MikrovyztužovĆ”nĆ zemin vlĆ”kny zhotovenĆ½mi pomocĆ 3D tisku
MikrovyztužovĆ”nĆ zemin vlĆ”kny je metodou pro zlepÅ”enĆ vlastnostĆ zemin. V tĆ©to oblasti byla provedena již Åada vĆ½zkumÅÆ, avÅ”ak vÅ”echny se zamÄÅovaly na použitĆ vlĆ”ken, jejichž tvar byl rovnĆ½ a povrch hladkĆ½. To mÅÆže zpÅÆsobovat nedostateÄnou interakci mezi zeminou a vĆ½ztužnĆ½mi vlĆ”kny. VÄtÅ”Ć interakce mezi vlĆ”kny a vĆ½ztuÅ¾Ć mÅÆže bĆ½t dosaženo Ćŗpravou tvaru a povrchu a tĆm mÅÆže bĆ½t dosaženo i vyÅ”Å”Ć pevnosti kompozitu. V tĆ©to prĆ”ci je pÅedstaveno mikrovyztužovĆ”nĆ zeminy rozptĆ½lenĆ½mi vlĆ”kny, kterĆ© byly vyrobeny za použitĆ 3D tisku. Tato technologie umožnila vytvoÅit rÅÆznĆ© tvary vlĆ”ken a nĆ”slednÄ testovat jejich pÅĆspÄvek ke smykovĆ© pevnosti zeminy. PÅi laboratornĆch zkouÅ”kĆ”ch bylo zjiÅ”tÄno, že pÅi použitĆ vlĆ”ken s modifikacĆ tvaru je dosaženo vyÅ”Å”Ć pevnosti kompozitu než v pÅĆpadÄ rovnĆ½ch vlĆ”ken.

ÄlĆ”nek byl vydĆ”n v rĆ”mci odbornĆ© konference doktorskĆ©ho studia Juniorstav 2021. Byl ocenÄn odbornou porotou konference a okomentovĆ”n spolupracovnĆky redakce TZB Info.
1. Ćvod
VyztužovĆ”nĆ zemin pro dosaženĆ vyŔŔĆch pevnostnĆch parametrÅÆ anebo zvĆ½Å”enĆ jejich mechanickĆ© odolnosti je využĆvĆ”no Åadu let. Mimo dnes bÄžnÄ použĆvanĆ© zemnĆ konstrukce, kde jsou využĆvĆ”na geosyntetika (geomÅĆže, geobuÅky), je možnĆ© zvĆ½Å”it mechanickou odolnost zemin i tzv. rozptĆ½lenou vĆ½ztužĆ, znĆ”mou spĆÅ”e z betonovĆ½ch konstrukcĆ. Jako rozptĆ½lenĆ” vĆ½ztuž do betonovĆ½ch konstrukcĆ jsou použĆvĆ”na vlĆ”kna z plastickĆ½ch hmot (polypropylen, polyethylen) a vlĆ”kna ocelovĆ”. Pro mikrovyztužovĆ”nĆ zemin je možnĆ© použĆt stejnĆ© typy vlĆ”ken. Pro vlĆ”kna z plastickĆ½ch hmot je spoleÄnĆ½m ukazatelem pÅĆmĆ½ tvar a hladkĆ½ povrch. To zpÅÆsobuje niÅ¾Å”Ć interakci mezi vlĆ”kny a zeminou, a tĆm dosaženĆ niÅ¾Å”Ć vĆ½slednĆ© pevnosti kompozitu než v pÅĆpadÄ vlĆ”ken s hrubĆ½m povrchem Äi modifikacĆ tvaru. TakovĆ” Ćŗprava vlĆ”ken zajistĆ vĆ½znamnÄjÅ”Ć pÅenos vnÄjÅ”Ćho zatĆženĆ do vĆ½ztužnĆ½ch vlĆ”ken.
HlavnĆm cĆlem tĆ©to prĆ”ce je ovÄÅit, zda komplexnÄjÅ”Ć tvary rozptĆ½lenĆ© vĆ½ztuže mohou pÅispÄt ke zvĆ½Å”enĆ odolnosti kompozitu zemina-vlĆ”kna vÅÆÄi vnÄjÅ”Ćmu zatĆženĆ vĆce než použitĆ hladkĆ½ch vlĆ”ken. VlĆ”kna použĆvanĆ” v tĆ©to prĆ”ci jsou vyrobena aditivnĆ technologiĆ 3D tisku. Pro ovÄÅenĆ pÅedpoklĆ”danĆ© hypotĆ©zy bylo použito nÄkolika typÅÆ vlĆ”ken s rÅÆznĆ½m tvarem Äi zakonÄenĆm. SledovanĆ½m parametrem byla dosaženĆ” maximĆ”lnĆ pevnost kompozitu zemina-vlĆ”kna zjiŔńovanĆ” v triaxiĆ”lnĆm pÅĆstroji konsolidovanou odvodnÄnou zkouÅ”kou. Použitou zeminou byl mĆrnÄ jĆlovitĆ½ hrubozrnnĆ½ pĆsek CSa, zatÅĆdÄnĆ½ dle ÄSN EN ISO 14688-1 [1].
2. LiterĆ”rnĆ pÅehled/popis souÄasnĆ©ho stavu
VyztužovĆ”nĆ materiĆ”lÅÆ vlĆ”kny je obecnÄ znĆ”mo po staletĆ. PrvnĆm takto použĆvanĆ½m materiĆ”lem byly nepĆ”lenĆ© cihly, vyztuženĆ© pÅedevÅ”Ćm rostlinnĆ½mi zbytky obilovin. Dnes je vyztužovĆ”nĆ vlĆ”kny spojeno pÅedevÅ”Ćm s betony vyztužovanĆ½mi ocelovĆ½mi nebo plastickĆ½mi vlĆ”kny pro dosaženĆ vÄtÅ”Ć pevnosti a houževnatosti. VyztužovĆ”nĆ zemin vlĆ”kny se vÄnovala celĆ” Åada autorÅÆ. ZejmĆ©na vÅ”ak Å”lo o vlĆ”kna, jejichž tvar byl pÅĆmĆ½ a povrch hladkĆ½. TakĆ© se vÄtÅ”ina pracĆ zabĆ½vala vyztužovĆ”nĆm nesoudržnĆ½ch zemin, pĆskÅÆ, a to o rÅÆznĆ© frakci.
Vlivu vyztuženĆ pĆskÅÆ rÅÆznĆ½mi vlĆ”kny, a to z plastickĆ½ch hmot, pÅĆrodnĆm a ocelovĆ½m, se vÄnovali napÅ. Gray a Ohashi [2]. LaboratornĆ zkouÅ”ky provĆ”dÄli v krabicovĆ©m smykovĆ©m pÅĆstroji. DĆ”le takĆ© jejich studie obsahuje vĆ½voj modelu a metody pro urÄenĆ zvĆ½Å”enĆ© pevnosti pĆsku vlivem vyztuženĆ.
Podobnou cestou se ubĆrali ve svĆ© prĆ”ci Michalowski a ÄermĆ”k [3]. Jejich odvodnÄnĆ© zkouÅ”ky vyztuženĆ½ch zemin v triaxiĆ”lnĆm pÅĆstroji na pĆscĆch vedly k zjiÅ”tÄnĆ, že je možnĆ© dosĆ”hnout až 70% zvĆ½Å”enĆ vrcholovĆ© pevnosti pĆsku. Ve svĆ© prĆ”ci využĆvali nÄkolika typÅÆ vlĆ”ken a jejich rÅÆznĆ©ho pomÄru v pÅipravenĆ©m kompozitu. ZĆ”vÄrem jejich prĆ”ce bylo, s využitĆm poznatkÅÆ z laboratornĆch zkouÅ”ek, vytvoÅenĆ materiĆ”lovĆ©ho modelu pro vyztuženou zeminu.
Åadu vlĆ”ken, a to z rĆ½Å¾ovĆ½ch a pÅ”eniÄnĆ½ch klasÅÆ Äi jutovĆ” a polypropylenovĆ” vlĆ”kna, využil ve svĆ©m vĆ½zkumu Wei et al. [4]. ZkouÅ”ky jednoosĆ© stlaÄitelnosti zeminy s polypropylenovĆ½mi vlĆ”kny ukĆ”zaly na 125% zvĆ½Å”enĆ pevnosti oproti zeminÄ nevyztuženĆ© vlĆ”kny. DalÅ”Ć vzorky kromÄ vyztuženĆ vlĆ”kny zlepÅ”oval i vĆ”pnem. Pojiva pÅidanĆ” do vlĆ”kny vyztuženĆ½ch zemin nejsou neobvyklĆ” [5] a [6].
Noorzad a Zarinkolaei [7] použili ve svĆ© prĆ”ci pĆsek vyztužovanĆ½ polypropylenovĆ½mi vlĆ”kny. LaboratornĆ zkouÅ”ky provĆ”dÄli v krabicovĆ©m smykovĆ©m pÅĆstroji a triaxiĆ”lnĆm pÅĆstroji. NejvyŔŔĆch pomÄrÅÆ zlepÅ”enĆ zeminy vlĆ”kny dosĆ”hli u vlĆ”ken 18 mm dlouhĆ½ch pÅi komorovĆ½ch tlacĆch 50 kPa. Faktor zlepÅ”enĆ byl na Ćŗrovni hodnoty 6.7, tedy 670 %. PÅi zkouÅ”kĆ”ch vÅ”ak bylo zjiÅ”tÄno, že faktor zlepÅ”enĆ se snižuje se zvyÅ”ujĆcĆm se komorovĆ½m napÄtĆm.
Popis kompozitu zemina-vĆ½ztuž
StandardnĆ tÅĆfĆ”zovĆ½ diagram zeminy se sklĆ”dĆ” z pevnĆ© fĆ”ze, kapalnĆ© a plynnĆ©. V pÅĆpadÄ vyztuženĆ© zeminy jsou souÄĆ”stĆ pevnĆ© fĆ”ze, obvykle složenĆ© pouze ze zrn zeminy, i vĆ½ztužnĆ” vlĆ”kna. Ilustrace tÅĆfĆ”zovĆ©ho diagramu vyztuženĆ© zeminy je uvedena na Obr. 1.
![Obr. 1TÅĆfĆ”zovĆ½ digram vyztuženĆ© zeminy dle [8]](/docu/clanky/0226/022665o2.png)
Obr. 1TÅĆfĆ”zovĆ½ digram vyztuženĆ© zeminy dle [8]
Pro dalÅ”Ć laboratornĆ Äinnosti bylo nutnĆ© stanovit zĆ”kladnĆ parametry kompozitu. V prvnĆ ÅadÄ ÄĆslo pĆ³rovitosti e (1) [8]. I pÅes doplnÄnĆ pevnĆ© fĆ”ze vĆ½ztužnĆ½mi vlĆ”kny definice ÄĆsla pĆ³rovitosti zÅÆstala nezmÄnÄna.
kde je
- Vv
- objem pĆ³rÅÆ,
- Vs
- objem pevnƩ fƔze,
- Vss
- objem pevnĆ½ch ÄĆ”stic zeminy,
- Vsf
- objem vĆ½ztužnĆ½ch vlĆ”ken.
DĆ”le bylo nutnĆ© definovat pomÄr vĆ½ztužnĆ½ch vlĆ”ken v kompozitu p*v,f (2). Ten byl definovĆ”n objemovÄ, jako objem vlĆ”ken ku objemu pevnĆ½ch ÄĆ”stic zeminy.
3. Metodika
VĆ½ztužnĆ” vlĆ”kna
V tĆ©to studii bylo použito 5 typÅÆ vlĆ”ken. Jelikož se vlĆ”kna s jinĆ½m než pÅĆmĆ½m tvarem nebo hladkĆ½m povrchem nevyskytujĆ na trhu, byla souÄĆ”stĆ tĆ©to studie i vĆ½roba vlĆ”ken. K vĆ½robÄ vlĆ”ken byla použita bÄžnÄ dostupnĆ” komerÄnĆ 3D tiskĆ”rna. Z Åady technologiĆ aditivnĆ vĆ½roby byla v tĆ©to prĆ”ci využita technologie nazĆ½vanĆ” fused deposition modelling (FDM) [9]. PÅipravenĆ½ 3D model objektu je rozdÄlen po vĆ½Å”ce na vrstvy. Po tÄchto vrstvĆ”ch je roztavenĆ” plastickĆ” hmota kladena postupnÄ na sebe do doby dokonÄenĆ objektu.
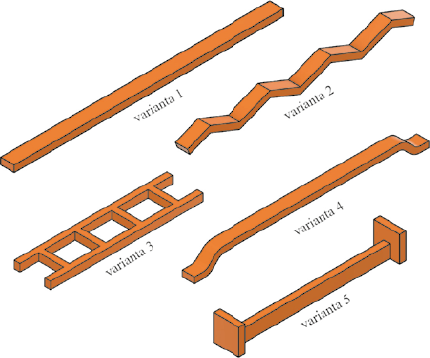
Obr. 2 Vizualizace vĆ½ztužnĆ½ch vlĆ”ken
Tvary navrženĆ½ch vlĆ”ken byly inspirovĆ”ny rozptĆ½lenou ocelovou vĆ½ztuÅ¾Ć do betonu a takĆ© vlastnĆ invencĆ autorÅÆ studie a jsou uvedeny na Obr. 2. ZĆ”kladnĆm vlĆ”knem vytvoÅenĆ½m i pro porovnĆ”nĆ ĆŗÄinkÅÆ vyztuženĆ bylo vlĆ”kno pÅĆmĆ©, v tĆ©to studii nazĆ½vĆ”no jako varianta 1. DruhĆ© vlĆ”kno, varianta 2, je vlĆ”kno s analogickĆ½m tvarem jako vlĆ”kna použĆvanĆ” do betonu s vlnkovitĆ½m tvarem. VlĆ”kno varianty 3 pÅipomĆnĆ” tvarem žebÅĆÄek a bylo vytvoÅeno autory studie. Varianta 4, vlĆ”kno s konci zakonÄenĆ½mi hĆ”Äkem jsou opÄt vlĆ”kna podobnĆ” vlĆ”knÅÆm použĆvanĆ½m v betonu. V prÅÆbÄhu testÅÆ bylo vytvoÅeno i pĆ”tĆ© vlĆ”kno, varianta 5, kterĆ© svĆ½m tvarem vytvĆ”ÅĆ interakci se zrny pouze koncovĆ½mi prvky, tzv. kotviÄkami. PÅi nĆ”vrhu velikosti vlĆ”ken bylo použito doporuÄenĆ velikosti vlĆ”kna z provedenĆ½ch testÅÆ dle Wei et al. [4], kterĆ© mĆ” bĆ½t kratÅ”Ć než polovina prÅÆmÄru vzorku v rozmezĆ 30–40 % prÅÆmÄru vzorku. DalÅ”Ćm omezenĆm velikosti vlĆ”kna, avÅ”ak v minimĆ”lnĆch rozmÄrech, byly technickĆ© schopnosti 3D tisku technologiĆ FDM. TĆm byly stanoveny rozmÄry pÅĆmĆ©ho vlĆ”kna a jeho objem. RozmÄr pÅĆmĆ©ho vlĆ”kna byl 0,48 mm tlouŔńka, 1 mm Å”ĆÅka a 20 mm dĆ©lka. Pro zachovĆ”nĆ stejnĆ©ho poÄtu vlĆ”ken v pÅipravenĆ©m vzorku, a tĆm pĆ”dem stejnĆ©ho množstvĆ vlĆ”ken na vzniklĆ© ploÅ”e poruÅ”enĆ, byla dalÅ”Ć vlĆ”kna vytvoÅena se stejnĆ½m objemem jako pÅĆmĆ” vlĆ”kna (9,60 mm3), a to zkracovĆ”nĆm jejich dĆ©lky. DÅÆležitĆ½m krokem byla i volba materiĆ”lu pro vĆ½robu vlĆ”ken. TiskĆ”rny založenĆ© na principu FDM použĆvajĆ rÅÆznĆ© plastickĆ© hmoty. Jako materiĆ”l pro vĆ½robu vlĆ”ken bylo zvoleno PET-G. Tento znĆ”mĆ½ a odolnĆ½ polyester, doplnÄnĆ½ o pÅĆdavek glykolu z dÅÆvodu lepÅ”Ćch tiskovĆ½ch vlastnostĆ a zvĆ½Å”enĆ houževnatosti, je bÄžnÄ použĆvanĆ½ materiĆ”l pro aditivnĆ metodu vĆ½roby objektÅÆ a vyznaÄuje se dobrĆ½m chovĆ”nĆm pÅi vrstvenĆ tavenĆ©ho materiĆ”lu.
TestovacĆ plĆ”n
HlavnĆ ÄĆ”stĆ tĆ©to studie jsou laboratornĆ zkouÅ”ky pro ovÄÅenĆ vyÅ”Å”Ć interakce modifikovanĆ½ch vlĆ”ken a zeminy, a tĆm vyÅ”Å”Ć dosaženĆ© pevnosti. Dle zmĆnÄnĆ© literatury bylo k testovĆ”nĆ použito pĆsku o rÅÆznĆ© zrnitosti a takĆ© rÅÆznĆ½ch typÅÆ laboratornĆch zkouÅ”ek. Z krabicovĆ½ch smykovĆ½ch zkouÅ”ek, prostĆ½ch tlakovĆ½ch a triaxiĆ”lnĆch, byla zvolena pro tuto studii poslednĆ jmenovanĆ”, triaxiĆ”lnĆ zkouÅ”ka typu CD, tedy konsolidovanĆ” odvodnÄnĆ” triaxiĆ”lnĆ zkouÅ”ka. JednĆ” se o standartnÄ provĆ”dÄnou zkouÅ”ku pro zjiÅ”tÄnĆ pevnostnĆch parametrÅÆ zemin. SklĆ”dĆ” se ze sycenĆ pĆ³rÅÆ vzorku vodou, nĆ”slednÄ je vzorek konsolidovĆ”n s možnostĆ odtoku vody ze vzorku a zĆ”vÄreÄnou fĆ”zĆ je smĆ½kĆ”nĆ, kterĆ© probĆhĆ” odvodnÄnÄ, pĆ³rovĆ½ tlak je tedy konstantnĆ po celou dobu smĆ½kĆ”nĆ.
Vzorky použitĆ© pro testovĆ”nĆ mÄly vĆ”lcovĆ½ tvar a rozmÄry 50 mm v prÅÆmÄru a 100 mm na vĆ½Å”ku. PÅipravenĆ” smÄs pĆsku obsahovala 4 % vĆ½ztužnĆ½ch vlĆ”ken v objemovĆ©m pomÄru dle (2). MĆra hutnÄnĆ byla dĆ”na ÄĆslem pĆ³rovitosti odpovĆdajĆcĆmu maximĆ”lnĆ objemovĆ© hmotnosti suÅ”iny γd,max zĆskanĆ½m z Proctorovy zkouÅ”ky na nevyztuženĆ©m pĆsku. PÅĆprava vzorku probĆhala hutnÄnĆm s pomocĆ ruÄnĆho pÄchu po vrstvĆ”ch. VĆ½Å”ka jednotlivĆ½ch vrstev byla mÄÅena s cĆlem dosĆ”hnout stejnĆ½ch poÄĆ”teÄnĆch podmĆnek pro vÅ”echny testovanĆ© vzorky. KaždĆ” vrstva kompozitu byla pÅipravovĆ”na separĆ”tnÄ, pro zajiÅ”tÄnĆ homogennĆho rozloženĆ vĆ½ztužnĆ½ch vlĆ”ken ve vzorku. HutnÄn na stejnĆ© ÄĆslo pĆ³rovitosti byl i vzorek nevyztuženĆ©ho pĆsku.
PrvnĆ ÄĆ”stĆ laboratornĆ zkouÅ”ky bylo provedenĆ tzv. perkolace. Tato procedura slouÅ¾Ć pro naplnÄnĆ vÄtÅ”iny pĆ³rÅÆ zeminy vodou. Perkolace byla provedena odvzduÅ”nÄnou vodou, kterĆ” byla do vzorku pomalou rychlostĆ pÅivedena jeho spodnĆ podstavou. Vzorek byl tĆmto zpÅÆsobem sycen pÅes spodnĆ podstavu vzorku s odtĆ©kĆ”nĆm vody hornĆ podstavou vzorku. UkonÄenĆ perkolace nastalo po konstantnĆm odtoku vody ze vzorku a nĆ”rÅÆstu tlaku pĆ³rovĆ© vody po uzavÅenĆ odtokovĆ©ho ventilu. ZvĆ½Å”enĆ tlaku poukazuje na vyplnÄnĆ pĆ³rÅÆ vodou, kterĆ© touto metodou mohou bĆ½t vyplnÄny. NĆ”sledovalo standardnĆ sycenĆ, do celkovĆ©ho tlaku 600 kPa, kde plnĆ© nasycenĆ bylo kontrolovĆ”no procedurou B-test. Vzorek byl po plnĆ©m nasycenĆ zkonsolidovĆ”n na hodnotu stÅednĆho efektivnĆho napÄtĆ 150 kPa. StanovenĆ rychlosti smĆ½kĆ”nĆ bylo provedeno dle ÄSN EN ISO 17892-9 [10] z rychlosti konsolidace vzorku a nĆ”slednÄ zvoleno jako 0,025 mm/min. TestovĆ”nĆ vzorkÅÆ probĆhalo s automatickĆ½m zĆ”znamem vÅ”ech veliÄin dÅÆležitĆ½ch pro nĆ”slednĆ© vyhodnocenĆ zkouÅ”ek.
VyhodnocenĆ
Z laboratornĆch zkouÅ”ek na vyztuženĆ©m i nevyztuženĆ©m pĆsku, bylo provedeno standardnĆ vyhodnocenĆ triaxiĆ”lnĆch zkouÅ”ek. Ze zĆ”znamu osovĆ©ho a objemovĆ©ho pÅevĆ”ÅenĆ vzorku a na zĆ”kladÄ sledovanĆ©ho pÅetvĆ”ÅenĆ vzorku byl vybrĆ”n vztah pro zmÄnu plochy vzorku (3), kterĆ” je dÅÆležitĆ” pro sprĆ”vnĆ© vyhodnocenĆ napÄtĆ ve vzorku, jelikož plocha nenĆ v prÅÆbÄhu smĆ½kĆ”nĆ konstantnĆ.
 (3)
(3)
kde je
- A
- aktuĆ”lnĆ plocha vzorku,
- A0
- pÅÆvodnĆ plocha vzorku,
- εa
- osovĆ© pÅetvoÅenĆ,
- εv
- objemovĆ© pÅetvoÅenĆ.
KritĆ©ria pro kvantifikaci vlivu vlĆ”ken na zlepÅ”enĆ vlastnostĆ pÅÆdy jsou uvedena ve vztazĆch (4) a (5) [8]. VyhodnocenĆ mĆry zlepÅ”enĆ vyztuženĆm je dĆ”no vztahem (4). Tento parametr bude využĆvĆ”n jako hlavnĆ hodnotĆcĆ kritĆ©rium pro urÄenĆ mĆry zlepÅ”enĆ vyztuženĆ© zeminy oproti zeminÄ nevyztuženĆ©. Faktor zlepÅ”enĆ Idf je definovĆ”n jako nĆ”rÅÆst deviĆ”toru napÄtĆ u vyztuženĆ© zeminy k deviĆ”toru napÄtĆ u nevyztuženĆ© zeminy.
kde je
- (σ1 − σ3)pR
- maximĆ”lnĆ deviĆ”torovĆ© napÄtĆ dosaženĆ© u vyztuženĆ© zeminy,
- (σ1 − σ3)pU
- maximĆ”lnĆ dosaženĆ© deviĆ”torovĆ© napÄtĆ u nevyztuženĆ© zeminy.
DalÅ”Ćm sledovanĆ½m parametrem je index Ib (5). Index vyjadÅuje velikost povrcholovĆ©ho poklesu deviĆ”torovĆ©ho napÄtĆ.
kde je
- (σ1 − σ3)p
- maximĆ”lnĆ dosaženĆ½ deviĆ”tor napÄtĆ,
- (σ1 − σ3)ult
- finĆ”lnĆ deviĆ”torovĆ© napÄtĆ zkouÅ”ky.
4. VĆ½sledky
VĆ½sledky laboratornĆ zkouÅ”ek jsou uvedeny v Tab. 1 a na Obr. 3. V Tab. 1 jsou uvedeny hodnoty zĆskanĆ© z triaxiĆ”lnĆch zkouÅ”ek. MaximĆ”lnĆ deviĆ”torovĆ© napÄtĆ (σ1 − σ3)p , deviĆ”torovĆ© napÄtĆ pÅi osovĆ©m pÅetvoÅenĆ 9 % (σ1 − σ3)9% , faktor zlepÅ”enĆ a index vyjadÅujĆcĆ po vrcholovĆ½ pokles deviĆ”toru napÄtĆ. DeviĆ”torovĆ© napÄtĆ pro osovĆ© pÅetvoÅenĆ 9 %, bylo zvoleno jako finĆ”lnĆ, z dÅÆvodu protrženĆ membrĆ”ny u jednĆ© ze zkouÅ”ek.
| ID | varianta vlĆ”kna | p*v,f [%] | (σ1 − σ3)p [kPa] | (σ1 − σ3)9% [kPa] | Idf [–] | Ib [–] |
|---|---|---|---|---|---|---|
| Tr-I | – | 0 | 572,6 | 496,3 | – | 0,15 |
| Tr-II | varianta 1 | 4 | 932,2 | 893,4 | 0,63 | 0,04 |
| Tr-III | varianta 2 | 4 | 1075,6 | 1052,1 | 0,88 | 0,02 |
| Tr-IV | varianta 3 | 4 | 1067,4 | 869,5 | 0,86 | 0,23 |
| Tr-V | varianta 4 | 4 | 1450,7 | 1360,8 | 1,53 | 0,07 |
| Tr-VI | varianta 5 | 4 | 1135,2 | 1033,1 | 0,98 | 0,10 |
Na Obr. 3 jsou zobrazeny prÅÆbÄhy veliÄin mÄÅenĆ½ch nebo vyhodnocenĆ½ch z triaxiĆ”lnĆch zkouÅ”ek. V prvnĆ ÄĆ”sti je zĆ”vislost deviĆ”torovĆ©ho napÄtĆ na osovĆ©m pÅetvoÅenĆ. V druhĆ© ÄĆ”sti jsou zobrazeny objemovĆ© zmÄny vs. osovĆ© pÅetvoÅenĆ.
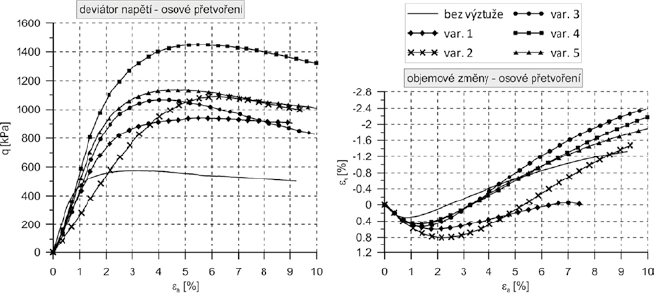
Obr. 3 Graf prÅÆbÄhu deviĆ”toru napÄtĆ k osovĆ©mu pÅetvoÅenĆ a objemovĆ½ch zmÄn k osovĆ©mu pÅetvoÅenĆ
5. Diskuse
Z prezentovanĆ½ch vĆ½sledkÅÆ v pÅedchozĆ kapitole je zÅejmĆ©, že vyztuženĆ zeminy vlĆ”kny mÄlo ve vÅ”ech pÅĆpadech vĆ½raznĆ½ vliv na zvĆ½Å”enĆ maximĆ”lnĆho dosaženĆ©ho deviĆ”toru napÄtĆ. V pÅĆpadÄ pÅĆmĆ© vĆ½ztuže doÅ”lo ke zvĆ½Å”enĆ deviĆ”toru napÄtĆ o 63 %. DalÅ”Ć modifikace tvaru vedla k dalÅ”Ćmu zvĆ½Å”enĆ deviĆ”toru napÄtĆ. NejvyÅ”Å”Ć deviĆ”tor napÄtĆ byl dosažen u vĆ½ztužnĆ©ho vlĆ”kna s hĆ”Äkem na koncĆch s faktorem zlepÅ”enĆ 153 %. DalÅ”Ć vĆ½ztuže nevykazovaly tak vĆ½raznĆ© zlepÅ”enĆ v dosaženĆ©m deviĆ”toru ve srovnĆ”nĆ s pÅĆmou vĆ½ztužĆ.
V diagramu prÅÆbÄhu objemovĆ½ch zmÄn mÅÆžeme vidÄt, že v pÅĆpadÄ vyztuženĆ© zeminy dochĆ”zelo v prvnĆ fĆ”zi smĆ½kĆ”nĆ k vyÅ”Å”Ć kontraktanci materiĆ”lu než v pÅĆpadÄ nevyztuženĆ© zeminy. NejvÄtÅ”Ć komprese vzorku v poÄĆ”teÄnĆ fĆ”zi smĆ½kĆ”nĆ nastala u vzorku vyztuženĆ©ho profilovanĆ½mi vlĆ”kny. Tento jev zÅejmÄ nastal kvÅÆli obtĆžnĆ©mu hutnÄnĆ pĆsku pÅi pÅĆpravÄ vzorku, kdy rÅÆznĆ” profilovĆ”nĆ vĆ½ztužnĆ½ch vlĆ”ken nedovolila dosĆ”hnout požadovanĆ©ho stupnÄ zhutnÄnĆ v okolĆ vlĆ”ken. Po poÄĆ”teÄnĆm stlaÄovĆ”nĆ vzorku nastala dilatance, kterĆ” je opÄt nejvĆ½raznÄjÅ”Ć u profilovanĆ© vĆ½ztuže. PÅi smĆ½kĆ”nĆ pravdÄpodobnÄ byla zrna pĆsku nadzvedĆ”vĆ”na prĆ”vÄ pilovĆ½m tvarem vĆ½ztuže. VĆ½znamnĆ© negativnĆ objemovĆ© zmÄny vÅ”ak nastaly i v pÅĆpadÄ ostatnĆch komplexnĆch tvarÅÆ vĆ½ztuže. PodobnĆ© chovĆ”nĆ bylo pozorovĆ”no i na kontaktech horninovĆ½ch blokÅÆ, kde je rozhodujĆcĆ profil jejich povrchu [10]. VyÅ”Å”Ć drsnost povrchu mĆ” za nĆ”sledek vyÅ”Å”Ć Ćŗhel dilatance a vyÅ”Å”Ć smykovou pevnost.
DalÅ”Ćm jevem, kterĆ½ se pojĆ s vĆ½Å”e uvedenĆ½m pozorovĆ”nĆm, je snĆženĆ poÄĆ”teÄnĆ tuhosti vzorkÅÆ vyztuženĆ½ch zemin. To mÅÆže bĆ½t zpÅÆsobeno opÄt snĆženĆ½m stupnÄm zhutnÄnĆ materiĆ”lu v okolĆ vĆ½ztužnĆ½ch vlĆ”ken. DruhĆ½m dÅÆsledkem pozorovanĆ½m i v [2], kde byla použita polyamidovĆ” vlĆ”kna, je tuhost materiĆ”lu vĆ½ztuže. U vlĆ”ken ocelovĆ½ch stejnĆ½ jev nenastĆ”val. Tuhost vĆ½ztužnĆ½ch vlĆ”ken tak zÅejmÄ ovlivÅuje celkovou tuhost vyztuženĆ© zeminy.
6. ZĆ”vÄr
PrezentovanĆ© vĆ½sledky laboratornĆch zkouÅ”ek na kompozitu pĆsku s vĆ½ztužnĆ½mi vlĆ”kny prokĆ”zaly, že použitĆ vlĆ”ken s komplexnÄjÅ”Ćm tvarem nebo zakonÄenĆm vedou k vyŔŔĆm dosaženĆ½m pevnostem než v pÅĆpadÄ použitĆ pÅĆmĆ©ho vlĆ”kna. To potvrzuje vyÅ”Å”Ć interakci mezi vlĆ”kny a zrny zeminy. Dosaženo bylo vÅ”ak nižŔĆch poÄĆ”teÄnĆch tuhostĆ testovanĆ©ho kompozitu oproti nevyztuženĆ© zeminÄ. Z dosavadnĆch vĆ½sledkÅÆ zkouÅ”ek bylo zjiÅ”tÄno, že vyŔŔĆch pevnostĆ dosĆ”hly kompozity s vĆ½ztužnĆ½mi vlĆ”kny s rÅÆznĆ½m zakonÄenĆm oproti kompozitÅÆm s vlĆ”kny, kterĆ” majĆ komplexnÄjÅ”Ć tvar.
VĆ½zkum v tĆ©to oblasti se bude dĆ”le zamÄÅovat na použitĆ pĆsku s jemnÄjÅ”Ć zrnitostĆ, kde menÅ”Ć zrna pĆsku se mohou lĆ©pe zaklĆnit do komplexnĆch struktur vĆ½ztužnĆ½ch vlĆ”ken. Mimo to je v dostupnĆ© literatuÅe uvedeno, že pomÄr velikosti vlĆ”ken a zrn zeminy mĆ” vliv na vĆ½slednou pevnost. V dalÅ”Ćch krocĆch vĆ½zkumu bude provedeno porovnĆ”nĆ vlivu objemovĆ©ho podĆlu a velikosti vĆ½ztužnĆ½ch vlĆ”ken na vĆ½slednou pevnost kompozitu.
PodÄkovĆ”nĆ
Tento vĆ½zkum je podporovĆ”n Ministerstvem Å”kolstvĆ, mlĆ”deže a tÄlovĆ½chovy ÄR v rĆ”mci projektu FAST-S-19-5724 ZkoumĆ”nĆ vlivu geometrie vlĆ”kna zhotovenĆ©ho technologiĆ 3D tisku na mechanickĆ© chovĆ”nĆ zeminy zlepÅ”enĆ© rozptĆ½lenou vĆ½ztužĆ.
PoužitĆ© zdroje
- ÄSN EN ISO 14688-1: GeotechnickĆ½ prÅÆzkum a zkouÅ”enĆ – PojmenovĆ”nĆ a zatÅiÄovĆ”nĆ zemin – ÄĆ”st 1: PojmenovĆ”nĆ a popis. Praha: ÄeskĆ” agentura pro standardizaci, 2018.
- GRAY, Donald H. a Harukazu OHASHI. Mechanics of Fiber Reinforcement in Sand. Journal of Geotechnical Engineering [online]. 1983, 109(3), 335-353. ISSN 0733-9410.
- MICHALOWSKI, Radoslaw L. a Jan ÄERMĆK. Triaxial Compression of Sand Reinforced with Fibers. Journal of Geotechnical and Geoenvironmental Engineering [online]. 2003, 129(2), 125-136. ISSN 1090-0241.
- WEI, Li, Shou Xi CHAI, Hu Yuan ZHANG a Qian SHI. Mechanical properties of soil reinforced with both lime and four kinds of fiber. Construction and Building Materials [online]. 2018, 172, 300-308. ISSN 09500618.
- OLGUN, M. Effects of polypropylene fiber inclusion on the strength and volume change characteristics of cement-fly ash stabilized clay soil. Geosynthetics International [online]. 2013, 20(4), 263-275. ISSN 1072-6349.
- CHEN, Mu, Shui-Long SHEN, Arul ARULRAJAH, Huai-Na WU, Dong-Wei HOU a Ye-Shuang XU. Laboratory evaluation on the effectiveness of polypropylene fibers on the strength of fiber-reinforced and cement-stabilized Shanghai soft clay. Geotextiles and Geomembranes [online]. 2015, 43(6), 515-523. ISSN 02661144.
- R. Noorzad and S. T. G. Zarinkolaei, “Comparison of Mechanical Properties of Fibre-Reinforced Sand under Triaxial Compression and Direct Shear”, Open Geosciences, vol. 7, no. 1, pp. 547-558, Jan. 2015.
- SHUKLA, Sanjay Kumar. Fundamentals of Fibre-Reinforced Soil Engineering [online]. Singapore: Springer Singapore, 2017. Developments in Geotechnical Engineering. ISBN 978-981-10-3061-1.
- STÅĆTESKĆ, OndÅej, Martin BACH a Martin BACH. ZĆ”klady 3D tisku s Josefem PrÅÆÅ”ou [online]. Praha: Prusa Research, 2019. DostupnĆ© z: https://www.prusa3d.cz/.
- ÄSN EN ISO 17892-9: GeotechnickĆ½ prÅÆzkum a zkouÅ”enĆ – LaboratornĆ zkouÅ”ky zemin – ÄĆ”st 9: KonsolidovanĆ” triaxiĆ”lnĆ zkouÅ”ka v tlaku vodou nasycenĆ½ch zemin. Praha: ÄeskĆ” agentura pro standardizaci, 2018.
- BARTON, N. The shear strength of rock and rock joints [online]. 1976, 13(9), 255-279. ISSN 01489062.
Fakulta strojnĆ pÅistupuje k technologii 3D tisku trochu jinĆ½m zpÅÆsobem. V rĆ”mci projektu podpoÅenĆ½m grantem TH04010143 3D TISKĆRNA BUDOV A PREFABRIKOVANĆCH KOMPONENT PRO STAVEBNICTVĆ 4.0 jsme zkoumali spĆÅ”e pÅĆnos v automatizaci stavby budov. Pohyby 3D tiskĆ”ren jsou zde ÅĆzeny pomocĆ G-kĆ³du. Budovy majĆ geometrickĆ½ popis, kterĆ½ se transformuje do G-kĆ³du pomocĆ postprocesoru. Postprocesor vhodnĆ½ pro tisk budov musĆ respektovat vlastnosti tiskovĆ© smÄsi. Navrhli jsme možnosti vytvoÅenĆ novĆ©ho postprocesoru pro tisk budov, kterĆ½ obsahuje matematickĆ½ model materiĆ”lu, dle kterĆ©ho bude generovat G-kĆ³d pro danou geometrii budovy a to vÄetnÄ experimentÅÆ pro zjiÅ”tÄnĆ parametrÅÆ pro matematickĆ½ model materiĆ”lu.
Fibre reinforcing of the soils is one of the methods used for improving the properties of the soils. The many research papers were interested in the fibre reinforcing however, used fibres were straight with smooth surface usually. These properties may not ensure sufficient interaction between soil aggregates and fibres. This disadvantage could eliminate by modification of shape or surface of each fibre and achieve a higher strength of the soil-fibre composite. In this paper is present the soil reinforcing by fibres manufactured by 3D printer. The fibres with the various shapes were made and tested. In the case of the modified fibres, the higher peak strength of the composite occurred.