Experimentálnà vÜvoj 3D tisku cementovÜch kompozitů
V rámci projektu 3D-STAR probÃhá vÃœvoj zaÅÃzenà 3D tisku cementovÃœch kompozitů, tisk tenkostÄnnÃœch konstrukÄnÃch prvků a jejich testovánÃ. Pohonem projektu je vize vyuÅŸità technologie jak pro nosné stÄnové konstrukce patrovÃœch staveb, tak pro stropnà konstrukce tÄchto budov. Technologie 3D tisku cementovÃœch smÄsi má oproti klasickÃœm betonovÃœm konstrukcÃm Åadu odliÅ¡nostÃ. Mezi vÃœhody této technologie patÅà moÅŸnost tisknout tvarovÄ sloÅŸité prvky, jejichÅŸ realizace je jinak extrémnÄ komplikovaná, systemizovat stavbu patrovÃœch staveb a optimalizovat celkové materiálové a Äasové náklady stavby.

ZaÅÃzenà pro 3D tisk na KloknerovÄ Ãºstavu
V rámci aktuálnÄ bÄÅŸÃcÃho grantového projektu 3D-STAR, iniciovaného pracovnÃky Fakulty umÄnà a architektury TUL pod vedenÃm profesora Ing. arch. akad. arch. JiÅÃho Suchomela ve spojenà s KloknerovÃœm ústavem, ÄVUT v Praze, probÃhá komplexnà vÃœvoj technologie 3D tisku.
3D tisk cementovÃœch kompozitů otevÃrá moÅŸnost optimalizace tvaru prvku z hlediska minimalizace spotÅeby materiálu pÅi dosaÅŸenà maximálnà pevnosti nebo tuhosti prvku. Taková optimalizace je dnes bÄÅŸná napÅ. ve strojÃrenském průmyslu. Tvarová optimalizace z hlediska spotÅeby materiálu pÅirozenÄ vede k navrhovánà tenkostÄnnÃœch prvků, u kterÃœch je jejich pevnost a tuhost zajiÅ¡tÄna nikoliv tlouÅ¡Å¥kou materiálu, ale jeho vhodnÃœm tvarovánÃm do tenkostÄnnÃœch útvarů, jako jsou skoÅepiny a lomenice a jejich odlehÄenÃm vhodnÄ umÃstÄnÃœmi otvory. Proto je aktuálnÄ bÄÅŸÃcà grant zamÄÅen i na vÃœzkum moÅŸnostà vyuÅŸità tohoto potenciálu v investiÄnà vÃœstavbÄ.
Snaha o úspory materiálu dobÅe zapadá do dneÅ¡nÃch poÅŸadavků na úspory neobnovitelnÃœch zdrojů surovin, úspory energiÃ, minimalizaci odpadů pÅi odstraÅovánà budov a udrÅŸitelnou vÃœstavbu.
Ze zÅejmÃœch důvodů se nabÃzà tisk svislÃœch konstrukcÃ, a to jak obvodového pláštÄ stavby i vnitÅnÃch dÄlÃcÃch stÄn. VyuÅŸità 3D tisku pro vodorovné stavebnà konstrukce je omezeno na tisk prefabrikovanÃœch prvků, které ale musà konkurovat jinÃœm bÄÅŸnÄ uÅŸÃvanÃœm typům konstrukcÃ, jako jsou silnÄ odlehÄené dutinové pÅedpjaté panely a dalÅ¡Ã bÄÅŸnÄ známé systémy.
Ve vÄtÅ¡inÄ dosud známÃœch realizacà 3D tiÅ¡tenÃœch budov je vytiÅ¡tÄná skoÅepina vyuÅŸita pro obvodovÃœ plášť stavby a pro vnitÅnà nenosné dÄlÃcà stÄny. Funkci svislÃœch nosnÃœch konstrukcà vÄtÅ¡inou zajiÅ¡Å¥ujà obvyklé typy konstrukcà – ocelové sloupy, popÅÃpadÄ ÅŸelezobetonové sloupy, betonované do ztraceného bednÄnÃ, vytvoÅeného 3D tiskem.
VyuÅŸità tenkostÄnnÃœch svislÃœch nosnÃœch prvků, jako skoÅepin a lomenic pro svislé nosné stÄny, znamená vÃœzvu pro betonové stavitelstvÃ. Je pravdÄpodobné, ÅŸe dalÅ¡Ã rozvoj 3D tisku pÅinese podobnou revoluci do betonového stavitelstvÃ, jakou pÅineslo rozÅ¡ÃÅenà tenkostÄnnÃœch, za studena tváÅenÃœch prvků do ocelového stavitelstvà ve druhé polovinÄ minulého stoletÃ. Tato revoluce v ocelovém stavitelstvà si v minulosti vyşádala rozvoj novÃœch návrhovÃœch teorià a vznik novÃœch návrhovÃœch norem. PÅi jejich vÃœvoji hrál vÃœznamnou roli i profesor Ing. Miroslav Å kaloud, DrSc. TenkostÄnné prvky jsou obecnÄ náchylné k různÃœm ztrátám stability, jako je prostorová ztráta stability (vyboÄenÃ, zkroucenÃ) tlaÄenÃœch prutů, klopenà ohÃœbanÃœch průÅezů a boulenà stÄn namáhanÃœch kombinacà tlaku a smyku.
V pÅÃpadÄ betonového stavitelstvà jde o jeÅ¡tÄ komplikovanÄjšà úlohu, neÅŸ tomu bylo v pÅÃpadÄ stavitelstvà ocelového. Je to tÃm, ÅŸe jak prostÃœ, tak vyztuÅŸenÃœ beton jsou sloÅŸitÄjÅ¡Ãmi kompozity, u kterÃœch jsou stabilitnà problémy komplikovány jevy, jako je smrÅ¡Å¥ovánà a dotvarovánà betonu Äi oslabenà taÅŸenÃœch oblastà konstrukce trhlinami. VÄtÅ¡Ã roli neÅŸ u ocelovÃœch konstrukcà hrajà i imperfekce prvků, vzniklé pÅi vÃœrobÄ. To vÅ¡echno jsou jevy, ke kterÃœm u ocelovÃœch prvků v takovém rozsahu nedocházÃ.
V rámci ÅeÅ¡eného projektu 3D-STAR je úkolem vlastnà vÃœvoj a vÃœroba komplexnÃho systému 3d tisku cementovÃœch kompozitů a komplexnà ÅeÅ¡enà konstrukce od jejÃho návrhu, optimalizace cementové smÄsi po jejà vytiÅ¡tÄnà a aplikaci na stavbÄ.
Tiskové zaÅÃzenÃ
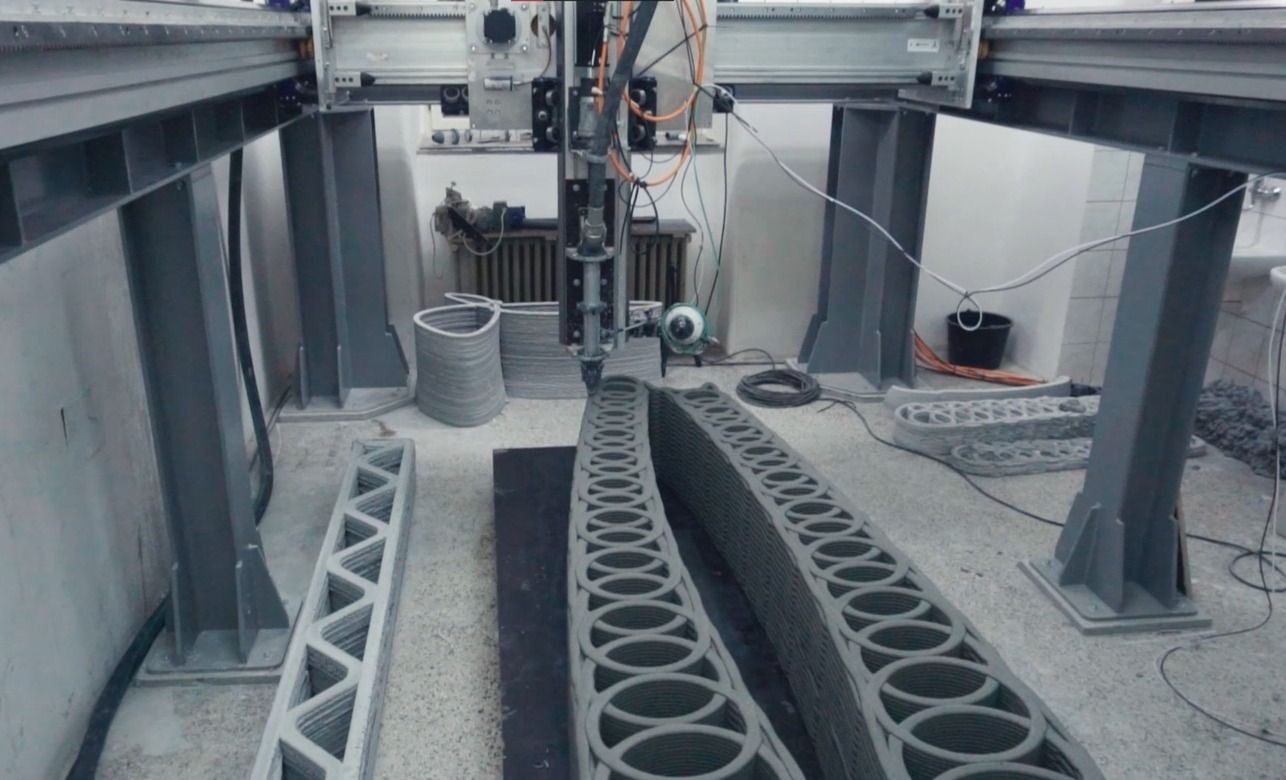
Obr. 1 Pracovnà prostor TestBedu
Fig. 1 TestBed working area
PrvnÃm krokem v realizaci ÅeÅ¡eného projektu byl vÃœvoj a vÃœroba robotické pohybové soustavy – TestBed na Technické univerzitÄ v Liberci. KoncepÄnÄ se jedná o masivnà portálovÃœ pohybovÃœ systém dimenzovanÃœ tak, aby nebyl omezen hmotnostà neseného bÅemena (obr. 1).
Pracovnà prostor TestBedu je 3×1×1 m v osách x, y, z, coÅŸ umoÅŸÅuje testovat tisk smÄsi na objektech mÄÅÃtkem srovnatelnÃœm s reálnou stavbou. Velikost zaÅÃzenà byla uzpůsobena prostorám Kloknerova ústavu, kde je zaÅÃzenà provozováno. PÅi tisku tÃmto laboratornÃm strojem lze bÄÅŸnÄ dosáhnout rychlosti kolem 120 mm/s. NicménÄ rychlost je omezená spÃÅ¡e velikostà tisknutého prvku a ovlivnÄna potÅebnÃœm Äasem na vytiÅ¡tÄnà jedné vrstvy. PÅi pÅÃliÅ¡né rychlosti můşe docházet ke ztrátÄ stability tiÅ¡tÄného prvku, pÅi pomalejÅ¡Ãm tisku zase k náchylnosti na nedokonalé spojenà aktuálnÄ tiÅ¡tÄné vrstvy s původnà a k riziku jejà následné delaminace pÅi namáhánà prvku. Ukazuje se, ÅŸe samotnÃœ materiál nenà problém tiskovou hlavou extrudovat i násobnÄ rychleji – laboratornà tisk je omezen půdorysnÃœm prostorem a rychlost je tedy umÄle upravována pro optimálnà potÅeby aktuálnÃho tisku. Äerpánà cementové smÄsi do tiskové hlavy je ÅeÅ¡eno vÅetenovÃœm Äerpadlem s nádobou na Äerstvou smÄs umÃstÄnÃœm pÅed tiskovÃœm prostorem. Rychlost Äerpánà je ÅÃzena automaticky s ohledem na rychlost extruze.
Tisková hlava
Prvnà verze tiskové hlavy se vydala cestou otevÅené soustavy obsahujÃcà zásobnÃk smÄsi o objemu cca 20 litrů. Do zásobnÃku tiskové hlavy byla smÄs dopravována z Äerpadla hadicà o vnitÅnÃm průmÄru 35 mm. Na zásobnÃk navazovalo Å¡nekové ÅÃzenà dávkovánà smÄsi do trysky. Prvnà verze tiskové hlavy umoÅŸnila po nÄkolika testovacÃch tiscÃch najÃt pÅibliÅŸné rozmezà vÃœchozÃch hodnot nastavenà tiskovÃœch parametrů a dále zpÅesnila okrajové podmÃnky tÃœkajÃcà se konzistence tiskové smÄsi.
Jako nevÃœhoda se ukázalo, ÅŸe pro poÅŸadované parametry extruze nenà otevÅená soustava pÅÃliÅ¡ vhodná, coÅŸ se projevilo pÅedevÅ¡Ãm nespolehlivÃœm podávánÃm smÄsi ze zásobnÃku ke Å¡neku a tÃm pádem nekonzistentnà tiskovou stopou.
S důrazem na odstranÄnà problémů pozorovanÃœch u prvnà tiskové hlavy byla naprojektována druhá tisková hlava ve verzi uzavÅeného systému bez zásobnÃku. Tato strategie tiskové hlavy je v nÄkolika ohledech jednoduÅ¡Ã, zato vyÅŸaduje peÄlivÄjÅ¡Ã naladÄnà celé dávkovacà soustavy a pÅesnou synchronizaci vÅ¡ech ÅÃdÃcÃch komponent. Odpadá nutnost pouÅŸità rozmÄrného a tÄÅŸkého zásobnÃku a celá tiskové hlava je tak kompaktnÄjÅ¡Ã a v základnà verzi má menÅ¡Ã poÄet pohyblivÃœch mechanickÃœch komponent.
Po experimentálnÃm ovÄÅenà nÄkolika druhů vyvÃjenÃœch tiskovÃœch smÄsà a nastavenà bylo pÅistoupeno k variantÄ pÅidávánà tekutého urychlovaÄe tuhnutà pÅÃmo v tiskové hlavÄ. UrychlovaÄ tuhnutà je nutné co nejlépe promÃsit s tiskovou smÄsÃ, a to pomÄrnÄ rychle a na velmi krátké vzdálenosti v tiskové hlavÄ tÄsnÄ pÅed tryskou. Pro tento úÄel byl vyvinut systém speciálnÄ tvarovanÃœch pohyblivÃœch lopatek mechanicky spÅaÅŸenÃœch s pohonem dávkovánà tiskové smÄsi a bylo testováno nÄkolik typů tvarovánà samotného vtoku urychlovaÄe. Lopatky nejenÅŸe musà smÄs dokonale promÃchat s urychlovaÄem, ale zároveÅ by mÄly co nejménÄ omezovat průtok materiálu tiskovou hlavou a nesmà bÃœt náchylné k zanášenà komponenty tiskové smÄsi bÄhem tisku. Po experimentálnÃm ovÄÅenà nÄkolika základnÃch tvarů lopatek byla vybrána varianta, která svÃœmi vlastnostmi nejlépe splÅovala vÄtÅ¡inu poÅŸadavků. Tato varianta dále podstoupila vÃœvoj mechanického a materiálového ÅeÅ¡enà tak, aby lépe odolávala abrazivnÃmu prostÅedà v tiskové hlavÄ, a ani po průtoku nÄkolika tisÃců litrů cementové smÄsi nejevà şádné vÃœrazné známky opotÅebenÃ.
TiskovÜ materiál
Pro úÄely 3D tisku byl vyvinut vlastnà jemnozrnnÃœ materiál s pojivem na bázi cementu. V nynÄjÅ¡Ã dobÄ existuje Åada komerÄnÄ vyrábÄnÃœch smÄsÃ. Smyslem vÃœvoje vlastnà smÄsi bylo mÃt moÅŸnost volné modifikace smÄsi na základÄ poÅŸadavků na samotnÃœ tisk, a to z hlediska finálnÃch materiálovÃœch vlastnostÃ, zrnitosti, a hlavnÄ konzistence smÄsi. VÃœvojem smÄsi jsou zÃskány důleÅŸité poznatky vyuÅŸitelné zejména pro návrh smÄsi z lokálnÃch surovin v mÃstÄ plánovaného tisku. Parametry aktuálnÄ pouÅŸÃvané smÄsi jsou pevnost v tlaku na úrovni 40–50 MPa. Pro laboratornà tisk je pouÅŸÃvána pytlovaná smÄs s maximálnÃm zrnem kameniva do 1 mm. VÃœznamnÃœm prvkem smÄsi je cement a dalÅ¡Ã jemné podÃly zajiÅ¡Å¥ujÃcà optimálnà zrnitost. Tixotropie smÄsi je zajiÅ¡Å¥ována WMA pÅÃsadami, smrÅ¡tÄnà eliminováno dávkovánÃm PP vláken do smÄsi a konzistence ÅÃzena kombinacà mnoÅŸstvà plastifikátoru a urychlovaÄe tuhnutà dávkovaného v závÄru tiskového procesu. LaboratornÄ se jedná o jemnozrnnou cementovou maltu. Pro dalÅ¡Ã vÃœvoj byly zahájeny práce na vÃœvoji smÄsi betonu obsahujÃcà kamenivo zrnitosti od 4 mm, vhodné na tisk zejména in-situ. Tato varianta vÅ¡ak vyÅŸaduje komplexnà návrh celého systému tisku od skladovánà jednotlivÃœch komponent, mÃchacÃho zaÅÃzenÃ, Äerpadla, hadic a v neposlednà ÅadÄ robustnà tiskové hlavy.
Systém dávkovánà urychlovaÄe
Varianta dávkovánà urychlovaÄe tuhnutà v práškové podobÄ pÅed ÄerpánÃm smÄsi byla pro plánované úÄely projektu ovÄÅována pouze základnÄ a opuÅ¡tÄna vzhledem k nÄkterÃœm limitujÃcÃm faktorům popsanÃœch dále. PostupnÃœm definovánÃm poÅŸadavků na betonovou tiskovou smÄs a tiÅ¡tÄné konstrukÄnà prvky bylo rozhodnuto vyvÃjet variantu vstÅikovánà kapalného urychlovaÄe v poslednà fázi tisku. Jednou z hlavnÃch vÃœhod tohoto ÅeÅ¡enà je rychlá reakce na zmÄny okolnÃch klimatickÃœch podmÃnek, která je velmi obtÃÅŸná pÅi variantÄ tisku smÄsi s práškovÃœm urychlovaÄem v sypké smÄsi. DalÅ¡Ã vÃœhodou je i jistota, ÅŸe pÅi zastavenà tisku nebude urychlená smÄs tuhnout v dopravnÃm hadicovém systému. V laboratornÃch podmÃnkách dosahuje systém délky cca 10 metrů, ale v pÅÃpadÄ tisku na staveniÅ¡ti můşe dosahovat vÃœznamnÄ vyÅ¡Å¡Ãch hodnot. K urychlenà tuhnutà smÄsi, docházà aktuálnÄ v rámci 3 aÅŸ 5 minut po extruzi coÅŸ umoÅŸÅuje rychlÃœ tisk. Rychlost tuhnutà je vÃœznamnÃœm faktorem pro tisk sloupovÃœch prvků, které majà v jedné vrstvÄ pomÄrnÄ krátkou stopu a tÃm i nutnost co nejkratÅ¡Ã doby tuhnutÃ. ZároveÅ je potÅebné naladit rychlost tisku a mnoÅŸstvà vstÅikovaného urychlovaÄe tuhnutà tak, aby nedocházelo k pÅÃliÅ¡nÄ rychlému zatuhnutÃ, které by ovlivÅovalo vzájemnou soudrÅŸnost po sobÄ tiÅ¡tÄnÃœch vrstev. ZkouÅ¡enÃm různÃœch variant urychlovaÄů byl zvolen jako nejvhodnÄjÅ¡Ã roztok sÃranu hlinitého v různÃœch pomÄrech s vodou, podle teplotnÃch podmÃnek v mÃstÄ tisku a v závislosti na poÅŸadované konzistenci smÄsi. V jedné z variant tiskové hlavy bylo ÅeÅ¡eno, pod jakÃœm tlakem bude nutno urychlovaÄ do hmoty vstÅikovat, a jak regulovat pÅesné mnoÅŸstvà kapaliny. Pro Äerpánà a vstÅikovánà urychlovaÄe bylo pouÅŸito zubové Äerpadlo se senzorem průtoku, aby bylo moÅŸno regulovat průtok a souÄasnÄ vyrovnávat protitlak v hadiÄkách dopravujÃcÃch kapalnÃœ urychlovaÄ. Tato varianta systému ÄerpánÃ, vstÅikovánà urychlovaÄe a extruze cementové smÄs se prozatÃm ukázala jako nejvhodnÄjÅ¡Ã z hlediska moÅŸnosti okamÅŸité kontroly tisku a optimalizace procesu obsluhou. Urychlenà tuhnutà smÄsi otevÃrá moÅŸnost tisku napÅÃklad profilovanÃœch a pÅevislÃœch stÄn (obr. 2 a 3).

Obr. 2 ZkuÅ¡ebnà prvek s pÅevisem
Fig. 2 Test element with overhang

Obr. 3 ZkuÅ¡ebnà prvek s tvarovÄ profilovanou stÄnou
Fig. 3 Test element with profiled wall
Geometrie tiÅ¡tÄnÃœch prvků


Obr. 4 PÅÃklady struktur tiÅ¡tÄného stÄnového prvku: vlevo rovná stÄna, vpravo profilovaná stÄna
Fig. 4 Examples of structure of the printed wall element: on the left plain wall, on the right profiled wall
Samotnou a nedÃlnou disciplÃnou 3D tisku je pÅÃprava dat pro tisk. Od tvarovánà samotnÃœch tiskovÃœch objektů aÅŸ po volbu vhodné tiskové strategie a parametrů. Tvarovánà objektů bylo ze zaÄátku podÅizovalo pÅedevÅ¡Ãm nutnosti zkalibrovat tiskové nastavenà a vytisknout vzorky pro stanovenà základnÃch mechanickÃœch vlastnostà vytiÅ¡tÄného materiálu. V momentÄ zvládnutà jednoduchÃœch tiskovÃœch úloh se tÄÅŸiÅ¡tÄ experimentů pÅesunulo k tvarovánà objektů za úÄelem odzkouÅ¡enà hranic tiskového systému a také k hledánà optimálnÃho tvaru pro 3D tisk konstrukcÃ. ObecnÄ ze zkouÅ¡ek vycházà pro vÃœrobu 3D tiskem tvarovat tiÅ¡tÄné prvky do prohnutÃœch tvarů a co nejvÃce omezit ostré rohy. S dobrÃœmi vÃœsledky probÄhly napÅÃklad experimenty s kÅÃÅŸenÃm tiskové dráhy v jedné vrstvÄ. Takto tiÅ¡tÄnÃœ průnik zaruÄuje dobré propojenà tiskové hmoty a nedocházà k obÄasné půdorysné delaminaci tiskovÃœch stop, jako bylo pozorováno u bodovÄ nebo teÄnÄ napojenÃœch tiskovÃœch stop.
PÅedmÄtem dalÅ¡Ãho zkouÅ¡enà bylo mimo jiné také architektonicko-estetické pojednánà tiÅ¡tÄného povrchu, které zároveÅ respektuje vÜše zmÃnÄné poznatky. Práce s geometrià tiskové stopy v rámci linky povrchu umoÅŸÅuje libovolné vzorkovánà povrchu. NapÅÃklad kombinacà průniků vrstev posunutÃœch o polovinu vÜšky tiskové vrstvy vznikl dekorativnà povrch bez prasklin a defektů, které by mohly vznikat pÅi tuhnutà vÃœtisku (obr. 4). Dlouhodobé úÄinky objemovÃœch zmÄn a odolnosti povrchu jsou pÅedmÄtem dalÅ¡Ã Äásti vÃœzkumu.
Tvorba modelů a ÅÃzenÃ
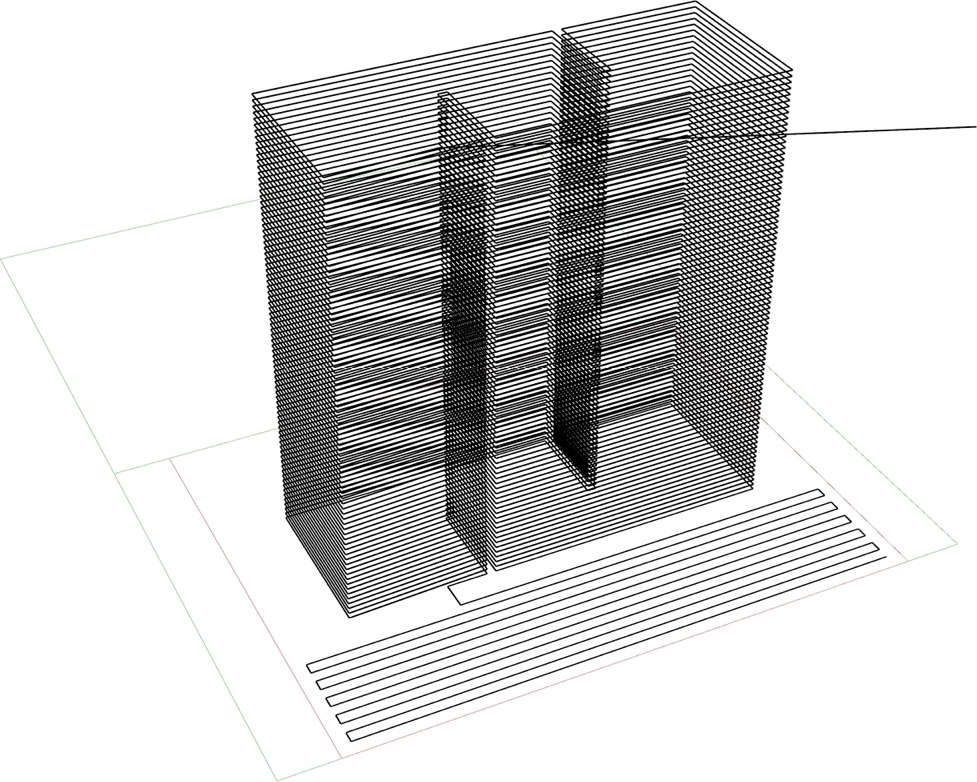
Obr. 5 TiskovÃœ model stÄnového prvku
Fig. 5 Printing model of wall element
Pro prvnà pokusy ÅÃzenà Testbedu byl pouÅŸit ruÄnÄ psanÃœ G-kód – v zásadÄ pro tisk jednoduchÃœch tvarů jako Ätverce a kruhy. Pro dalÅ¡Ã pokusy a moÅŸnost jednoduÅ¡Å¡Ãho zadávánà sloÅŸitÄjÅ¡Ãch tvarů a průniků tiskovÃœch drah byl pÅipraven skript v grafickém programovacÃm prostÅedà Grasshopper pro Rhinoceros3D. V úvodu Å¡lo pouze o pÅevod kÅivek na G-kód v potÅebném formátu, pozdÄji pÅibyla moÅŸnost zadat pÅÃmo 3D objekt a parametricky nastavit roztiskávácà dráhu (pro ustálenà pomÄrů v tiskové hlavÄ) pÅed samotnÃœm tiskem objektu (obr. 5). PostupnÄ byly pÅidávány dalÅ¡Ã moÅŸnosti parametrizace nÄkterÃœch nastavenÃ. Tento slicer také umoÅŸnuje zadat tiskovou dráhu s promÄnnou zetovou souÅadnicà – jednotlivé tiskové vrstvy tak nemusà bÃœt pouze vodorovné – tzv. non-planar printing. BÄhem testovánà takto vyvstaly nÄkteré praktické problémy a stabilizovaly se postupy pÅÃpravy materiálu i zaÅÃzenà a nÄkteré z tÄchto postupů bylo moÅŸné automatizovat. V rámci ÅeÅ¡enà projektu byl na Technické univerzitÄ v Liberci vyvinut program Starslicer, kterÃœ je komplexnÄjÅ¡Ãm ÅeÅ¡enÃm, optimalizovanÃœm pro tisk cementovÃœch smÄsÃ. V základu obsahuje moÅŸnost nastavenà mnoha parametrů, jako napÅÃklad pÅizpůsobenà rychlosti tisku poÅŸadovanému tiskovému Äasu na jednu vrstvu nebo moÅŸnost spirálové dráhy tisku a plnÄ vyuÅŸÃvá moÅŸnostà testovacà platformy. VÃœhodou daného softwaru je právÄ jeho vÃœvoj na mÃru poÅŸadovaného tiskového zaÅÃzenà a tiÅ¡tÄnÃœch prvků, a tedy moÅŸnost jeho stálé optimalizace na základÄ zÃskanÃœch zkuÅ¡enostÃ.
Experimentálnà zkoušky

Obr. 6 StÄnovÃœ prvek po tisku a vyplnÄnÃœ izolacÃ
Fig. 6 Printed wall element after the print and filled by the inslulation
ZákladnÃm stavebnÃm kamenem 3D tisku jsou fyzikálnÄ mechanické parametry vytiÅ¡tÄnÃœch objektů, pÅÃpadnÄ jejich dÃlÄÃch ÄástÃ. V úvodnà fázi projektu byly zkouÅ¡eny vzorky pÅipravované ÅezánÃm z vytiÅ¡tÄnÃœch prvků tak, by byly ovÄÅeny vlastnosti smÄsi po tisku a zpÄtnÄ mohla bÃœt smÄs optimalizována. V dalÅ¡Ã fázi se jiÅŸ tisk vÄnoval návrhu a tisku tenkostÄnnÃœch prvků a zatÄÅŸovacÃm zkouÅ¡kám takto vytiÅ¡tÄnÃœch struktur. PÅÃkladem tiÅ¡tÄného tenkostÄnného stÄnového prvku je napÅÃklad segment stÄny na následujÃcÃm obrázku (obr. 6). Prvek má tlouÅ¡Å¥ku stÄny (Å¡ÃÅku tiskové stopy) 20 mm. Å ÃÅka tiskové stopy můşe obecnÄ u dané tiskové hlavy s vÃœmÄnnÃœmi tryskami variovat v rozmezà 20–50 mm. V pÅÃpadÄ tisku in-situ lze modifikovat jak smÄs, tak i Å¡ÃÅku tiskové stopy – pro laboratornà pomÄry je toto zvolené rozmezà dostateÄné. U obvodovÃœch stÄn u tohoto stÄnového prvku nabÃzà moÅŸnost vyplnÄnà dutiny prvku sypanou nebo litou tepelnou izolacÃ. TiÅ¡tÄné objekty dosahujà vÜšky 80–90 cm kterÃœ je aktuálnÄ limitem pro laboratornà tiskové zaÅÃzenÃ. Rychlost tisku a parametry smÄsi jsou ale nastaveny tak, aby mohl tisk kontinuálnÄ probÃhat nejen do 80 cm ale vÜše. I z tohoto důvodu je snaha o tisk velmi tenkÃœch prvků, umoÅŸÅujÃcà podchytit pÅÃpadnÃœ stabilitnà problém ve fázi tisku i u nejnepÅÃznivÄjÅ¡Ã varianty velmi subtilnÃho prvku.
Vizà projektu je tisk nejen vertikálnÃch konstrukcà ale komplexnÃho tisku celého systému, tedy i tisku horizontálnà konstrukce. VyuÅŸità technologie 3D tisku pro vodorovné konstrukce má svá omezenÃ, plynoucà jednak z nemoÅŸnosti „tisku do vzduchu“ a dále z nutnosti vyztuÅŸovánà ohÃœbanÃœch prvků v taÅŸenÃœch oblastech. Z toho plyne, ÅŸe 3D tisk vodorovnÃœch nosnÃœch prvků bude pravdÄpodobnÄ omezen na prefabrikáty, tiÅ¡tÄné na tuhé podloÅŸce. Pro vyztuÅŸovánà ohÃœbaného tiÅ¡tÄného prvku jsou ve svÄtÄ vyvÃjeny jednak systémy, kdy je ohebná vÃœztuÅŸ ukládána průbÄÅŸnÄ pÅi tisku pÅÃmo upravenou tiskovou hlavou a dále systémy, kdy je tisková hmota vyztuÅŸena pouze rozptÃœlenou vÃœztuÅŸÃ vlákny různÃœch typů a vlastnostÃ. ObÄ tyto moÅŸnosti jsou hloubÄji zkoumány. Na následujÃcÃm obrázku je pÅÃhradovÃœ nosnÃk stropu, vytiÅ¡tÄnÃœ tiskovou stopou Å¡ÃÅky 40 mm. NosnÃk je vyztuÅŸenÃœ betonáÅskou vÃœztuÅŸÃ profilu 6 mm, vloÅŸenou mezi tiskové vrstvy ruÄnÄ v průbÄhu tisku. Nosná vÃœztuÅŸ je uloÅŸena pouze do spodnÃho pasu a do taÅŸenÃœch diagonál. Hornà tlaÄenÃœ pas je konstruktivnÄ vyztuÅŸen dvÄma profily betonáÅské vÃœztuÅŸe o průmÄru 6 mm s ohledem na manipulaci s prvkem pÅi dopravÄ a montáşi. Jde o prvnà prototyp nosnÃku, vyrobenÃœ a testovanÃœ pÅedevÅ¡Ãm za úÄelem ovÄÅenà vzájemné soudrÅŸnosti tiskovÃœch vrstev a soudrÅŸnosti tiskové smÄsi s vÃœztuÅŸÃ. NosnÃk na obrázku má délku 2970 mm s ohledem na prostorové moÅŸnosti tiskového a zkuÅ¡ebnÃho zaÅÃzenà v laboratoÅi. Je ale navrÅŸen tak, aby vyhovÄl pro bytovou stavbu na rozpÄtà 6,0 m. PÅÃhradové nosnÃky na rozpÄtà 6 m lze navrhnout tak, aby srovnaná tlouÅ¡Å¥ka materiálu byla kolem 100 mm. Å ÃÅka tiskové stopy byla v tomto pÅÃpadÄ 40 mm. Na následujÃcÃm obrázku je vytiÅ¡tÄnÃœ vaznÃk.
Prvnà testy vaznÃku zatÄÅŸovaného ÄtyÅbodovÃœm ohybem ukazujà velmi dobré chovánà prvku, u kterého se neprojevily şádné známky delaminace tiskovÃœch vrstev a způsob poruÅ¡enÃ, kdy doÅ¡lo k pÅetrÅŸenà vÃœztuÅŸe dolnÃho pasu, byl v dobré shodÄ s pÅedpokladem statického vÃœpoÄtu. AktuálnÄ jsou zkoumány moÅŸnosti 3D tisku cementové smÄsi s rozptÃœlenou vÃœztuÅŸÃ.
VytiÅ¡tÄné prvky jsou podrobovány zatÄÅŸovacÃm zkouÅ¡kám jak v tlaku (svislé konstrukce) tak v ohybu (vodorovné konstrukce). Na obrázku 7 a 8 jsou testy únosnosti tlaÄeného a ohÃœbaného prvku v laboratoÅi Kloknerova ústavu ÄVUT. SouÄástà projektu jsou práce na tvorbÄ a optimalizaci vÃœpoÄtového modelu tak, aby bylo moÅŸno konfrontovat vÃœsledky testu v laboratoÅi s vÃœsledky vÃœpoÄtu a ve finále kontrolovat únosnost prvků pouze dostateÄnÄ spolehlivÃœm statickÃœm vÃœpoÄtem. VÃœpoÄty s vyuÅŸitÃm pokroÄilÃœch geometricky i fyzikálnÄ nelineárnÃch modelů jsou provádÄny ve spolupráci s firmou Äervenka Consulting s.r.o.

Obr. 7 ZkouÅ¡ka stÄnového prvku v tlaku
Fig. 7 Load-bearing test of wall element in compression

Obr. 8 ZkouÅ¡ka pÅÃhradového vaznÃku v ohybu
Fig. 8 Load-bearing test of beam element in flexion
ZávÄr
Aktuálnà pÅÃspÄvek má za úkol popsat obecnÄ stav poznánà TUL s KU zÃskaného v rámci ÅeÅ¡enà projektu 3D STAR a pokud moÅŸno dále rozÅ¡ÃÅit povÄdomà o 3D tisku cementovÃœch kompozitů napÅÃÄ stavebnictvÃm. Ukazuje se, ÅŸe moÅŸnosti 3D tisku mohou uspokojit poÅŸadavky jak na optimalizaci z hlediska Äasu a nákladů ale i doposud velmi pracnou snahu o tvarovou odliÅ¡nost a netradiÄnà design ale i tvarovou optimalizaci z hlediska namáhánÃ. VÃœsledkem aktuálnÃho projektu je komplexnà systém 3D tiskového zaÅÃzenÃ, pomocà kterého máme nynà moÅŸnost laboratornÄ testovat jak zaÅÃzenà jako takové, tak ladit cementovou smÄs z hlediska nejrůznÄjÅ¡Ãch poÅŸadavků Äi ovÄÅovat meze tiÅ¡tÄnÃœch struktur v návaznosti na jejich statické působenÃ. Technologicky se tento pÅÃstup aktuálnÄ jevà nejvhodnÄjÅ¡Ã z hlediska pÅipravovaného pÅesunu 3D tisku na pÅÃmo na staveniÅ¡tÄ a tisku pomocà robotického ramena. To je vyvÃjeno na TUL v rámci ÅeÅ¡eného projektu a bude vyuÅŸÃvat vÅ¡echny poznatky zÃskané z pÅedchozÃch zkuÅ¡enostà z 3D tisku.
PosuzovanÃœ pÅÃspÄvek popisuje vÃœvoj zaÅÃzenà pro 3D tisk cementovÃœch kompozitů a zabÃœvá se ambicióznÃm cÃlem, tedy vyuÅŸitÃm technologie jak pro nosné stÄnové konstrukce patrovÃœch staveb, tak pro stropnà konstrukce tÄchto budov. Dosud se technologie 3D tisku u nás i v zahraniÄà soustÅeÄuje zejména na vytváÅenà specifickÃœch, tvarovÄ sloÅŸitÃœch konstrukÄnÃch prvků, plnÃcÃch spÃÅ¡e vÅ¡ak roli tzv. „zahradnà architektury“. Realizace experimentálnÃch staveb vycházà pak pÅeváşnÄ z vytváÅenà svislÃœch nosnÃœch stÄn, pÅÃpadnÄ skoÅepin.
PÅÃspÄvek velice podrobnÄ, pÅehlednÄ a systematicky popisuje vÃœvoj vhodné „tiskové hlavy“, tak i celou strukturu experimentů a v rámci nÄj vytvoÅenÃœch prvků. RelativnÄ pionÃœrskÃœm poÄinem je vytvoÅenà „pÅÃhradového vaznÃku“ tak, jak je na jednom z obrázků v publikaci zachycen. Publikace bude velmi cenná jak pro nepouÄeného, tak i ÄásteÄnÄ pouÄeného ÄtenáÅe vzhledem k tomu, ÅŸe k oblasti 3D tisku se váşe Åada Äasto pÅehnanÄ optimistickÃœch oÄekávánÃ. PÅednostà Älánku je, ÅŸe vyzdvihuje pÅednosti, ale nezastÃrá i komplikace, které jsou s 3D tiskem ÅŸelezobetonovÃœch konstrukcà spojeny.
3D tisk je nepochybnÄ v iniciaÄnà fázi vÃœvoje, a to jak po stránce technické, tak i ekonomické. SoupeÅit co do efektivnosti s tradiÄnÃmi ÅŸelezobetonovÃœmi konstrukcemi aktuálnÄ pravdÄpodobnÄ nemůşe. PodobnÄ vÅ¡ak zaÄÃnala v technické oblasti Åada technologiÃ, které se projevily jako velmi futuristické a po nÄkolika letech (desÃtkách let) se staly standardnà souÄástà průmyslové vÃœroby. Nechci pÅedbÃhat, co se tÃœká budoucÃch úvah, ale realizace trvale obydlenÃœch základen na MÄsÃci Äi na Marsu se bez 3D tisku rozhodnÄ neobejde.
Within the 3D-STAR project, the equipment for 3D printing of cement composites, printing of thin-walled structural elements and their testing is underway. The project is driven by the vision of using the technology both for the load-bearing wall structures of multi-storey buildings and for the ceiling structures of these buildings. The technology of 3D printing of cement mixtures has a number of differences compared to conventional concrete structures. The advantages of this technology include the ability to print complex elements, the implementation of which is otherwise extremely complicated, to systematize the construction of multi-storey buildings and to optimize the total material and time costs of construction.