Vliv rÅŸznÃẄch abrazivnÃch materiÃḂlÅŸ na povrch skla
Sklo jako souÄÃḂst stavby se na modernÃch i historickÃẄch budovÃḂch vyskytuje v rÅŸznÃẄch formÃḂch, aÅċ uÅẅ jako vÃẄplÅ otvorÅŸ nebo jako aplikace na povrchu stavby. Jeho pÅÃtomnost je proto nutné zohlednit pÅi sanaÄnÃch zÃḂsazÃch. Mechanické metody ÄiÅḂtÄnà skla, konkrétnÄ pomocà abrazivnÃch materiÃḂlÅŸ, nejsou v restaurÃḂtorské praxi pÅÃliÅḂ bÄÅẅné. PÅesto byly vyuÅẅity pÅi poslednÃm zÃḂsahu na mozaice PoslednÃho soudu na katedrÃḂle Sv. VÃta v Praze. V pÅÃspÄvku je diskutovÃḂno, zda je vhodné opakovanÄ pouÅẅÃvat techniku otryskÃḂvÃḂnà povrchu skla za ÃẃÄelem jeho ÄiÅḂtÄnÃ/odstranÄnà koroznÃch vrstev z povrchu skla.
1. Ãvod
PraktickÃḂ aplikace skel ve stavebnà konstrukci vyÅẅaduje znalost chovÃḂnà skla v pevném stavu a za podmÃnek vyuÅẅÃvÃḂnà stavby [1]. Mezi zÃḂkladnà vlastnosti skla patÅà tvrdost, pevnost a chemickÃḂ odolnost.S poslednà zmiÅovanou vlastnostà souvisà vznik koroznÃch vrstev. U historickÃẄch skel se Äasto vyskytuje, a to jak koroznà dealkalizovanÃḂ vrstva skla (na bÃḂzi gelu SiO2), tak vrstva vzniklÃḂ sekundÃḂrnÄ precipitacà koroznÃch produktÅŸ (Äasto se jednÃḂ o sÃrany a uhliÄitany) [2]. ZÃḂsadnÃm faktorem ovlivÅujÃcÃm stupeÅ poÅḂkozenà a proces koroze je chemické sloÅẅenà skla. TlouÅḂÅċka koroznÃch vrstev vÅḂak mÅŸÅẅe zÃḂviset jak na sloÅẅenà skla, tak na jeho stÃḂÅà a intenzitÄ vlivÅŸ okolnÃho prostÅedà [3, 4].
ÄiÅḂtÄnà povrchu skla je nevratnÃẄ sanaÄnà proces. CÃlem ÄiÅḂtÄnà je obvykle odstranÄnà vrstvy koroznÃch produktÅŸ se souÄasnÃẄm zachovÃḂnÃm dealkalizované vrstvy skla. Metody ÄiÅḂtÄnà mohou bÃẄt rozdÄleny do tÅà skupin, a to na metody na bÃḂzi rozpouÅḂtÄdel, chemické metody a mechanické metody, kam patÅà mimo jiné i abrazivnà ÄiÅḂtÄnÃ. PrimÃḂrnà znalostà pro ÃẃspÄÅḂnou sanaci je znalost chemické povahy a struktury koroznÃch produktÅŸ/nÃḂnosÅŸ, které majà bÃẄt odstranÄny [5, 6]. DÅŸleÅẅité je si uvÄdomit, Åẅe ÄiÅḂtÄnà znamenÃḂ odstranÄnà usazenin a koroznÃch vrstev tak, aby byl zachovÃḂn pÅŸvodnà materiÃḂl a nedoÅḂlo k jeho poÅḂkozenà [5].
V experimentÃḂlnà studii, kterÃḂ je pÅedmÄtem tohoto ÄlÃḂnku, byla sledovÃḂna kvalita povrchu skla po aplikaci mechanického ÄiÅḂtÄnà pÅi pouÅẅità rÅŸznÃẄch abrazivnÃch materiÃḂlÅŸ. NerovnomÄrnÄ oÅḂetÅenÃẄ povrch totiÅẅ mÅŸÅẅe Äinit problém pÅi nanÃḂÅḂenà ochrannÃẄch lakÅŸ, které majà za Ãẃkol chrÃḂnit mozaiku PoslednÃho soudu umÃstÄnou na Zlaté brÃḂnÄ na katedrÃḂle Sv. VÃta v Praze pÅed poÅḂkozenÃm a korozÃ.
2. ExperimentÃḂlnà ÄÃḂst
Abraziva
Pro otryskÃḂvÃḂnà byly pouÅẅity dva typy materiÃḂlu. PrvnÃm typem bylo abrazivum, tzv. crushed glass (dÃḂle také jako CG s rozmÄrem 64 µm a 115 µm), neboli drcené sklo (dodavatel Crystal Mark, Inc.) [7] a druhÃẄm typem abraziva byla balotina (dÃḂle také jako BAL s rozmÄrem ÄÃḂstic do 50 µm, 70–110 µm a 200–300 µm) od firmy Krampe Harex [8]. Na zÃḂkladÄ analÃẄzy rentgenové fluorescenÄnà analÃẄzy (dÃḂle také jako XRF) lze vÅḂechna abraziva hodnotit jako sodno-vÃḂpenatÃḂ skla s obsahem SiO2 70 hm. % bez vÃẄraznÄjÅḂÃch rozdÃlÅŸ ve sloÅẅenÃ.
Vzorky skla
Byly testovÃḂny dva typy skel – (a) skla, kterÃḂ se pouÅẅÃvajà dnes pro vÃẄrobu vitrÃḂÅẅÃ, liÅḂÃcà se stÃḂÅÃm (A, B) a (b) laboratornÄ utavenÃḂ skla (C, D). Skla C a D byla utavena cÃlenÄ podle zjiÅḂtÄného sloÅẅenà skla z mozaiky PoslednÃho soudu na katedrÃḂle Svatého VÃta. SloÅẅenà testovanÃẄch skel je uvedeno v Tab. 1.
| PouÅẅité vzorky skla | ||||
|---|---|---|---|---|
| Typ A | Typ B | Typ C | Typ D | |
| SiO2 | 67,21 | 68,57 | 20,36 | 42,91 |
| Na2O | 17,53 | 15,73 | – | 1,51 |
| CaO | 12,63 | 10,03 | 0,61 | 23,66 |
| MgO | 0,96 | 3,78 | 0,86 | 2,23 |
| SO3 | 0,79 | 1,03 | – | – |
| Al2O3 | 0,55 | 0,41 | 3,82 | 1,54 |
| K2O | 0,09 | 0,25 | 0,17 | 25,62 |
| Fe2O3 | 0,07 | 0,11 | 0,11 | 0,04 |
| Cl | 0,05 | 0,02 | – | – |
| TiO2 | 0,04 | 0,02 | 0,02 | 0,04 |
| As2O3 | 0,03 | 0,02 | 0,05 | – |
| P2O5 | 0,01 | 0,01 | 0,31 | 0,92 |
| PbO | – | – | 72,78 | 1,21 |
| CuO | – | – | 0,57 | – |
| ZnO | – | – | 0,24 | 0,21 |
OtryskÃḂvÃḂnà vzorkÅŸ skla a zjiÅḂÅċovÃḂnà ÃẃbytkÅŸ hmotnosti
Vzorky skel o velikosti 3×3 cm byly otryskÃḂvÃḂny po dobu 30 a 60 sekund pod tlakem 269 kPa. Od kaÅẅdého typu skla byly tryskÃḂny vÅẅdy 3 vzorky jednÃm abrazivnÃm materiÃḂlem o urÄité velikosti. Po provedenà otryskÃḂvÃḂnà nÃḂsledovalo mechanické oÄiÅḂtÄnà a odmaÅḂtÄnà acetonem, vÃḂÅẅenà a vÃẄpoÄet hmotnostnÃho Ãẃbytku jednotlivÃẄch vzorkÅŸ.
OptickÃḂ mikroskopie a skenovacà elektronovÃḂ mikroskopie (dÃḂle jako SEM)
Vzorky skla i abrazivnà materiÃḂly byly zdokumentovÃḂny optickÃẄm mikroskopem Olympus BX51. Pro studium morfologie povrchu byl pouÅẅit skenovacà elektronovÃẄ mikroskop Hitachi S-4700.
MÄÅenà drsnosti povrchu vzorkÅŸ a mikrotvrdosti
Drsnost byla mÄÅena na pÅÃstroji Hommel tester T1000. MÄÅenÃḂ drÃḂha Äinila 1,8 mm a byla mÄÅena stÅednà aritmetickÃḂ odchylka drsnosti (Ra) a nejvÄtÅḂà hloubka drsnosti (Rt). Byly promÄÅeny pouze vzorky, které byly tryskÃḂny po dobu 60 sekund z dÅŸvodu rovnomÄrnÄjÅḂÃho otryskÃḂnà povrchu skla.
Mikrotvrdost byla mÄÅena na metalografickém svÄtelném mikroskopu Carl Zeiss Neophot 2 se zatÃÅẅenÃm 100 g. Vzorky skla byly nÃḂslednÄ snÃmÃḂny pomocà SEM pÅi pouÅẅità pÅÃstroje Hitachi S-4700 a byly odeÄteny délky ÃẃhlopÅÃÄek vrypÅŸ, podle nichÅẅ byla stanovena tvrdost jednotlivÃẄch vzorkÅŸ.
3. VÃẄsledky a diskuse
OtryskÃḂvÃḂnà a hmotnostnà Ãẃbytky
Ãbytky hmotnosti vzorkÅŸ po otryskÃḂvÃḂnà vzrÅŸstaly dle oÄekÃḂvÃḂnà s délkou otryskÃḂvÃḂnÃ. Je-li brÃḂn v potaz typ abrazivnÃho materiÃḂlu, patÅà vyÅḂÅḂà Ãẃbytky hmotnosti abrazivnÃmu materiÃḂlu crushed glass. Jsou-li porovnÃḂvÃḂna jednotlivÃḂ abraziva zvlÃḂÅḂÅċ, pak v pÅÃpadÄ crushed glass dochÃḂzà k nejvÄtÅḂÃm hmotnostnÃm ÃẃbytkÅŸm pÅi otryskÃḂvÃḂnà prÅŸmÄrnou velikostà ÄÃḂstic 115 µm po dobu 60 s (max. 0,69 %) a v pÅÃpadÄ abrazivnÃho materiÃḂlu balotiny nÃḂleÅẅà nejvÄtÅḂà hmotnostnà Ãẃbytky vzorkÅŸm skla otryskanÃẄm balotinou o velikosti ÄÃḂstic 200–300 µm po dobu 60 s (max. 0,66 %).
S ohledem na vÃẄsledky otryskÃḂvÃḂnà skel typu A a B byla modelovÃḂ skla otryskÃḂvÃḂna pouze pomocà crushed glass o prÅŸmÄrné velikosti ÄÃḂstic 64 µm po dobu ÅḂedesÃḂti sekund (obdobnÃẄ typ materiÃḂlu byl pouÅẅit i na mozaice PoslednÃho soudu). U skel typu A a B doÅḂlo v porovnÃḂnà se skly C a D k nÄkolikanÃḂsobnÄ niÅẅÅḂÃm ÃẃbytkÅŸm hmotnosti, pÅiÄemÅẅ nejmenÅḂà hmotnostnà Ãẃbytky byly pozorovÃḂny u skla typu B. PrÅŸmÄrné Ãẃbytky hmotnosti laboratornÄ utavenÃẄch skel jsou zaznamenÃḂny nÃÅẅe v tabulce (Tab. 2).
| PrÅŸmÄrnÃẄ Ãẃbytek hmotnosti [%] | SrovnÃḂnà oproti typu A | SrovnÃḂnà oproti typu B | |
|---|---|---|---|
| C/olovnaté | 5,09 | 24× vÃce | 61× vÃce |
| D/draselno-vÃḂpenaté | 1,99 | 9× vÃce | 24× vÃce |
DÅŸvodem nÄkolikanÃḂsobnÄ vyÅḂÅḂÃch ÃẃbytkÅŸ hmotnosti u laboratornÄ utavenÃẄch skel je jejich vÃẄraznÄ odliÅḂné chemické sloÅẅenà a s tÃm souvisejÃcà tvrdost skla. Data tabulky vÃẄÅḂe (Tab. 2) dobÅe korespondujà s vÃẄsledky uvedenÃẄmi v Tab. 3, kdy nejniÅẅÅḂà hodnota mikrotvrdosti podle Vickerse byla stanovena u olovnatého skla (Tab. 3, vzorek C), u kterého byl stanoven souÄasnÄ nejvyÅḂÅḂà Ãẃbytek hmotnosti bÄhem otryskÃḂvÃḂnà (Tab. 2). ObdobnÃẄ problém mÅŸÅẅe nastat u vzorkÅŸ historického skla, které mÃḂ Äasto odliÅḂné sloÅẅenà neÅẅ dneÅḂnà skla, resp. pouÅẅitÃẄ abrazivnà materiÃḂl na bÃḂzi skla.
OptickÃḂ mikroskopie a SEM
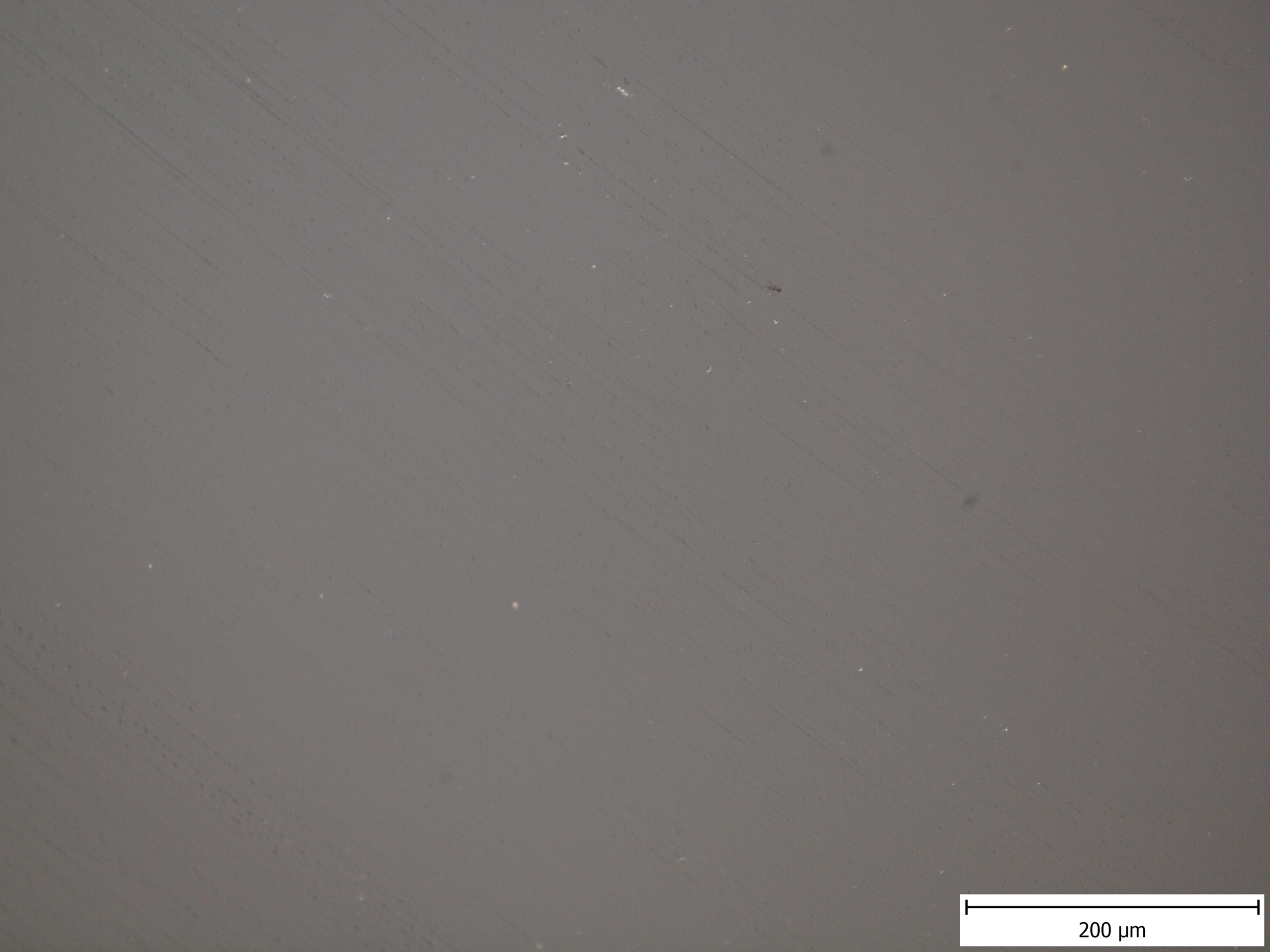
ObrÃḂzek 1 HladkÃẄ povrch skla pÅed otryskÃḂnÃm abrazivem (sklo typu A)
Z dÅŸvodÅŸ porovnÃḂnà kvality otryskÃḂvÃḂnà byl nejprve poÅÃzen snÃmek vzorku skla pÅed otryskem (Obr. 1). Ze snÃmku (Obr. 1) je patrné, Åẅe povrch skla pÅed otryskÃḂnÃm byl hladkÃẄ, bez vÃẄraznÃẄch nerovnostÃ. Po otryskÃḂnà doÅḂlo ke zdrsnÄnà pÅŸvodnÄ hladkého povrchu vÅḂech skel.
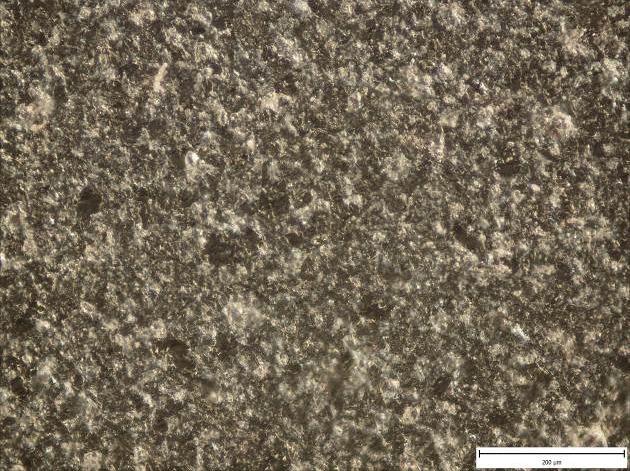
Morfologie povrchu otryskanÃẄch vzorkÅŸ zÃḂvisela pouze na pouÅẅitém abrazivu, vliv odliÅḂného sloÅẅenà skla nebyl zaznamenÃḂn. Velikost ÄÃḂstic v pÅÃpadÄ abraziva crushed glass nemÄla témÄÅ ÅẅÃḂdnÃẄ vliv na rovnomÄrnost otryskaného povrchu. V pÅÃpadÄ balotiny pak s rostoucà velikostà ÄÃḂstic pouÅẅitého abraziva doÅḂlo ke zvÃẄÅḂenà nerovnomÄrnosti otryskaného povrchu (Obr. 2).
a)
b)
ObrÃḂzek 2 PÅÃklad povrchu skla po otryskÃḂnà abrazivem typu crushed glass (do 64 µm). Sklo typu A (a). PÅÃklad povrchu skla po otryskÃḂnà balotinou (200–300 µm). Sklo typu A (b)
PÅi pouÅẅità balotiny bylo na nÄkterÃẄch mÃstech zÅetelnÄ viditelné poÅḂkozenà skla do hloubky. DÅŸvodem, proÄ bylo u materiÃḂlu crushed glass dosaÅẅeno rovnomÄrnÄjÅḂÃho otryskÃḂnà neÅẅ v pÅÃpadÄ pouÅẅità balotiny, je zÅejmÄ tvar ÄÃḂstic abrazivnÃho materiÃḂlu. V pÅÃpadÄ crushed glass se jednalo o drÅċ skla a ÄÃḂstice se mohly dostat lépe do kontaktu s povrchem vzorku a odstranit tak i vÃce hmoty materiÃḂlu. Na zÃḂkladÄ tÄchto poznatkÅŸ lze ÅÃci, Åẅe jako vhodnÄjÅḂà otryskÃḂvacà materiÃḂl se jevà abrazivo Crushed glass. Tento materiÃḂl o velikosti ÄÃḂstic 64 µm byl pak pouÅẅit pro oba typy modelovÃẄch skel.
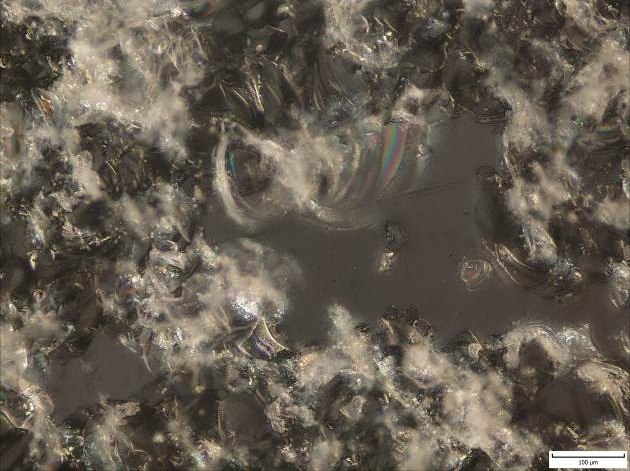
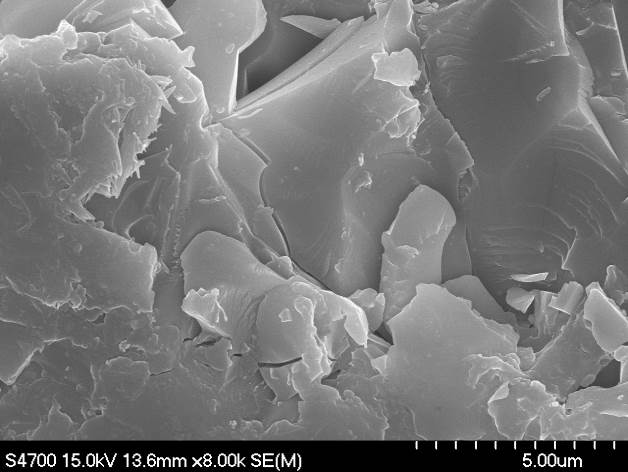
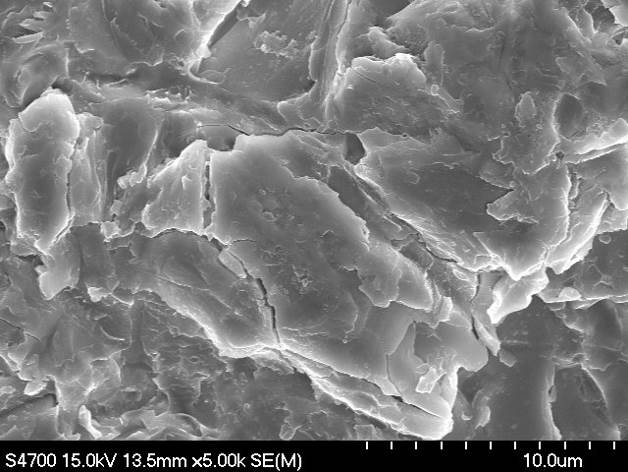
Na snÃmcÃch ze skenovacà elektronové mikroskopie bylo moÅẅné u vÅḂech otryskanÃẄch skel velmi dobÅe rozeznat praskliny v povrchu vzorkÅŸ (Obr. 3). Nelze tedy vylouÄit, Åẅe pÅi pouÅẅità této techniky pÅi ÄiÅḂtÄnà historického skla nebudou na povrchu skla vznikat nové praskliny. Vzniklé praskliny zvÄtÅḂujà povrch skla a vytvÃḂÅà mÃsta, kde mÅŸÅẅe dochÃḂzet k intenzivnÄjÅḂÃmu pÅŸsobenà okolnÃho prostÅedà (problém kondenzace vlhkosti a vysychÃḂnà hÅŸÅe dostupnÃẄch mÃst). V neposlednà ÅadÄ mÅŸÅẅe Älenitost povrchu také komplikovat oÅḂetÅenà povrchu skla ochrannÃẄmi pÅÃpravky.
a)
b)
ObrÃḂzek 3 Sklo otryskané pomocà crushed glass 64 µm/60 sekund. Sklo typu B (a), sklo typu C (b)
MÄÅenà drsnosti
Nejprve bylo pro srovnÃḂnà provedeno mÄÅenà neotryskanÃẄch vzorkÅŸ skel typu A (Rt = 1,607 ± 0,202 µm) i B (Rt = 1,044 ± 0,402 µm).
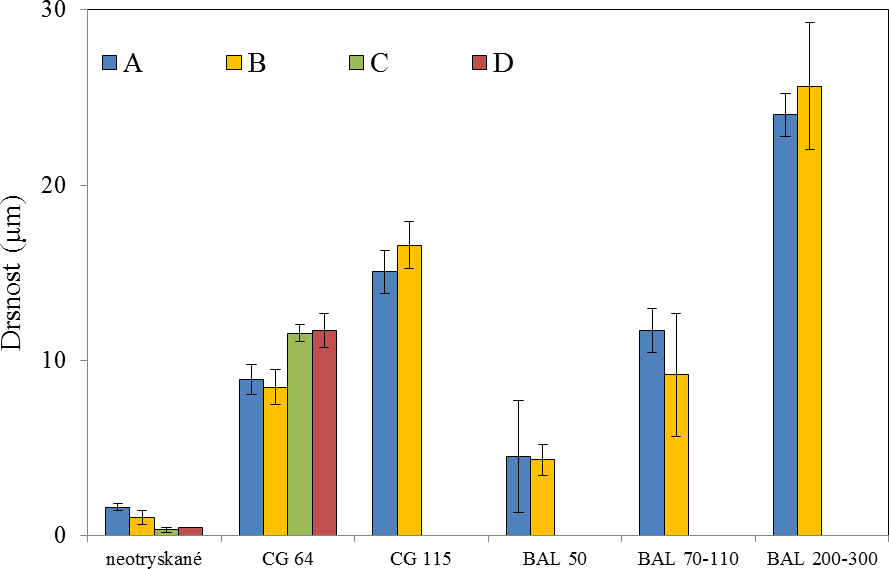
ObrÃḂzek 4 Drsnost skla (parametr Rt) po otryskÃḂnà abrazivy po dobu 60 sekund. A – sodno-vÃḂpenaté, cca 60 let staré sklo, B – novodobé sodno-vÃḂpenaté, C – olovnaté a D – draselno-vÃḂpenaté sklo.
VÃẄsledky mÄÅenà drsnosti skel po otryskÃḂnà jsou zaznamenÃḂny v grafu (Obr. 4). Z mÄÅenà je zÅejmé, Åẅe po otryskÃḂnà se hodnoty Rt vÃẄraznÄ zvÃẄÅḂily, a to po pouÅẅità vÅḂech typÅŸ abraziv. Hodnoty Rt vzrÅŸstaly s velikostà ÄÃḂstic abraziva. PÅi srovnÃḂnà drsnosti povrchÅŸ po otryskÃḂnà abrazivy o pÅibliÅẅnÄ stejné velikosti ÄÃḂstic, tzn. napÅÃklad Crushed glass 64 µm a balotinou do 50 µm, byly vyÅḂÅḂà hodnoty studovanÃẄch parametrÅŸ pozorovÃḂny vÅẅdy u vzorkÅŸ skla otryskanÃẄch pomocà Crushed glass. Tento fakt opÄt pÅisuzujeme tvaru ÄÃḂstic tohoto abrazivnÃho materiÃḂlu. MÄÅenà drsnosti povrchu bylo rovnÄÅẅ provedeno u skla C a D. Hodnoty Rt byly vyÅḂÅḂà neÅẅ u skel typu A a B.
Z grafu (Obr. 4) je patrné, Åẅe nejdrsnÄjÅḂÃm povrchem se vyznaÄovala skla typu A a B po otryskÃḂnà balotinou o nejvÄtÅḂà velikosti ÄÃḂstic (200–300 µm). ZÃḂroveÅ je vÅḂak také z hodnoty smÄrodatné odchylky patrné, Åẅe povrch nevykazoval stejnou drsnost po celém svém povrchu, a to z toho dÅŸvodu, Åẅe byl povrch otryskÃḂn nerovnomÄrnÄ.
MÄÅenà mikrotvrdosti
K vÃẄpoÄtu mikrotvrdosti podle Vickerse [9] je zapotÅebà zmÄÅenà délky ÃẃhlopÅÃÄky vtisku. U skla typu A byla prÅŸmÄrnÃḂ délka ÃẃhlopÅÃÄky pÅibliÅẅnÄ 12,5 µm a u skla typu B mÄly ÃẃhlopÅÃÄky prÅŸmÄrnou délku asi 12 µm. PrÅŸmÄrnÃḂ délka ÃẃhlopÅÃÄky vtisku u skla C Äinila pÅibliÅẅnÄ 25 µm, zatÃmco u skla D dosahovala prÅŸmÄrnÃḂ délka ÃẃhlopÅÃÄky jen cca 15 µm. RozdÃl v délce ÃẃhlopÅÃÄek jednotlivÃẄch laboratornÄ utavenÃẄch skel byl témÄÅ dvojnÃḂsobnÃẄ, coÅẅ poukazuje na to, Åẅe draselno-vÃḂpenaté sklo (D) je tvrdÅḂÃ, neÅẅ sklo olovnaté (C), a proto do nÄj hrot jehlanu pÅi vtiskovÃḂnà nepronikl tak hluboko.
Jako sklo s nejvyÅḂÅḂà tvrdostà podle Vickerse (Tab. 3) bylo vyhodnoceno sklo s oznaÄenÃm B (HV100 = 128,75). Naopak, jako sklo s nejniÅẅÅḂà tvrdostà (HV100 = 29,66) bylo stanoveno sklo C – olovnaté sklo. NiÅẅÅḂà hodnota HV100 byla zpÅŸsobena celkovÃẄm sloÅẅenÃm tohoto skla.
| A | B | C | D | |
|---|---|---|---|---|
| HV100 | 118,66 | 128,75 | 29,66 | 82,40 |
VyuÅẅità databÃḂze SciGlass 6.7 pro hodnocenà mikrotvrdosti skel
Tvrdost abrazivnÃch materiÃḂlÅŸ byla hodnocena i na zÃḂkladÄ informacà z databÃḂze SciGlass 6.7 [10], ze které byly dohledÃḂny vzorky s podobnÃẄm chemickÃẄm sloÅẅenÃm jako abrazivnà materiÃḂly pouÅẅité v této prÃḂci. Na zÃḂkladÄ informacà z databÃḂze SciGlass 6.7 bylo moÅẅné odhadnout tvrdost abrazivnÃch materiÃḂlÅŸ na 5 GPa. Obdobné hodnoty lze pÅedpoklÃḂdat i u skla typu B (na zÃḂkladÄ srovnÃḂnà chemického sloÅẅenÃ) a zÅejmÄ i u skla A. Na zÃḂkladÄ tÄchto dat a vÃẄsledkÅŸ z mÄÅenà mikrotvrdosti usuzujeme, Åẅe pouÅẅitÃḂ abraziva vykazujà vyÅḂÅḂà tvrdost neÅẅ tryskanÃẄ materiÃḂl (vzorek C) a nelze je tak pouÅẅÃt.
4. ZÃḂvÄr
PÅÃspÄvek byl zamÄÅen na testovÃḂnà vhodnosti pouÅẅità rÅŸznÃẄch abrazivnÃch materiÃḂlÅŸ za ÃẃÄelem odstranÄnà koroznÃch produktÅŸ a oÄiÅḂtÄnà povrchu skla – sklenÄnÃẄch mozaikovÃẄch kostiÄek z obdobà stÅedovÄku, konkrétnÄ 2. poloviny 14. stoletÃ. Bylo zjiÅḂtÄno, Åẅe vÅḂechny pouÅẅÃvané abrazivnà materiÃḂly povrch skla naruÅḂujÃ. Koroznà produkty sice mohou bÃẄt tÃmto zpÅŸsobem odstranÄny, ovÅḂem nelze spolehlivÄ zaruÄit, Åẅe nedojde i k Ãẃbytku hmoty samotného skla, popÅ. koroznÃch/kÅemiÄitÃẄch vrstev, coÅẅ je neÅẅÃḂdoucà efekt této technologie.
Z vÃẄsledkÅŸ mÄÅenà mikrotvrdosti a porovnÃḂnÃm ÃẃdajÅŸ z databÃḂze SciGlass 6.7 je patrné, Åẅe vÅḂechny abrazivnà materiÃḂly pouÅẅité v této prÃḂci vykazujà vyÅḂÅḂà tvrdost neÅẅ modelovÃḂ skla, coÅẅ zpÅŸsobuje vysoké Ãẃbytky hmotnosti materiÃḂlu. Jak je obecnÄ znÃḂmo z literatury [6, 11], mÄl by vÅẅdy abrazivnà materiÃḂl vykazovat niÅẅÅḂà tvrdost neÅẅ otryskÃḂvanÃẄ materiÃḂl. PÅi pravidelném otryskÃḂvÃḂnà za ÃẃÄelem odstranÄnà koroznÃch produktÅŸ by takto sanovanÃẄ historicky cennÃẄ materiÃḂl pravdÄpodobnÄ neustÃḂle ubÃẄval. VÅḂechny abrazivnà materiÃḂly pouÅẅité v této prÃḂci se tudÃÅẅ jevà jako spÃÅḂe nevhodné pro odstraÅovÃḂnà koroznÃch produktÅŸ z historickÃẄch Äi archeologickÃẄch skel.
Alternativou k abrazivnÃm materiÃḂlÅŸm pouÅẅÃvanÃẄm v této prÃḂci by mohlo bÃẄt vyuÅẅità suchého ledu Äi laseru pro odstraÅovÃḂnà koroznÃch produktÅŸ z historickÃẄch skel. To je vÅḂak podmÃnÄno dÅŸkladnÃẄmi zkouÅḂkami, neboÅċ zde hrozà nebezpeÄà popraskÃḂnà materiÃḂlu v dÅŸsledku teplotnÃho ÅḂoku.
PodÄkovÃḂnÃ
PrÃḂce vznikla v rÃḂmci projektu MK DF12P01OVV017 a s pouÅẅitÃm prostÅedkÅŸ VÅ CHT Praha.
5. Literatura
- MatouÅḂek, J. Anorganické nekovové materiÃḂly; Praha: VÅ CHT Praha, 1992.
- Jurek, K.; PeÅina, V. PÅÃÄiny koroze mozaiky „Poslednà soud“ na chrÃḂmu Sv. VÃta v Praze. Historické sklo. 2003, vol. 1, no. 5, p. 111–116.
- BrÃĊutigam, U.; BÃỳrger, H.; Völksch, G. Investigations into structure and composition of gel layers on medieval window glasses of the Katharinenkirche, Oppenheim (Germany), and the Cathedral St. Gatien, Tours (France). Glastech. Ber. Glass Sci. Technol. 1995, vol. 1, p. 29–33.
- Carmona, N.; Villegas, M. A.; FernÃḂndez Navarro, J. M. Study of glasses with grisailles from historic stained glass windows of the cathedral of LeoÂṀn (Spain). Applied Surface Science. 2006, p. 5936–5945.
- Abd-Allah, R. Chemical cleaning of soiled deposits and encrustations on archaeological glass: A diagnostic and practical study. Journal of Cultural Heritage. 2013, no. 4, p. 97–108.
- BeneÅḂovÃḂ, J.; et al. KonzervovÃḂnà a restaurovÃḂnà kovÅŸ. Ochrana pÅedmÄtÅŸ kulturnÃho dÄdictvà z kovÅŸ a jejich slitin. Brno: Technické muzeum v BrnÄ, 2011.
- http://www.crystalmarkinc.com/
- http://www.krampeharex.com/
- Fanderlik, I. Vlastnosti skel; Praha: Informatorium, 1996.
- http://www.sciglass.info/
- Gibson, B. M. The Use of the Airbrasive Process for Cleaning Ethnological Materials. Studies in Conservation. 1969, vol. 14, p. 155–164.
Glass as part of the building, modern and historic buildings as well, can be found in various forms, either as gaps fillings or as surface applications. Therefore, the presence of glass should be taken into account during remedial interventions. Mechanical methods of glass cleaning, specifically abrasive method are not very common in restoration work. Nevertheless, this method was used during the last intervention on the Last Judgement mosaic, the part of the St. Vitus Cathedral in Prague. The paper discusses pertinence of reusing of sandblasting technology for cleaning/removal of corrosion layers from the glass surface.