NûÀvrh postprocesoru pro generovûÀnûÙ G-kû°du 3D tiskûÀrny budov z betonovû§ch smásûÙ
Technologie 3D tisku mûÀ péûÙnos v automatizaci stavby budov. V souáasnosti jiéƒ existujûÙ vytiéÀtánûˋ budovy uráenûˋ ke kaéƒdodennûÙmu uéƒitûÙ. Pohyby 3D tiskûÀren jsou éûÙzeny pomocûÙ G-kû°du. Budovy majûÙ geometrickû§ popis, kterû§ se transformuje do G-kû°du pomocûÙ postprocesoru. Postprocesor vhodnû§ pro tisk budov musûÙ respektovat vlastnosti tiskovûˋ smási. PrûÀce navrhuje vytvoéenûÙ novûˋho postprocesoru pro tisk budov. Ten musûÙ obsahovat matematickû§ model materiûÀlu, dle kterûˋho bude generovat G-kû°d pro danou geometrii budovy. V prûÀci jsou navréƒeny experimenty pro zjiéÀtánûÙ parametré₤ pro matematickû§ model materiûÀlu.
ûvod
V dneéÀnûÙ dobá hojná rozéÀûÙéenûˋho 3D tisku a stûÀle se rozéÀiéujûÙcûÙ oblasti pouéƒitûÙ tûˋto technologie vû§roby nenûÙ péekvapenûÙm, éƒe se tento zpé₤sob vyuéƒûÙvûÀ takûˋ ke stavbá budov. Technologie 3D tisku mûÀ péûÙnos péedevéÀûÙm v automatizaci stavby budov. V souáasnûˋ chvûÙli se jeéÀtá nejednûÀ o masovûˋ pouéƒitûÙ, ale na éadá mûÙst po celûˋm svátá se v omezenûˋm mnoéƒstvûÙ budovy jiéƒ tisknou. Nákterûˋ péûÙklady jsou zobrazeny na Obr. 1.
![Obr. 1a: VytiéÀtánûÀ napodobenina hradu od Andreye Rudenka z roku 2014 Zdroj: [2]](/docu/clanky/0226/022690o1.jpg)
![Obr. 1b: áûÙnskû§ projekt vily spoleánosti HuaShang Tengda. Zdroj: [5]](/docu/clanky/0226/022690o3.jpg)
Obr. 1: Vlevo vytiéÀtánûÀ napodobenina hradu od Andreye Rudenka z roku 2014 Zdroj: [2]. Vpravo áûÙnskû§ projekt vily spoleánosti HuaShang Tengda. Zdroj: [5]
![Obr. 2: Tisk nejvátéÀûÙ budovy na svátá v Dubaji spoleánosti Apis Cor. Zdroj: [4]](/docu/clanky/0226/022690o5.jpg)
Obr. 2: Tisk nejvátéÀûÙ budovy na svátá v Dubaji spoleánosti Apis Cor. Zdroj: [4]
StûÀle se jeéÀtá jednûÀ spûÙéÀe o experimenty pro ováéenûÙ moéƒnostûÙ tûˋto technologie v oblasti tisku budov a daléÀûÙch parametré₤, jako jsou napé. vlastnosti a moéƒnosti hmot pouéƒûÙvanû§ch pro tisk. Nicmûˋná nákterûˋ projekty jiéƒ odpovûÙdajûÙ poéƒadavké₤m kaéƒdodennûÙho vyuéƒitûÙ. NapéûÙklad spoleánost Apis Cor vytiskla administrativnûÙ budovu v Dubaji, kterûÀ je nejvátéÀûÙ vytiéÀtánou stavbou na svátá [4], viz Obr. 2.
MateriûÀlem pouéƒûÙvanû§m péi tisku budov jsou nejáastáji betonovûˋ smási. ZûÀkladem smásûÙ je pûÙsek o malûˋ frakci a ré₤znûˋ druhy cementé₤.
1. Postproces
Postprocesem se v tomto péûÙpadá rozumûÙ transformace dat o geometrii budovy do podoby péûÙkazé₤ pro pohyb 3D tiskûÀrny. V praxi se báéƒná k éûÙzenûÙ 3D tiskûÀren, roboté₤ a vûÙceosû§ch zaéûÙzenûÙ pouéƒûÙvûÀ tzv. G-kû°d. JednûÀ se o standardizovanû§ formûÀt péûÙkazé₤, kterûˋ éûÙdûÙcûÙ systûˋm zaéûÙzenûÙ péevûÀdûÙ do pohybé₤ jednotlivû§ch os a takûˋ do daléÀûÙch funkcûÙ (napé. spuéÀtánûÙ véetene CNC soustruhu a nastavenûÙ jeho otûÀáek). Pro zvû§éÀenûÙ automatizace celûˋho procesu stavby, od nûÀvrhu aéƒ po realizaci, je vhodnûˋ pouéƒûÙt odpovûÙdajûÙcûÙ postprocesor – algoritmus pro generovûÀnûÙ G-kû°du takûˋ pro 3D tisk budov. To je péûÙnosnûˋ péedevéÀûÙm z hlediska projektanta, kterû§ nemusûÙ bû§t programûÀtorem CNC strojé₤ (nemusûÙ tvoéit samotnû§ G-kû°d). Naopak pouze na û¤rovni uéƒivatele postprocesoru, tedy poáûÙtaáovûˋho programu, jednoduéÀe nechûÀ vygenerovat G-kû°d. Tento péûÙstup je znûÀmû§ ze strojûÙrenskûˋho sváta, kde se obdobnûˋ postprocesory báéƒná vyuéƒûÙvajûÙ pro obrûÀbánûÙ. Je tedy velmi vû§hodnûˋ vyuéƒûÙt stejnou filozofii, a to na û¤rovni 21. stoletûÙ a nepoéƒadovat po stavebnûÙm projektantovi znalost programovûÀnûÙ, aby mohl projektovat stavby pro 3D tisk.
1.1 Geometrickû§ popis budovy
![Obr. 3: Popis kulovûˋ plochy (vlevo) pomocûÙ formûÀtu STL (vpravo). Zdroj: [6]](/docu/clanky/0226/022690o7.png)
Obr. 3: Popis kulovûˋ plochy (vlevo) pomocûÙ formûÀtu STL (vpravo). Zdroj: [6]
V souáasnûˋ dobá se péi nûÀvrhu budov stûÀle vûÙce prosazuje 3D navrhovûÀnûÙ. CelûÀ stavba je tak popsûÀna pomocûÙ digitûÀlnûÙch dat, tzv. BIM (Building Information Modeling/InformaánûÙ model budovy). Tato data obsahujûÙ mimo jinûˋ takûˋ informace o objektech definujûÙcûÙch budovu a jejich vlastnostech. Z hlediska postprocesoru jde péedevéÀûÙm o popis geometrie budovy, tzn. éÀûÙéka, dûˋlka a vû§éÀka zdûÙ a jejich poloha. Péi báéƒnûˋm 3D tisku z plastovû§ch materiûÀlé₤ (napé. hobby tisk) je vû§tisk definovûÀn pouze povrchem. K takovûˋmu popisu je vhodnû§ nejpouéƒûÙvanájéÀûÙ formûÀt souboré₤ STL, kterû§ popisuje plochy sloéƒenûˋ z malû§ch trojû¤helnûÙkovû§ch ploéÀek, viz Obr. 3. Péesnost plochy je zûÀvislûÀ na mnoéƒstvûÙ trojû¤helnûÙkovû§ch ploch. V tomto formûÀtu nenûÙ definice objemu vé₤bec obsaéƒena, jako je tomu napé. u formûÀtu souboré₤ STEP. Budovu je tedy moéƒnûˋ popisovat pomocûÙ formûÀtu STL, viz [1]. FormûÀt STL je sice univerzûÀlnûÙ formûÀt pro popis 3D objekté₤, ale ztrûÀcûÙ informace o péesnûˋ geometrii budovy a struktuée stán.
1.2 Postprocesor
Péi generovûÀnûÙ G-kû°du v postprocesoru, tedy odpovûÙdajûÙcûÙm softwaru (u 3D tisku z plastu hovoéûÙme o tzv. sliceru), probûÙhûÀ kontrola uzavéenosti ploch a tûÙm je v podstatá uráovûÀn objem uzavéenû§ plochou sloéƒenou z trojû¤helnûÙkovû§ch ploéÀek. V péûÙpadá generovûÀnûÙ drah pro tisk pomocûÙ sliceru jsou nejdéûÙve generovûÀny trasy po povrchu tálesa a potûˋ je prostor uzavéenû§ definovanou plochou vyplnán péedem zvolenou strukturou, napé. méûÙéƒkou, gyroidem nebo mé₤éƒe bû§t i bez vû§plná. Péiáeméƒ zpravidla se jednûÀ rastr na tiskovûˋ ploéÀe, dle kterûˋho je vû§plé uráena. Vzhledem ke specifiké₤m 3D tisku budov se stány netisknou plnûˋ, ale vyuéƒûÙvûÀ se prostorovû§ch struktur, pomocûÙ nichéƒ je moéƒnûˋ konstrukci odleháit. Stány budovy majûÙ zpravidla vû§plé podobnou péûÙhradovûˋ konstrukci, kterûÀ vychûÀzûÙ z pevnostnûÙch poéƒadavké₤. TakovûÀ struktura je vidát na Obr. 2.
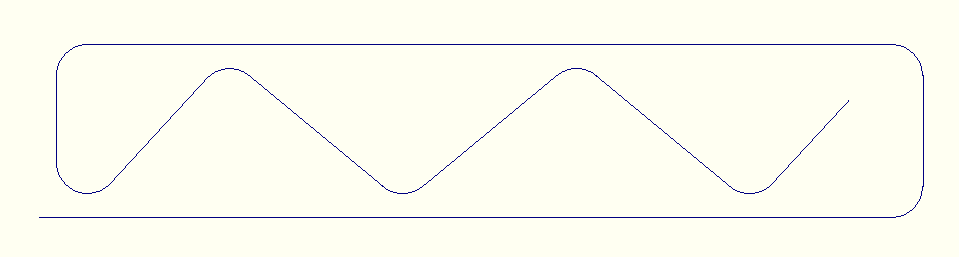
Obr. 4: Vygenerovanûˋ drûÀhy pro jednu stánu

Obr. 5: VytiéÀtánûÀ stána se zhroucenû§mi vrstvami
Báéƒná pouéƒûÙvanûˋ slicery pro generovûÀnûÙ G-kû°du nedokûÀéƒou zcela vyhovát vlastnostem tiskovûˋho materiûÀlu pro tisk budov, napé. péi péemoséËovûÀnûÙ. VygenerovanûÀ vniténûÙ struktura stán nenûÙ optimûÀlnûÙ, je pouze nahodile umûÙstánûÀ nebo neuspoéûÀdanûÀ. Z toho vyplû§vûÀ, éƒe báéƒná pouéƒûÙvanûˋ softwary pro generovûÀnûÙ G-kû°du, resp. drah, nejsou zcela vhodnûˋ pro oblast 3D tisku budov. Postprocesor musûÙ respektovat nejen geometrii budovy uráenûˋ k tisku, ale takûˋ vlastnosti tiskovûˋho materiûÀlu a podmûÙnky tisku. éeéÀenûÙm je tedy vytvoéenûÙ novûˋho speciûÀlnûÙho popisu geometrie budovy a postprocesoru (generûÀtoru G-kû°du) pro éûÙzenûÙ 3D tiskûÀrny pro tisk budov, kterû§ musûÙ obsahovat matematickû§ model materiûÀlu, jehoéƒ parametry budou ovlivéovat generovûÀnûÙ G-kû°du. To umoéƒnûÙ péenos informacûÙ péûÙmo z nûÀvrhovû§ch dat (BIM) do G-kû°du pro tiskûÀrnu. DrûÀhy vygenerovanûˋ pomocûÙ navrhovanûˋho postprocesoru by pro jednu stánu mohly odpovûÙdat Obr. 4. Lze na nám takûˋ vidát, éƒe stána je véƒdy v danûˋ vrstvá tiéÀtána jednûÙm tahem, tj. bez péeruéÀenûÙ. ZûÀroveé poloha drah péûÙhradovûˋ vû§plná musûÙ spléovat propojenûÙ vytiéÀtánûˋho materiûÀlu s obvodovû§mi drahami, aby byla zachovûÀna pevnost celûˋho profilu.
Na Obr. 5 lze vidát vytiéÀtánou stánu odpovûÙdajûÙcûÙ drahûÀm zobrazenû§m na Obr. 4. ZûÀroveé lze na stáná vidát zhroucenûÙ, tedy ztrûÀtu stability vlivem rychlûˋho poklûÀdûÀnûÙ vrstev, popis tûˋto situace viz nûÙéƒe.
2. Matematickû§ model materiûÀlu
Na vû§tisk je kladeno nákolik poéƒadavké₤, jako napé. stabilita, pevnost / û¤nosnost, tvarovûÀ péesnost atd. Tyto poéƒadavky jsou kromá geometrie a struktury stán zûÀvislûˋ péedevéÀûÙm na vlastnostech tiskovûˋ smási.
2.1 MateriûÀl pro tisk
![Obr. 6: PoklûÀdûÀnûÙ vrstvy betonovûˋ smási péi tisku budovy. Zdroj: [3]](/docu/clanky/0226/022690o13.jpg)
Obr. 6: PoklûÀdûÀnûÙ vrstvy betonovûˋ smási péi tisku budovy. Zdroj: [3]
Péi tisku budov se pouéƒûÙvûÀ technologie podobnûÀ FDM (Fused Deposition Modeling), kdy se tiskne vrstva po vrstvá. Pro zvû§éÀenûÙ pevnosti vytiéÀtánûˋho objektu je moéƒnûˋ do smási péidat vû§ztuéƒ, buá vlûÀkna (napé. ocelovûÀ nebo polymerovûÀ) nebo konvenánûÙ sklûÀdanou ocelovou vû§ztuéƒ. Smási jsou speciûÀlná uráenûˋ pro 3D tisk a majûÙ specifickûˋ vlastnosti. PéedevéÀûÙm musûÙ bû§t tisknutelnûˋ, áûÙméƒ je myéÀlena schopnost smási tûˋct a vûÀzat se, tendence k trhûÀnûÙ, stabilita vytiéÀtánûˋ vrstvy atd. PéûÙklad vytiéÀtánûˋ vrstvy spléujûÙcûÙ tyto poéƒadavky je zobrazen na obrûÀzku Obr. 6.
DaléÀûÙm poéƒadavkem na smás je péesná definovanû§ pré₤báh vytvrdnutûÙ vrstvy do poéƒadovanûˋ pevnosti v áase. PrûÀvá naladánûÙ smási do vû§éÀe zmûÙnánû§ch parametré₤ je pomárná nûÀroánûˋ, zûÀleéƒûÙ na pomárech jednotlivû§ch sloéƒek smási a lze k tomu vyuéƒûÙt takûˋ speciûÀlnûÙch chemickû§ch lûÀtek, kterûˋ urychlûÙ, péûÙpadná zpomalûÙ nûÀstup tvrdnutûÙ smási. TiéÀtánûÀ vrstva musûÙ bû§t jiéƒ péi poklûÀdûÀnûÙ dostateáná stabilnûÙ a v ideûÀlnûÙm péûÙpadá u nûÙ musûÙ dojûÙt k nûÀstupu tvrdnutûÙ ihned po uloéƒenûÙ. Na druhou stranu nesmûÙ vytvrdnout péûÙliéÀ rychle, aby se s nûÀsledujûÙcûÙ vrstvou mohla spojit a byla tak zajiéÀtána stabilita celûˋ tiéÀtánûˋ konstrukce.
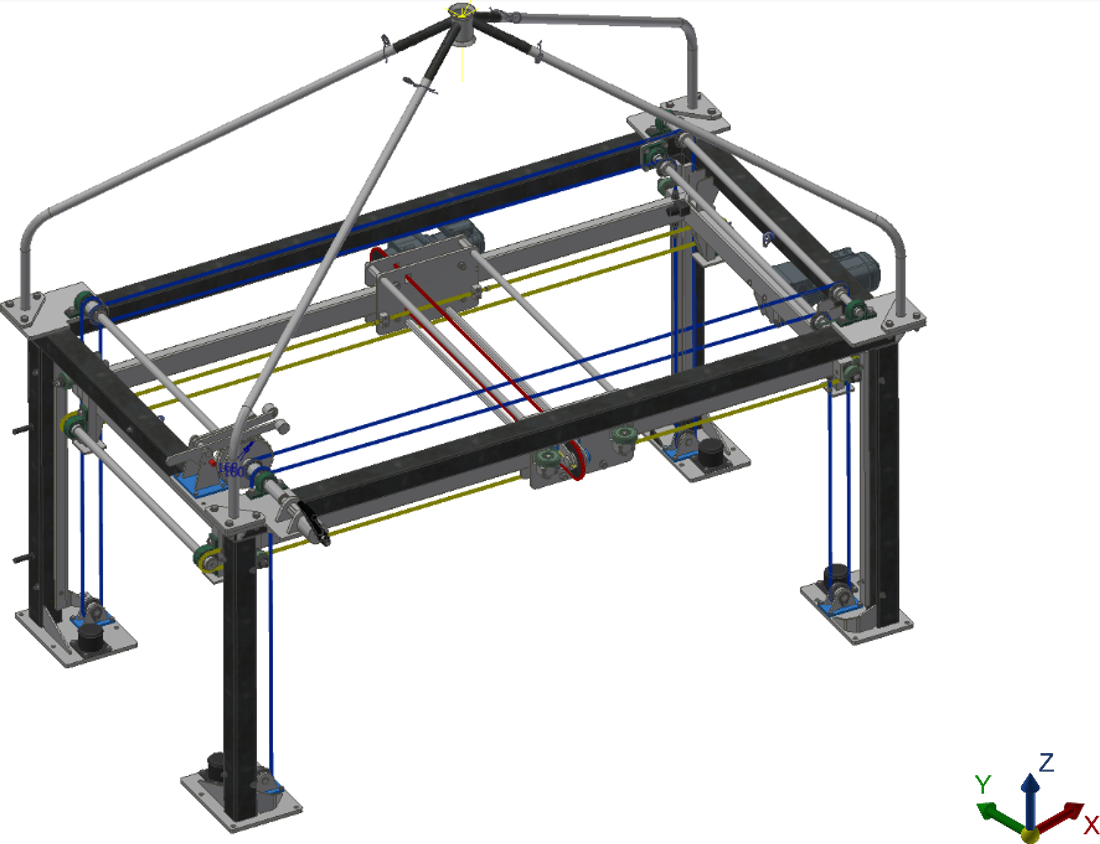
Obr. 7: ZkuéÀebnûÙ zaéûÙzenûÙ pro testovûÀnûÙ tiskovûˋ smási
2.2 ZkuéÀebnûÙ zaéûÙzenûÙ
Pro testovûÀnûÙ tiskovûˋ smási bylo navréƒeno zkuéÀebnûÙ zaéûÙzenûÙ, viz Obr. 7. ZaéûÙzenûÙ sestûÀvûÀ z pevnûˋho rûÀmu, rûÀmu osy Z pohyblivûˋho ve svislûˋm smáru, osy X, kterûÀ pojûÙéƒdûÙ v podûˋlnûˋm smáru a péûÙáná pohyblivûˋ osy Y. KombinacûÙ pohybé₤ táchto os je zajiéÀtán pohyb tiskovûˋ trysky v pracovnûÙm prostoru. Do zaéûÙzenûÙ vstupuje tiskovûÀ smás z mûÙchacûÙho zaéûÙzenûÙ hadicûÙ uloéƒenou v hornûÙm pré₤vlaku a péipojenou k tiskovûˋ trysce.
2.3 Experiment pro zjiéÀtánûÙ parametré₤ materiûÀlu
Matematickû§ model materiûÀlu je tvoéen parametry zjiéÀtánû§mi z experimenté₤ provedenû§ch na zkuéÀebnûÙm zaéûÙzenûÙ. Je navréƒena metodika pro zjiéÀtánûÙ sledovanû§ch parametré₤ smási. Sledovanûˋ parametry jsou:

Obr. 8: Detail zhroucenûÙ vrstev
- Pevnost v tlaku
- Kvalita vrstvy v zûÀvislosti na rychlosti posuvu
- Tisknutelnost po péeruéÀenûÙ tisku
Péi prvnûÙm experimentu je máéena pevnost v tlaku vytisknutûˋ smási v áase. Báhem tvrdnutûÙ vytiéÀtánûˋ smási dochûÀzûÙ k nûÀrustu pevnosti v tlaku. Tento û¤daj je dé₤leéƒitû§ z hlediska û¤nosnosti vrstev, zûÀleéƒûÙ na nám rychlost tisku a takûˋ vé₤bec realizovatelnost tisku s danou smásûÙ péi danûˋ velikosti vû§tisku = dûˋlce drûÀhy jednûˋ vrstvy. Pokud bude vû§tisk péûÙliéÀ malû§ a vrstva nestihne dostateáná rychle vytvrdnout a zûÙskat dostateánou pevnost, aby unesla daléÀûÙ vrstvu, dojde ke zhroucenûÙ. PéûÙklad takovûˋho zhroucenûÙ vrstev je vidát na Obr. 8.
Druhû§ experiment spoáûÙvûÀ v testovûÀnûÙ ré₤znû§ch rychlostûÙ posuvu a sledovûÀnûÙ kvality vrstvy. Péi uráitûˋ rychlosti posuvu se projevûÙ napé. tendence k trhûÀnûÙ smási péi poklûÀdûÀnûÙ.
TéetûÙ experiment sleduje tisknutelnost po péeruéÀenûÙ tisku. Postupná se zvyéÀuje áas péeruéÀenûÙ tisku a je sledovûÀna vhodnost smási pro tisk, zda nedegraduje a zda nezatvrdne v dopravnûÙ cestá k trysce. Danû§ experiment v podstatá simuluje péeruéÀenûÙ tisku péi péejezdech nebo báhem technologickûˋ péestûÀvky. ûdaj o tisknutelnosti je dé₤leéƒitû§ takûˋ z hlediska nûÀré₤stu poéƒadovanûˋho vû§konu 3D tiskûÀrny.
2.4 Matematickû§ model vytisknutûˋ vrstvy
Na Obr. 9. lze vidát péedpoklûÀdanû§ vû§sledek prvnûÙho experimentu. Vû§chozûÙm okaméƒikem je zamûÙchûÀnûÙ, kdy dojde k promûÙsenûÙ véÀech sloéƒek smási.

Obr. 9: NûÀré₤st pevnosti smási v áase od zamûÙchûÀnûÙ
V grafu jsou zobrazeny téi pré₤báhy (éƒlutûÀ, zelenûÀ a modrûÀ), ty péedstavujûÙ nûÀré₤st pevnosti smásûÙ s ré₤znou rychlostûÙ tvrdnutûÙ. é§lutûÀ je nejrychlejéÀûÙ a modrûÀ naopak nejpomalejéÀûÙ smás. V uráitûˋm áasovûˋm horizontu dosûÀhnou véÀechny smási péibliéƒná shodnûˋ koneánûˋ pevnosti. áervenûÀ linka znûÀzoréuje nûÀrust tûÙhy vytiéÀtánû§ch vrstev. Na poáûÀtku je áasovûÀ prodleva péedstavujûÙcûÙ dopravu smási do trysky dopravnûÙ cestou, po tento áasovû§ û¤sek nepé₤sobûÙ na smás tûÙha nûÀsledujûÙcûÙch vrstev. Od okaméƒiku uloéƒenûÙ smási v danûˋ vrstvá naré₤stûÀ zatûÙéƒenûÙ zpé₤sobenûˋ tûÙhou nûÀsledujûÙcûÙch vrstev. Péi reûÀlnûˋm tisku naré₤stûÀ toto zatûÙéƒenûÙ samozéejmá skoková, ve zmûÙnánûˋm grafu je véÀak nûÀré₤st uvaéƒovûÀn kontinuûÀlnûÙ, lineûÀrnûÙ ihned od uloéƒenûÙ smási.
Vû§sledky daléÀûÙch dvou experimenté₤ nelze zobrazit v grafu. Druhû§ experiment je hodnocen na zûÀkladá kvalitativnûÙch parametré₤ vytiéÀtánûˋ smási. Vû§sledkem téetûÙho experimentu je maximûÀlnûÙ doba péeruéÀenûÙ tisku.
3. Vliv parametré₤ matematickûˋho modelu na generovûÀnûÙ G-kû°du
Postprocesor na zûÀkladá matematickûˋho modelu musûÙ umát rozhodnout o vhodnosti smási pro danû§ vû§tisk, resp. danou vrstvu ve vû§tisku. Volba druhu smási bude probûÙhat péedevéÀûÙm na zûÀkladá velikosti tiéÀtánûˋho objektu, resp. dûˋlky drûÀhy danûˋ vrstvy. Smás vyznaáenûÀ modrou linkou na Obr. 9. mûÀ poáûÀtek tuhnutûÙ nastaven na 40 minut. Lze vidát, éƒe pokud bude vû§tisk péûÙliéÀ malû§ch rozmáré₤ (dûˋlka drûÀhy bude péûÙliéÀ krûÀtkûÀ), bude dochûÀzet péi konstantnûÙ rychlosti tisku k rychlûˋmu kladenûÙ jednotlivû§ch vrstev, tj. k rychlûˋmu nûÀré₤stu zatûÙéƒenûÙ danûˋ vrstvy. PéûÙré₤stek zatûÙéƒenûÙ bude tak velikû§, éƒe po cca 28 minutûÀch dojde k péekroáenûÙ pevnosti vrstvy a ke zborcenûÙ vû§tisku.
Naopak smás, jejûÙéƒ pré₤báh tuhnutûÙ je vyznaáen zelenou linkou je pro shodná velikû§ vû§tisk a rychlost tisku vyhovujûÙcûÙ. V péûÙpadá, kdy pré₤báh zatûÙéƒenûÙ od nûÀsledujûÙcûÙch vrstev (áervenûÀ linka) leéƒûÙ pod pré₤báhem nûÀré₤stu pevnosti péûÙsluéÀnûˋ smási, stabilita vû§tisku nenûÙ ohroéƒena.
Takûˋ zdûÀnlivá nevyhovujûÙcûÙ smás (modrûÀ linka) dle vû§éÀe zmûÙnánû§ch parametré₤ je za uráitû§ch podmûÙnek pouéƒitelnûÀ, nicmûˋná jejûÙ aplikace nebude z áasovûˋho hlediska efektivnûÙ. Pokud bude maximûÀlnûÙ doba péeruéÀenûÙ tisku pro smás oznaáenou modée dostateáná dlouhûÀ, je moéƒnûˋ péi meznûÙ pevnosti tisk péeruéÀit a vyákat na poáûÀtek tvrdnutûÙ jiéƒ vytiéÀtánû§ch vrstev a potûˋ pokraáovat v tisku (fialovûÀ linka). Podobná je moéƒnûˋ dynamicky mánit rychlost tisku pro efektivnûÙ vyuéƒitûÙ vlastnostûÙ smási, pokud péi danû§ch rychlostech zé₤stane kvalita vytiéÀtánûˋ smási vyhovujûÙcûÙ (viz kap. 2.3).
ZûÀvár
PouéƒitûÙm báéƒnû§ch postprocesoré₤ pro generovûÀnûÙ drah, resp. G-kû°du se ztrûÀcûÙ informace o péesnûˋ geometrii budovy a struktura stán nenûÙ optimûÀlnûÙ. V prûÀci je navréƒeno vytvoéenûÙ novûˋho postprocesoru uráenûˋho péûÙmo pro tisk budov ze smásûÙ na bûÀzi cementu. Navrhovanû§ postprocesor zûÙskûÀvûÀ data o tiéÀtánûˋ budová z BIM. Po jejich analû§ze, nûÀvrhu drûÀhy tisku a optimalizaci generuje G-kû°d. Snaha o optimûÀlnûÙ vyuéƒitûÙ smási a moéƒnostûÙ 3D tiskûÀrny klade vû§raznûˋ poéƒadavky na postprocesor a vygenerovanû§ G-kû°d. Postprocesor vhodnû§ pro tisk budov obsahuje komplexnûÙ matematickû§ model materiûÀlé₤, z nichéƒ nejvhodnájéÀûÙ péiéadûÙ pro tisk danûˋ vrstvy.
Tato prûÀce byla podpoéena grantem TH04010143 3D TISKûRNA BUDOV A PREFABRIKOVANûCH KOMPONENT PRO STAVEBNICTVû 4.0.
Prameny
- MEHMET, Sakin, Yusuf Caner KIROGLU. 3D Printing of Buildings: Construction of the Sustainable Houses of the Future by BIM. Energy Procedia [online]. Ocotber 2017, 134, str. 702–711. [cit. 20.8.2020]. ISSN 1876-6102. Dostupnûˋ z: https://doi.org/10.1016/j.egypro.2017.09.562
- 3D Castle Completed [online]. Andrey Rudenko. [cit. 21.8.2020]. Dostupnûˋ z:
http://www.totalkustom.com/3d-castle-completed.html - 3D Printed House/Construction Materials: What Are They? | All3DP [online]. All3DP. [cit. 20.8.2020]. Dostupnûˋ z: https://all3dp.com/2/3d-printing-in-construction-what-are-3d-printed-houses-made-of/
- Apis Cor 3D printed in Dubai [online]. Apis Cor. [cit. 20.8.2020]. Dostupnûˋ z: https://www.apis-cor.com/dubai-project
- This On-Site 3D Printed House Took Only 45 Days | All3DP [online]. All3DP. [cit. 20.8.2020]. Dostupnûˋ z:
https://all3dp.com/21776-2/ - STL File Format (3D Printing) – Simply Explained | All3DP [online]. All3DP. [cit. 20.8.2020]. Dostupnûˋ z:
https://all3dp.com/what-is-stl-file-format-extension-3d-printing/ - POPIS NûVRHU POSTPROCESORU PRO GENEROVûNû G-KûDU 3D TISKûRNY BUDOV Z BETONOVûCH SMáSû – Kamenickû§, J. – é tûÀdler, M., In: Recenzovanû§ sbornûÙk péûÙspávké₤ z 20. odbornûˋ konference z cyklu Integrovanûˋ inéƒenû§rstvûÙ v éûÙzenûÙ pré₤myslovû§ch podniké₤ na tûˋma Aplikace a vyuéƒitûÙ modernûÙch nûÀstrojé₤, metod a technologiûÙ v praxi. Praha: Czech Technical University in Prague, 2020. p. 53–59. ISBN 978-80-01-06775-8
álûÀnek spléuje véÀechny parametry popularizaánûÙho textu, doporuáuji k vydûÀnûÙ. Technologie 3D tisku vidánûÀ pohledem strojûÙch inéƒenû§ré₤ je péeci jenom trochu jinûÀ, neéƒ u stavaéé₤. SpoluprûÀce na tomto poli (a nejenom v automatizaci budov) bude jistá nezbytnûÀ.
3D printing technology has contribution in building automatization. Today, printed buildings for everyday usage already exist. 3D printers movements are controlled by G-code. These buildings are described geometrically and then it's transformed in G-code by postprocessor. That one for building printing must respect the properties of printing mixtures. This work designs new postprocessor for building printing. It must include mathematical model of material according to which G-code for specific building geometry will be generated. In the work are proposed experiments to find out parameters for mathematical material model.