ éeéÀenûÙ, aéË uéƒ celûˋho objektu, nebo alespoé nákterû§ch jeho prvké₤. DaléÀûÙ z charakteristik modernûÙho navrhovûÀnûÙ objekté₤ je takûˋ snaha zvû§éÀit poéƒûÀrnûÙ odolnost objekté₤, zvû§éÀit odolnost proti mimoéûÀdnûˋmu dynamickûˋmu zatûÙéƒenûÙ a zvû§éÀit odolnost proti povátrnostnûÙm vlivé₤m. Tato snaha vyhnout se unifikaci je ale mimo jinûˋ doprovûÀzena vyéÀéÀûÙ finanánûÙ zûÀtáéƒûÙ. Princip prefabrikace je zaloéƒen zejmûˋna na rychlosti vû§stavby a moéƒnosti dodûÀnûÙ hotovûˋho prefabrikûÀtu péûÙmo na staveniéÀtá. Velkou vû§hodou vyuéƒitûÙ prefabrikûÀté₤ je bezesporu moéƒnost snadnûˋho dodréƒenûÙ poéƒadavké₤ na vû§slednûˋ mechanickûˋ vlastnosti jednotlivû§ch prvké₤. Péi prefabrikaci nenûÙ ale jednoduchûˋ vytvoéit originûÀlnûÙ tvar kvé₤li nûÀroké₤m na tvorbu bednánûÙ, kterûˋ je péi sloéƒitájéÀûÙm tvaru prvku finanáná i áasová nûÀkladnûˋ a nûÀroánûˋ na vû§robu.
Vû§jimeánosti prvku lze dosûÀhnout prûÀvá dûÙky vû§éÀe zmûÙnánûˋmu robotickûˋmu 3D zpracovûÀnûÙ. Péi takzvanûˋm robotickûˋm sochaéenûÙ robotickûÀ ruka za pomocûÙ zûÀkladnûÙch technik a nûÀstrojé₤ vytvoéûÙ v danûˋ smási, ve tvarová jednoduchûˋm bednánûÙ, originûÀlnûÙ reliûˋf velmi rychle a efektivná. V dé₤sledku tohoto navûÙc dojde k omezenûÙ potéeby vytvoéit pro kaéƒdou áûÀst nebo prvek samostatnou formu, kterûÀ bude pouéƒita pouze jednou. DûÙky péesnosti robotickûˋ ruky a sprûÀvnû§m vlastnostem cementovûˋho kompozitu mohou tyto prvky po aplikaci pé₤sobit jako velkoploéÀnûˋ umáleckûˋ dûÙlo, kterûˋ zaujme nejen svû§m péesnû§m, plastickû§m tvarem ale takûˋ napé. vyuéƒitûÙm svátla, resp. stûÙnu pro vytvûÀéenûÙ pomyslnû§ch objemé₤.
DaléÀûÙ technikou trojrozmárnûˋho zpracovûÀnûÙ cementovûˋho kompozitu je 3D tisk. ZatûÙmco u robotickûˋho sochaéenûÙ se vytvûÀéûÙ pouze reliûˋf péûÙmo do áerstvûˋ cementovûˋ smási v bednánûÙ a prvky majûÙ nenosnû§ charakter, 3D tiskem lze v souáasnosti û¤spáéÀná tvoéit nosnûˋ konstrukce. Vû§hody, tû§kajûÙcûÙ se originality tvaru a omezenûÙ pouéƒitûÙ bednánûÙ, spléujûÙ obá metody 3D zpracovûÀnûÙ cementovûˋho kompozitu [1].
3D zpracovûÀnûÙ cementovûˋ smási je technologickû§ proces, kterû§ klade na smás v tekutûˋm stavu na prvnûÙ pohled neobvyklûˋ nûÀroky. Tyto vlastnosti se tû§kajûÙ zejmûˋna reologie a tribologie smási. Poéƒadovanûˋ vlastnosti cementovû§ch smásûÙ se véÀak pro jednotlivûˋ technologie 3D zpracovûÀnûÙ znatelná liéÀûÙ. ZatûÙmco napéûÙklad u pouéƒitûÙ robotickûˋ ruky, poéƒadujeme od smási plastiánost a regulovatelnou dobu tuhnutûÙ, u 3D tisku je to zejmûˋna dobrûÀ áerpatelnost a takûˋ vyéÀéÀûÙ nûÀré₤st pevnosti po poloéƒenûÙ vrstvy. Véƒdy je véÀak téeba zajistit vhodnou konzistenci, dostateánou dobu zpracovatelnosti, tvarovou stabilitu a regulaci rychlosti tuhnutûÙ smási.
V souáasnûˋ dobá existuje mnoho vû§zkumé₤, kterûˋ se zabû§vajûÙ nûÀvrhem cementovû§ch smásûÙ, vhodnû§ch pro technologii 3D tisku [2, 3, 4, 6]. VátéÀina táchto studiûÙ sleduje nejáastáji extrudovatelnost, stavitelnost a dobu zpracovatelnosti. Napé. na Univerzitá v JiéƒnûÙ Kalifornii Kazemian a spol. [4] prokûÀzali, éƒe péidûÀnûÙm mikrosiliky a nanojûÙlu dochûÀzûÙ k vû§raznájéÀûÙmu zlepéÀenûÙ tvarovûˋ stability neéƒ s péûÙdavkem polypropylenovû§ch vlûÀken. Na indickûˋ univerzitá Madras Rahul a spol. dosûÀhli optimûÀlnûÙ stavitelnosti a extrudovatelnosti pokud se mez kluzu smási pohybuje v rozmezûÙ 1,5–2,5 kPa. S péûÙdavkem péûÙmásûÙ se zde zvyéÀovala mez kluzu a doba zpracovatelnosti smási, kterûÀ byla tûˋmáé dvojnûÀsobnûÀ oproti referenánûÙ smási, a to na 30 minut. U sochaéenûÙ pomocûÙ robotickûˋ ruky véÀak jiéƒ tak vû§raznû§ rozvoj technologie nezaznamenûÀvûÀme.
MateriûÀl a smási
Vû§zkum sloéƒenûÙ smási uráenûˋ pro 3D zpracovûÀnûÙ stûÀle probûÙhûÀ a neustûÀle se optimalizujûÙ jednotlivûˋ komponenty smási pro zûÙskûÀnûÙ poéƒadovanû§ch vlastnostûÙ. V tûˋto prûÀci jsou celkem popsûÀny téi ré₤znûˋ smási, z nichéƒ jedna je komeráná pouéƒûÙvanûÀ, a tak mé₤éƒeme dvá nová navréƒenûˋ smási s touto smásûÙ porovnat.
PrvnûÙ smás je volná prodejnûÀ smás MasterFlow 3D 100 od firmy BASF. Vû§robce uvûÀdûÙ, éƒe se jednûÀ o „nesmréÀtivou hmotu speciûÀlná vyvinutou pro 3D tisk“ se specifikacemi velikosti zrna do 0,5 mm. Smás by se mála vyznaáovat dobrou zpracovatelnostûÙ 1 hod/ +20 ô¯C, nulovou segregacûÙ, mnoéƒstvûÙm zûÀmásovûˋ vody 0,165 l/kg a vysokopevnostnûÙm a rychle vytvrzujûÙcûÙm charakterem. Smás je zaloéƒena na portlandskûˋm cementu a chemikûÀliûÙch. V tûˋto prûÀci je tato smás uvaéƒovûÀna jako referenánûÙ a oznaáena áûÙslem 1. DaléÀûÙ dvá nová navréƒenûˋ smási 2 a 3 jsou souáûÀstûÙ báéƒûÙcûÙho projektu a jejich sloéƒenûÙ zatûÙm nebylo nikde zveéejnáno. JednûÀ se o kombinaci cementu s péûÙsadami a péûÙmásemi v uráitû§ch pomárech mûÙsenûÙ.
Péi péûÙpravá smási áûÙslo 1 byl dodréƒen postup dle nûÀvodu vû§robce. Ten uvûÀdûÙ optimûÀlnûÙ hodnotu vodnûÙho souáinitele 0,156. To je obecná velmi nûÙzkûÀ hodnota, tudûÙéƒ mé₤éƒeme péedpoklûÀdat, éƒe pojem „chemikûÀlie“, uvûÀdánû§ na obalu vû§robku, v tomto péûÙpadá znamenûÀ péûÙsadu nebo péûÙmás ovlivéujûÙcûÙ zpracovatelnost áerstvûˋ smási. U smásûÙ 2 a 3 se nejprve navûÀéƒila suchûÀ cementovûÀ kompozitnûÙ smás, kterûÀ se áûÀsteáná rozmûÙchala v zûÀmásovûˋ vodá a potûˋ postupnû§m péidûÀvûÀnûÙm vody bylo dosaéƒeno optimûÀlnûÙ reologie potéebnûˋ prûÀvá pro 3D zpracovûÀnûÙ. S péihlûˋdnutûÙm k vodnûÙmu souáiniteli referenánûÙ smási 1 byl zvolen vodnûÙ souáinitel 0,183 pro smás 2 a 0,163 pro smás 3.
Péi nûÀslednûˋm uklûÀdûÀnûÙ smási do bednánûÙ bylo zéetelnûˋ, éƒe mûÀ smás konzistenci tuéƒéÀûÙ pasty. A prûÀvá takovûÀ konzistence je povaéƒovûÀna za éƒûÀdoucûÙ u metod 3D zpracovûÀnûÙ.
ExperimentûÀlnûÙ program
V rûÀmci experimentûÀlnûÙho programu je plûÀnovûÀno komplexnûÙ testovûÀnûÙ mechanickû§ch a fyzikûÀlnûÙch vlastnostûÙ smási. V prvnûÙ fûÀzi byly zjiéÀéËovûÀny mechanickûˋ vlastnosti véƒdy na páti vzorcûÙch kaéƒdûˋ z uvedenû§ch smásûÙ. Pevnost v tahu ohybem byla provûÀdána pomocûÙ zkouéÀky téûÙbodovûˋho ohybu na vzorkûÀch o rozmáru 160û40û40 mm, péiáeméƒ vzdûÀlenost podpor byla 100 mm. Potûˋ byla provedena zkouéÀka betonu v tlaku na zlomcûÙch po zkouéÀce ohybem v souladu s áSN EN 12390-3 [5], kde kontaktnûÙ plocha byla 40û40 mm.

Obr. 1 PoruéÀenûÙ vzorku smási 1 péi tlakovûˋ zkouéÀce

Obr. 2 PoruéÀenûÙ vzorku smási 2 péi tlakovûˋ zkouéÀce
áûÀst vzorké₤ byla uloéƒena v prostéedûÙ se zvû§éÀenou vlhkostûÙ a vzorky uráenûˋ pro máéenûÙ 7dennûÙch fyzikûÀlnûÙch vlastnostûÙ byly umûÙstány do pece, kde probûÙhalo suéÀenûÙ aéƒ do ustûÀlenûÙ hmotnosti. Vybranûˋ mechanickûˋ a fyzikûÀlnûÙ vlastnosti byly testovûÀny ve stûÀéûÙ 7, 14 a 28 dné₤. Na obrûÀzcûÙch (Obr. 1 a Obr. 2) z tlakovûˋ zkouéÀky si lze véÀimnout rozdûÙlu péi poruéÀenûÙ na vzorku smási 1 a 2. Z toho lze usuzovat, éƒe smás 1 obsahuje péûÙmás uráitûˋho typu mikrovlûÀken, kterûÀ zde slouéƒûÙ jako rozptû§lenûÀ vû§ztuéƒ.
Vû§sledky a diskuse
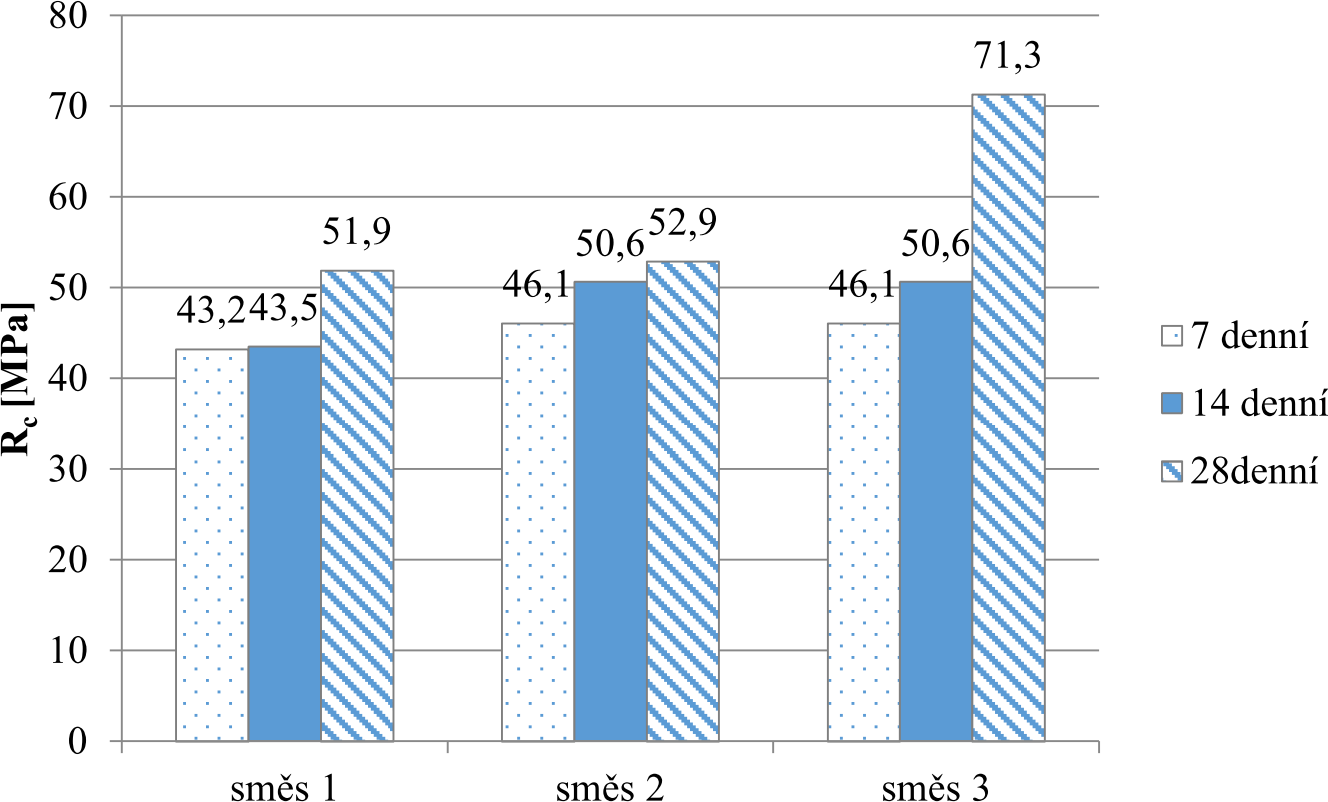
Obr. 3 áasovû§ vû§voj pevnosti v tlaku
Vû§voj pevnosti v zûÀvislosti na áase pak mé₤éƒeme pozorovat nûÙéƒe, kde je na Obr. 3 znûÀzornán vû§voj pevnostûÙ v tlaku a na Obr. 4 vû§voj pevnostûÙ v tahu ohybem. Péi srovnûÀnûÙ zkouéÀenû§ch smásûÙ napéûÙklad s vû§zkumem provûÀdánû§m na VUT [6] si lze povéÀimnou podobnû§ch vû§slednû§ch hodnot v péûÙpadá zmûÙnánûˋ „Malty C“. Celková véÀak data ze zde péedklûÀdanûˋ studie dosahujûÙ vyéÀéÀûÙch hodnot jak v tlaku, tak v tahu ohybem.
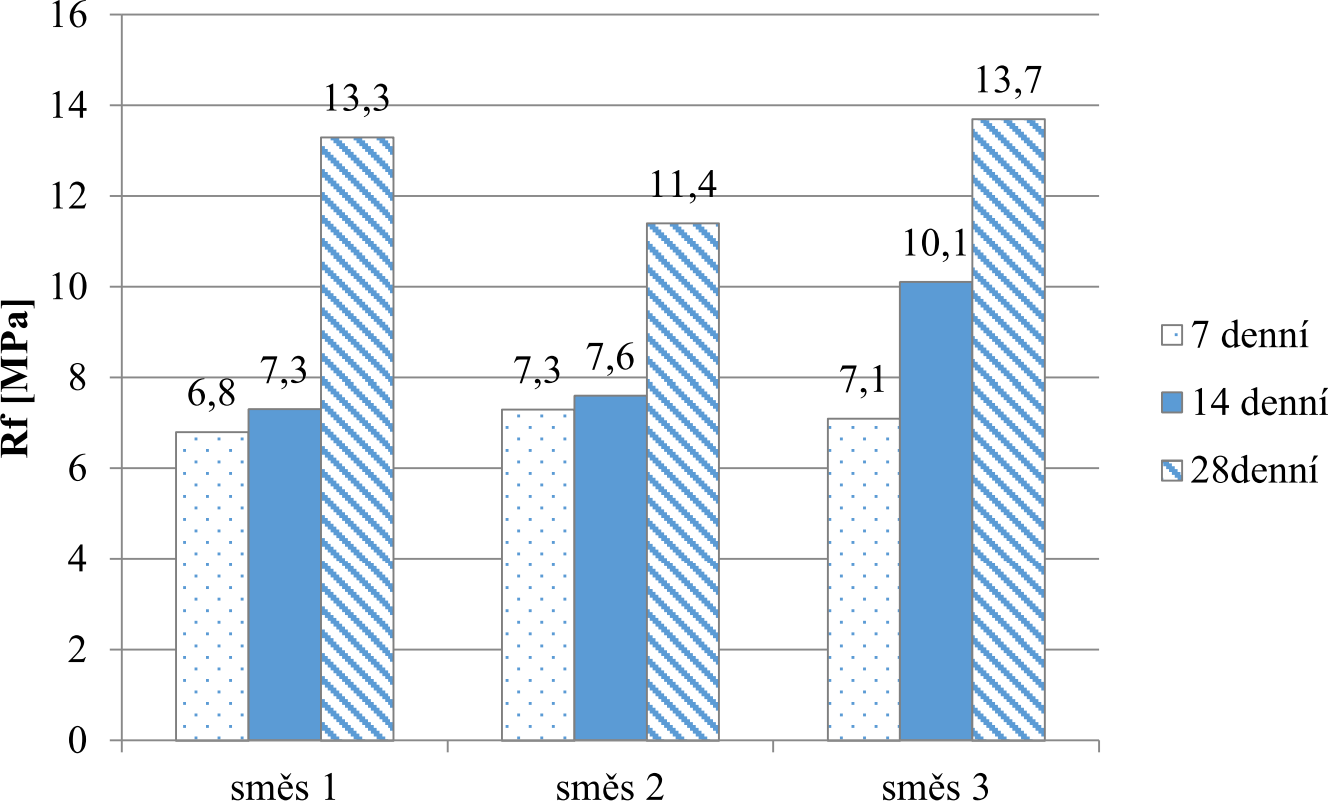
Obr. 4 áasovû§ vû§voj pevnosti v tahu ohybem
Vû§voj pevnosti v tlaku v zûÀvislosti na áase se jevûÙ jako standardnûÙ, péiáeméƒ u smásûÙ 2 a 3 mé₤éƒeme pozorovat tûˋmáé totoéƒnû§ vû§voj hodnot v 7 a 14 dnech. Ve 28 dnech se véÀak smási ré₤znûÙ. U smási 3 nastûÀvûÀ rapidnûÙ nûÀré₤st tlakovûˋ pevnosti aéƒ o cca 20 MPa na hodnotu 71,25 MPa. Obá nová navréƒenûˋ smási 2 a 3 mály rychlejéÀûÙ nûÀré₤st pevnosti neéƒ referenánûÙ smás 1. Nicmûˋná referenánûÙ smás 1 stûÀle dosahuje velmi dobrû§ch pevnostnûÙch charakteristik v porovnûÀnûÙ s báéƒná dostupnû§mi betony.
Co se tû§kûÀ pevnostûÙ zûÙskanû§ch v tahu ohybem, lze konstatovat, éƒe u smásûÙ 1 a 2 byl nûÀré₤st spûÙéÀe skokovû§ oproti smási 3, kde se jednalo spûÙéÀe o konstantnûÙ nûÀré₤st pevnosti. Péi zkouéÀce pevnosti v tahu ohybem se zûÀroveé u smási 1 projevila péûÙtomnost mikrovlûÀken. MikrovlûÀkna se péi vzniku prvnûÙch mikrotrhlin v pré₤báhu zatáéƒovûÀnûÙ aktivujûÙ a pevnost v tahu ohybem zvû§éÀûÙ. U 28dennûÙch pevnostûÙ v tahu ohybem byly jejich hodnoty smásûÙ 1 a 3 srovnatelnûˋ. Dle vypoátenû§ch hodnot tlakovû§ch a tahovû§ch pevnostûÙ lze konstatovat, éƒe se blûÙéƒûÙme tûˋmáé k hodnotûÀm vysokopevnostnûÙho betonu (60 MPa v tlaku).
V tabulce Tab. 1 je pak uveden péehled vzorké₤ jednotlivû§ch smásûÙ váetná rozmáré₤, hmotnostûÙ a namáéenû§ch mechanickû§ch vlastnostûÙ.
| Smás | ObjemovûÀ hmotnost [kg/m3] | Pevnost v tlaku [kg/m3] | Pevnost v tahu ohybem [MPa] |
|---|---|---|---|
| 1 | 1991 | 51,9 | 13,3 |
| 2 | 2038 | 52,9 | 11,4 |
| 3 | 2100 | 71,3 | 13,7 |
Dle vypoátenû§ch hodnot objemovû§ch hmotnostûÙ lze tento materiûÀl klasifikovat jako lehkûˋ betony LC (800–2000 kg/m3) aéƒ obyáejnûˋ betony C (2000–2600 kg/m3) [7]. Co se tû§áe objemovû§ch hmotnostûÙ, nejniéƒéÀûÙ objemovou hmotnost vykazovala referenánûÙ smás 1, oproti tomu smás 3 dosahovala naopak nejvyéÀéÀûÙch hodnot ze véÀech téûÙ smásûÙ viz tabulku 1. Tyto objemovûˋ hmotnosti souáasná korespondujûÙ s namáéenû§mi hodnotami pevnostûÙ v tlaku. Smás 1 je z hlediska objemovûˋ hmotnosti vhodnájéÀûÙ pro 3D tiéÀtánûˋ konstrukce. Smási 2 a 3 majûÙ vyéÀéÀûÙ objemovou hmotnost, a proto mohou bû§t shledûÀny jako mûˋná vhodnûˋ pro nenosnûˋ konstrukce. Aákoliv je benefitem vyéÀéÀûÙ pevnost v tlaku, zûÀroveé s vyéÀéÀûÙ objemovou hmotnostûÙ roste zatûÙéƒenûÙ vlastnûÙ tûÙhou konstrukce samotnûˋ. Chceme-li tedy vytvoéit lehkou konstrukci, v podobá napé. obkladovû§ch prvké₤, je vysokûÀ objemovûÀ hmotnost neéƒûÀdoucûÙ.
ZûÀvár
V zûÀvislosti na pouéƒitûˋ technologii, je zéejmûˋ, éƒe jak referenánûÙ smás 1, tak smási 2 a 3 jsou pro 3D zpracovûÀnûÙ vhodnûˋ. Konkrûˋtná smás 1 je vhodnájéÀûÙ spûÙéÀe pro 3D tisk. Pro sochaéenûÙ pomocûÙ robotickûˋ ruky lûˋpe vyhovujûÙ, zejmûˋna dûÙky svûˋ reologii, smási 2 a 3.
Nicmûˋná smási 2 a 3 vykazujûÙ vyéÀéÀûÙ objemovou hmotnost a jsou tak nevû§hodnûˋ pro nenosnûˋ konstrukce a prvky. Pokud nenûÙ nutnostûÙ vyuéƒûÙt kompozit s vysokou pevnostûÙ, tvoéûÙ tyto smási zbyteánûˋ péitûÙéƒenûÙ konstrukce vlastnûÙ tûÙhou. ExperimentûÀlná vyhodnocenûˋ pevnosti se blûÙéƒûÙ svû§mi hodnotami k vysokopevnostnûÙmu betonu. Péi nûÀvrhu nosnû§ch konstrukcûÙ jsou pevnosti materiûÀlé₤ dé₤leéƒitû§m vstupnûÙm û¤dajem pro posouzenûÙ odolnosti konstrukce na zatûÙéƒenûÙ, avéÀak statickûˋ pé₤sobenûÙ 3D tiéÀtánû§ch budov se mé₤éƒe liéÀit od staveb se shodnou geometriûÙ, postavenû§ch klasickû§m postupem za pomoci litûˋho betonu. Pro daléÀûÙ robotickûˋ zpracovûÀnûÙ nemusûÙ bû§t vysokûÀ pevnost véƒdy tou nejvyéÀéÀûÙ prioritou.
CûÙlem projektu je vytvoéit takovou smás, kterûÀ bude veéejná uéƒûÙvanûÀ pro robotickûˋ zpracovûÀnûÙ a dostupnûÀ v napytlovanûˋ podobá, áûÙméƒ vznikûÀ nutnost znalosti jejich mechanickû§ch a fyzikûÀlnûÙch vlastnostûÙ. DaléÀûÙ áûÀst vû§zkumu se tedy bude zabû§vat regulacûÙ a programovatelnostûÙ doby tuhnutûÙ a fyzikûÀlnûÙmi vlastnostmi smásûÙ.
PodákovûÀnûÙ
Tento vû§zkum byl finanáná podpoéen áVUT v Praze a Ministerstvem éÀkolstvûÙ, mlûÀdeéƒe a tálovû§chovy áeskûˋ republiky v rûÀmci programu INTER EXCELLENCE pod projektem áûÙslo LTAUSA19018.
Literatura
- M. LoéÀ, Mechanicko-fyzikûÀlnûÙ vlastnosti cementovûˋho kompozitu uráenûˋho pro 3D zpracovûÀnûÙ, BakalûÀéskûÀ prûÀce, 2020/2021.
- A. V. Rahul, M. Santhanam, H. Meena and Z. Ghani, 3D printable concrete: Mixture design and test methods, Cement and Concrete Composites, Volume 97, pp. 13-23, (2019).
- V. N. Nerella, S. Hempel and V. Mechtcherine, Effects of layer-interface properties on mechanical performance of concrete elements produced by extrusion-based 3D-printing, Construction and Building Materials, Volume 205, pp. 586-601, (2019).
- A. Kazemian, X. Yuan, E. Cochran and B. Khoshnevis, Cementitious materials for construction-scale 3D printing: Laboratory testing of fresh printing mixture, Construction and Building Materials, Volume 145, pp. 639-647, (2017).
- áSN EN 12390-3. áûÀst 3: Pevnost v tlaku zkuéÀebnûÙch táles. ûéad pro technickou normalizaci, metrologii a stûÀtnûÙ zkuéÀebnictvûÙ, 2009. ûéad pro technickou normalizaci, metrologii a stûÀtnûÙ zkuéÀebnictvûÙ.
- M. LipoldovûÀ, Cementovûˋ kompozitnûÙ materiûÀly pro technologii 3D tisku, BakalûÀéskûÀ prûÀce, 2018/2019.
- P. PYTLûK. Technologie betonu. 2. vyd. Brno: VUTIUM, (2000), ISBN 80-214-1647-5.
This work develops the knowledge gained so far regarding composite materials for 3D processing. Much of the research in this area has focused on cementitious composites suitable for 3D printing. However, 3D printing technology is not the only possible robotic processing. It also includes modeling using a robotic arm, which allows the creation of various elements that simultaneously fulfill their original function and also have added aesthetic value. This paper describes three composite compounds, evaluates their mechanical properties and discusses their use for various 3D processing technologies.