Rovnomárnost rozptû§lenûÙ drûÀtké₤ ve struktuée drûÀtkobetonu
DrûÀtkobeton se stûÀle vûÙce uplatéuje ve stavebnûÙ vû§robá tam, kde lze vyuéƒûÙt jeho vlastnostûÙ – zejmûˋna tahovûˋ a reziduûÀlnûÙ pevnosti po vzniku trhlin. Pro aplikace v nosnû§ch drûÀtkobetonovû§ch konstrukcûÙch je téeba zajistit rovnomárnost rozptû§lenûÙ ocelovû§ch drûÀtké₤ v jeho struktuée. PéûÙspávek shrnuje dosavadnûÙ poznatky o vû§robá drûÀtkobetonu a zkuéÀebnûÙch metodûÀch, kterû§mi lze sledovat rovnomárnost rozptû§lenûÙ drûÀtké₤ jak v áerstvûˋm, tak v zatvrdlûˋm drûÀtkobetonu.

ilustraánûÙ obrûÀzek © Aisyaqilumar - Fotolia.com
1. ûvod
Kompozity s cementovou matricûÙ se ukazujûÙ v souáasnûˋ dobá jako vhodnû§ stavebnûÙ materiûÀl. PéispûÙvajûÙ k tomu uéƒûÙvanûˋ péûÙmási ré₤znû§ch typé₤ vlûÀken (ocel, sklo, syntetika, …), kterûˋ rovnomárná rozptû§lenûˋ ve struktuée kompozit ztuéƒujûÙ jejich strukturu a uráujûÙ jejich materiûÀlovûˋ charakteristiky.
Kompozit s vlûÀkny ocelovû§mi, nazû§vanû§ u nûÀs drûÀtkobetonem, vykazuje nejvûÙce pozitivnûÙch charakteristik oproti kompozité₤m s péûÙmásemi vlûÀken ostatnûÙch typé₤. Tato skuteánost vede k vû§znamnû§ch efekté₤m ekonomickû§m a praktickûˋho uéƒitûÙ tohoto materiûÀlu ve stavebnictvûÙ. ProkûÀzanûˋ charakteristiky drûÀtkobetonu, odvozenûˋ ze zkouéÀek, a efekty plynoucûÙ z reûÀlnû§ch aplikacûÙ nekorespondujûÙ s charakteristikami, kterûˋ byly déûÙve prokûÀzûÀny u drûÀtkobetoné₤ s vyéÀéÀûÙmi hmotnostnûÙmi dûÀvkami drûÀtké₤. V souáasnûˋ dobá je reûÀlnûÀ vû§roba drûÀtkobetonu ovlivnána tlakem na nûÙzkûˋ finanánûÙ nûÀklady (malûˋ hmotnostnûÙ dûÀvky drûÀtké₤, vû§roba áerstvûˋho drûÀtkobetonu v mixech, …).
V péûÙspávku je poukûÀzûÀno na dûÙláûÙ etapy vû§roby drûÀtkobetonu, ve kterû§ch je nejvûÙce ovlivnána struktura kompozita. Poéƒadavek, éƒe drûÀtky musûÙ bû§t ve struktuée rozptû§leny rovnomárná, je zûÀsadnûÙ. Rovnomárnost rozptû§lenûÙ drûÀtké₤ uráuje homogenitu drûÀtkobetonu. V reûÀlnû§ch podmûÙnkûÀch lze véÀak ve vû§robá drûÀtkobetonu dosahovat pouze kvazihomogenitu drûÀtkobetonu, kterûÀ je stûÀle jeéÀtá zûÀrukou vlastnostûÙ drûÀtkobetonu vyuéƒitelnû§ch péi nûÀvrhu reûÀlnû§ch konstrukcûÙ.
2. FûÀze vû§roby drûÀtkobetonu
2.1 NûÀvrh receptury drûÀtkobetonu
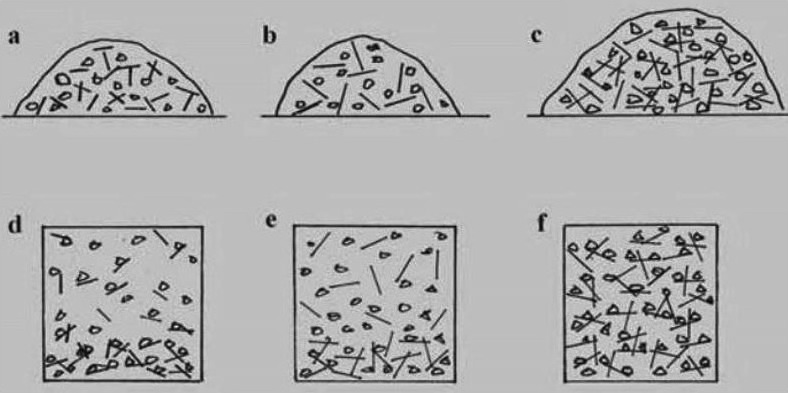
Obr. 1 Struktura drûÀtkobetonu
UéƒûÙvanûˋ drûÀtky k vû§robá drûÀtkobetonu majûÙ nejré₤znájéÀûÙ geometrickûˋ tvary. PéedevéÀûÙm dûˋlky drûÀtké₤ 40 aéƒ 60 mm, kterûˋ se v souáasnosti velmi áasto uéƒûÙvajûÙ péi vû§robá drûÀtkobetonu, jsou naprosto tvarová nevhodnou péûÙmásûÙ péi porovnûÀnûÙ s poéƒadavky na tvar a hmotnostnûÙ dûÀvku hrubûˋ frakce kameniva. Jsou véÀak vhodnou sloéƒkou, kterûÀ péi rovnomárnûˋm rozptû§lenûÙ drûÀtké₤ brûÀnûÙ tomu, aby péi zpracovûÀnûÙ, neboli hutnánûÙ drûÀtkobetonovûˋ smási dochûÀzelo k segregaci hrubû§ch zrn kameniva i drûÀtké₤. Na Obr. 1 jsou oba efekty schematicky zobrazeny.
Z uvedenûˋho jednoznaáná plyne, éƒe volbou dûˋlky drûÀtku a hmotnostnûÙch dûÀvek zrn hrubûˋ frakce kameniva a drûÀtké₤, lze segregaci hrubû§ch zrn kameniva a drûÀtké₤ zabrûÀnit.
Podle uvedenûˋho je zéejmûˋ, éƒe receptury – sloéƒenûÙ smási drûÀtkobetonu – je téeba navrhovat. Nelze jen drûÀtky nûÀhodná zvolenû§ch typé₤ péidûÀvat do smási vyrûÀbánûˋho betonu libovolnûˋ pevnostnûÙ téûÙdy. VéÀe je zéejmûˋ z Obr. 1, kde jsou zobrazeny struktury áerstvûˋho drûÀtkobetonu s ré₤znû§mi hmotnostnûÙmi koncentracemi drûÀtké₤ a struktury zpracovanûˋho drûÀtkobetonu.
2.2 Postup dûÀvkovûÀnûÙ sloéƒek drûÀtkobetonu
Podle dlouhodobû§ch zkuéÀenostûÙ autoéi péûÙspávku doporuáujûÙ dûÀvkovûÀnûÙ drûÀtké₤ jako poslednûÙ sloéƒku drûÀtkobetonu – napé. pomocûÙ rozdruéƒovaáe. DûÙky rozdruéƒovaái drûÀtky padajûÙ jednotlivá za stûÀlûˋho mûÙchûÀnûÙ do jiéƒ rozmûÙchanûˋ betonovûˋ smási, coéƒ mûÀ vliv na rovnomárnost jejich rozptû§lenûÙ a minimûÀlnûÙ dûˋlku mûÙchûÀnûÙ smási i s drûÀtky. Po nadûÀvkovûÀnûÙ drûÀtké₤ je vhodnûˋ smás drûÀtkobetonu z mûÙchaáky s nucenû§m obáhem vypustit do péipravenûˋho péepravnûÙho zaéûÙzenûÙ, napé. automixu.
Jinû§ zpé₤sob dûÀvkovûÀnûÙ drûÀtké₤ ovlivnûÙ dûˋlku mûÙchûÀnûÙ smási s drûÀtky, coéƒ mé₤éƒe mûÙt negativnûÙ vliv na zmánu geometrickûˋho tvaru drûÀtké₤, na shlukovûÀnûÙ drûÀtké₤ (tzv. jeéƒky), na odbár elektrickûˋho proudu a zvû§éÀenûÙ otáru vyvloéƒkovûÀnûÙ mûÙchaáky.
3. Kontrola rovnomárnosti rozptû§lenûÙ drûÀtké₤
Kontrola rovnomárnosti rozptû§lenûÙ drûÀtké₤ ve struktuée drûÀtkobetonu je v souáasnûˋ dobá nedokonalûÀ. K dispozici jsou u áerstvûˋho betonu pouze vizuûÀlnûÙ kontrola homogenity a kontrola separace drûÀtké₤ z malû§ch odbáré₤ drûÀtkobetonovûˋ smási. U ztvrdlûˋho drûÀtkobetonu se lze orientovat podle vû§sledké₤ pré₤kaznûÙch zkouéÀek.
V álûÀnku je popsûÀn nûÀvrh novûˋ zkouéÀky tzv. segregace drûÀtké₤ vlivem zvolenûˋho zpracovûÀnûÙ – hutnánûÙ drûÀtkobetonovûˋ smási. Tato zkouéÀka by mála rozéÀûÙéit moéƒnosti ováéovûÀnûÙ rovnomárnosti rozptû§lenûÙ drûÀtké₤ v drûÀtkobetonovûˋ smási jeéÀtá péed samotnou betonûÀéƒûÙ. Vû§sledky zkouéÀky segregace drûÀtké₤ by mály upozornit navrhovatele, éƒe je jeéÀtá áas na û¤pravu sloéƒenûÙ áerstvûˋho drûÀtkobetonu péed zahûÀjenûÙm jeho vû§roby.
Pokud se prokûÀéƒe éÀpatnûˋ – nerovnomárnûˋ – rozptû§lenûÙ drûÀtké₤ u vzorké₤ odebranû§ch ztvrdlû§ch drûÀtkobetoné₤, napé. vû§vrté₤, je jiéƒ pozdá. Péesto v souáasnûˋ dobá existuje jiéƒ velkûÀ éada zkouéÀek, kterû§mi se prokazuje rovnomárnost rozptû§lenûÙ drûÀtké₤ ve ztvrdlûˋm drûÀtkobetonu.
4. ZkouéÀka segregace drûÀtké₤ v áerstvûˋm drûÀtkobetonu vlivem hutnánûÙ
Pomé₤cky – péûÙpravky k provedenûÙ zkouéÀky:

Obr. 2 Dálenû§ vûÀlec

Obr. 3 Dozometr
- NûÀdoba (napé. vûÀlec min. pré₤máru 150 mm a vû§éÀky 300 mm – Obr. 2) dálenûÀ po vû§éÀce na dvá poloviny;
- Dozometr (Obr. 3), kterû§ slouéƒûÙ k rychlûˋ separaci drûÀtké₤ ze dvou zûÙskanû§ch objemé₤ drûÀtkobetonu z hodnûÙ a spodnûÙ poloviny nûÀdoby;
- VûÀhy s péesnostûÙ na gramy.
Postup zkouéÀky:
- NûÀdoba se naplnûÙ drûÀtkobetonovou smásûÙ a zarovnûÀ se jejûÙ povrch – Obr. 4a.
- Potûˋ probáhne hutnánûÙ podle konzistence smási (napé. poklepem na nûÀdobu nebo vibracûÙ).
- ZmáéûÙ se pokles drûÀtkobetonu – obdoba staréÀûÙ zkouéÀky mûÙry zhutnánûÙ. Po sejmutûÙ hornûÙ áûÀsti vûÀlce (Obr. 4b) zûÙskûÀme dva objemy zhutnánûˋho drûÀtkobetonu – z dolnûÙ a hornûÙ áûÀsti zvlûÀéÀéË.
- Po provedenûˋ separaci drûÀtké₤ z obou objemé₤ se stanovûÙ procento segregace drûÀtké₤.

Obr. 4a Vû§roba zkuéÀebnûÙho vzorku – fûÀze vû§roby 1

Obr. 4b Vû§roba zkuéÀebnûÙho vzorku – fûÀze vû§roby 2

Obr. 4c Vû§roba zkuéÀebnûÙho vzorku – oddálenûˋ objemy rozdálenûˋho vûÀlce

Obr. 5 Separace drûÀtké₤

Obr. 6 Detail
Segregace [%] = hmotnost drûÀtké₤ v hornûÙ áûÀsti zkuéÀebnûÙ nûÀdoby (upravenû§ podle poklesu smási) dálenûÀ hmotnostûÙ drûÀtké₤ v dolnûÙ áûÀsti zkuéÀebnûÙ nûÀdoby.
Navrhovatel drûÀtkobetonovûˋ smási rozhodne podle velikosti procenta segregace o péûÙpadnûˋ û¤pravá sloéƒenûÙ drûÀtkobetonovûˋ smási péed péedûÀnûÙm receptury drûÀtkobetonu do vû§roby.
ZûÀvár
álûÀnek by mál bû§t kritikou zpé₤sobu vû§roby drûÀtkobetonu v souáasnosti. álûÀnek mûÀ bû§t souáasná nûÀvodem pro sprûÀvnou vû§robu kvazi-homogenûÙch drûÀtkobetoné₤. V éƒûÀdnûˋm péûÙpadá vû§éÀe uvedenûˋ nebrûÀnûÙ novû§m postupé₤m a inovacûÙm péi vû§robá drûÀtkobetonu, neboéË pokrok vû§roby drûÀtké₤ (slepovûÀnûÙ drûÀtké₤, …) a vû§konnájéÀûÙ strojnûÙ zaéûÙzenûÙ mohou péinûˋst novûˋ moéƒnosti i do budoucna.
PodákovûÀnûÙ
álûÀnek byl napsûÀn s péispánûÙm projektu Centrum pro efektivnûÙ a udréƒitelnou dopravnûÙ infrastrukturu (CESTI), kterû§ je éeéÀen za podpory programu Centra kompetence Technologickûˋ agentury áeskûˋ republiky (TAáR), áûÙslo projektu TE01020168.
Teoretickûˋ podklady pro prezentovanûˋ vû§sledky byly zûÙskûÀny za finanánûÙ podpory projektu GAáR 14-19561S.
Literatura
- áSN P 73 2450 VlûÀknobeton – Specifikace, vlastnosti, vû§roba a shoda, ûNMZ 2015
- áSN P 73 2451 VlûÀknobeton – ZkouéÀenûÙ áerstvûˋho vlûÀknobetonu, ûNMZ 2015
- áSN P 73 2452 VlûÀknobeton – ZkouéÀenûÙ zatvrdlûˋho vlûÀknobetonu, ûNMZ 2015
- VûÙtek Jan L., Smiéinskû§ Stanislav, Veselû§ Pavel, Veselû§ VladimûÙr: Rozptyl parametré₤ drûÀtkobetonu ve vazbá na zpé₤sob jeho vû§roby, FIBRE CONCRETE 2013, Praha
- HanzlovûÀ Hana, Vodiáka Jan, KrûÀtkû§ JiéûÙ: Information of normative process for fibrereinforced concrete standards in the czech republic, FIBRE CONCRETE 2015, Praha
- Techical Report No. 34 – Concrete industrial ground floors, Concrete society
- DAfStb-Richtlinie Stahlfaserbeton, Deutscher Ausschuss fû¥r Stahlbeton e.V. – DAfStb, Ausgabe MûÊrz 2010
- Richtlinie FASERBETON, ûsterreichische Vereinugung fû¥r Beton- und Bautechnik, Ausgabe 2002
- áSN 73 1312 StanovenûÙ zpracovatelnosti betonovûˋ smási
DrûÀtkobeton je v souáasnosti materiûÀlem, kterû§ je v praxi prakticky vû§hradná uéƒûÙvûÀn pro zhotovovûÀnûÙ pré₤myslovû§ch podlah. Tato technologie nabûÙzûÙ na rozdûÙl od klasickûˋho mákkûˋho vyztuéƒenûÙ podlahovûˋ desky relativná nejjednoduéÀéÀûÙ technologickû§ postup. OdpadûÀ sloéƒitûˋ armovûÀnûÙ, vûÀzûÀnûÙ vû§ztuéƒe a betonovûÀ smás je na mûÙsto dopravovûÀna vátéÀinou jen autodomûÙchûÀvaái a áerpûÀnûÙ betonovûˋ smási se vyuéƒûÙvûÀ jen omezená.
U velkorozmárovû§ch podlah je pak smás nivelovûÀna a hutnána speciûÀlnûÙmi „rozhrnovaái“ tzv. Laser Screedy, kterûˋ vytvoéûÙ jak potéebnou niveletu, tak i betonovou smás relativná tuéƒéÀûÙ konzistence péimáéená zhutnûÙ.
DrûÀtkovûÀ vû§ztuéƒ v tomto péûÙpadá áûÀsteáná plnûÙ statickou funkci, zejmûˋna véÀak umoéƒéuje vytvûÀéet vátéÀûÙ bezesparûˋ celky bez vzniku smréÀéËovacûÙch trhlin (aéƒ 36 × 36 m).
DûÀvkovûÀnûÙ se pohybuje báéƒná v intervalu od 20 do 30 kg, vû§jimeáná 35 kg drûÀtké₤ na metr krychlovû§ betonovûˋ smási.
ZûÀkladnûÙm problûˋmem tohoto technickûˋho postupu je véÀak homogenizace drûÀtké₤ betonovûˋ smási tak, jak na to poukazuje i posuzovanû§ péûÙspávek. Prakticky vû§hradná se pouéƒûÙvûÀ dûÀvkovûÀnûÙ drûÀtké₤ do prûÀzdnûˋho autodomûÙchûÀvaáe a po doplnánûÙ betonovûˋ smási pak k mûÙchûÀnûÙ dochûÀzûÙ prakticky pouze báhem péepravy. Rovnomárnost homogenizace drûÀtké₤ v tûˋto „pseudospûÀdovûˋ mûÙchaáce“, jakou je autodomûÙchûÀvaá, je problematickûÀ, coéƒ opakovaná dokazujûÙ mnoéƒstvûÙ drûÀtké₤, kterûÀ jsou extrahovûÀna z jûÀdrovû§ch vû§vrté₤, odebûÙranû§ch z dohotovenû§ch podlah.
Péi dûÀvkûÀch drûÀtké₤ na û¤rovni 25 kg se dûÙláûÙ hodnoty obvykle pohybujûÙ v intervalu od 15 do 25 kg/m3 s tûÙm, éƒe vû§znamnûÀ áûÀst drûÀtké₤ je situovûÀna ve shlucûÙch (tzv. jeéƒcûÙch), kterûˋ jsou véÀak nákolika nûÀhodná odebûÙranû§mi vû§vrty obvykle nepostiéƒeny.
DûÀvkovûÀnûÙ drûÀtké₤ péûÙmo do mûÙchaáky centrûÀlnûÙ betonûÀrny je z bezpeánostnûÙch dé₤vodé₤ prakticky vylouáenûˋ. Jedinû§m akceptovatelnû§m kompromisem je pak plnánûÙ drûÀtké₤ do autodomûÙchûÀvaáe, naplnánûˋho betonovou smásûÙ, a to po jejich rozdruéƒenûÙ buá transportnûÙm pûÀsem, nebo fukarem.
Z toho je zéejmûˋ, éƒe zûÀkladnûÙ segregace drûÀtké₤ vznikûÀ v procesu mûÙchûÀnûÙ, nikoliv tak, jak je tomu u báéƒnûˋ betonovûˋ smási v péûÙpadá kameniva péi jeho hutnánûÙ.
Metodika, popsanûÀ v posuzovanûˋm péûÙspávku, tedy mé₤éƒe postihovat nehomogenity, vyplû§vajûÙcûÙ péedevéÀûÙm z nerovnomárnûˋho vmûÙchûÀnûÙ drûÀtké₤ do betonovûˋ smási.
Klasickou segregaci, vznikajûÙcûÙ v pré₤báhu uklûÀdûÀnûÙ a hutnánûÙ betonovûˋ smási, povaéƒuji za mûˋná vû§znamnou. Péesto publikovanû§ péûÙspávek povaéƒuji za péûÙnosnû§, protoéƒe odbornou veéejnost zéetelná upozoréuje na problematiku homogenizace drûÀtké₤, vhodnû§ technologickû§ postup i rizika souvisejûÙcûÙ s jeho nedodréƒenûÙm.
MimoéûÀdná uéƒiteánûˋ by bylo navréƒenou metodiku vyuéƒûÙt péûÙmo in situ péi realizaci konkrûˋtnûÙ betonovûˋ podlahy postupnû§m testovûÀnûÙm betonovûˋ smási z nákolika nûÀsledujûÙcûÙch autodomûÙchûÀvaáé₤.
Na zûÀkladá takto provedenû§ch zkouéÀek by pak bylo moéƒnûˋ i mnohem realistiátáji posoudit vliv drûÀtké₤ na statickûˋ vyztuéƒenûÙ betonu. V dosud standardná provûÀdánû§ch statickû§ch nûÀvrzûÙch dûÀvek drûÀtké₤ se automaticky péedpoklûÀdûÀ jejich rovnomárnûˋ rozptû§lenûÙ, i kdyéƒ skuteánûˋ rozptû§lenûÙ je znaáná nerovnomárnûˋ.
Fibre-reinforced concrete is increasingly used in structures where its properties can be utilized - especially tensile and residual strength after cracking. For applications in load-bearing fibre-reinforced concrete structures, it is necessary to ensure the uniformity of the steel fibres distribution in its structure. The paper summarizes the current knowledge of fibre-reinforced concrete production and test methods, which can be used to monitor the uniformity of fibres distribution in both fresh and hardened fibre-reinforced concrete.