Vliv opracovûÀnûÙ na û¤nosnost dubovûˋho spojovacûÙho prostéedku
áasto diskutovanû§m problûˋmem je tvar a vliv opracovûÀnûÙ spojovacûÙch prostéedké₤ na jejich mechanickou odezvu (funkci). álûÀnek prezentuje porovnûÀnûÙ téûÙ druhé₤ opracovûÀnûÙ – soustruéƒenûÙ, prorûÀéƒenûÙ a tesûÀnûÙ do osmihranu.
SouáûÀstûÙ historickû§ch krovovû§ch soustav jsou tesaéskûˋ spoje, z nichéƒ nákterûˋ jsou osazeny déevánû§mi spojovacûÙmi prostéedky. Pé₤vodná déevánû§ kolûÙk spûÙéÀe zajiéÀéËoval polohu prvké₤ ve spoji, neéƒ by primûÀrná péenûÀéÀel zatûÙéƒenûÙ (napé. rybinovûˋ a áepovanûˋ spoje). V nákterû§ch spojûÙch véÀak mezi jednotlivû§mi konstrukánûÙmi prvky mé₤éƒe sûÙly takûˋ péenûÀéÀet, a jeho pé₤sobenûÙ tak mûÀ péûÙmû§ vliv na tuhost i û¤nosnost celûˋ konstrukce. Tento typ spojovacûÙch prostéedké₤ je moéƒnûˋ vyuéƒûÙt i v souáasnosti, péi rekonstrukcûÙch, vû§stavbá novû§ch déevostaveb nebo pro vû§robu jednotlivû§ch déevánû§ch konstrukánûÙch prvké₤ (napé. panelé₤).
ûvod
Péedmátem projektu, na jehoéƒ éeéÀenûÙ se podûÙlejûÙ ûstav teoretickûˋ a aplikovanûˋ mechaniky AV áR, v. v. i. (ûTAM), UniverzitnûÙ centrum energeticky efektivnûÙch budov áVUT (UCEEB) a ûstav nauky o déevá Lesnickûˋ a déevaéskûˋ fakulty Mendelovy univerzity v Brná (MENDELU), je shromûÀéƒdánûÙ podkladé₤ pro zaálenánûÙ déevánûˋho spojovacûÙho prostéedku (dubovûˋho kolûÙku) do áeskûˋho normativnûÙho systûˋmu na zûÀkladá experimentûÀlnûÙch pracûÙ a numerickûˋho modelovûÀnûÙ. MotivacûÙ projektu je popsat komplexnûÙ kritûˋria poruéÀenûÙ pro dubovû§ kolûÙk, a to v sûˋriûÙch statisticky vû§znamnû§ch poáté₤ vzorké₤. éeéÀenûÙ je rozdáleno do téûÙ oblastûÙ, jejichéƒ zûÀváreánûÀ syntûˋza by mála vytvoéit komplexnûÙ model chovûÀnûÙ. ZkoumûÀ se û¤nosnost stéiéƒnûˋ plochy dubovûˋho kolûÙku, pevnost spojovanûˋho okolnûÙho materiûÀlu péi namûÀhûÀnûÙ pod ré₤znû§m û¤hlem k déevnûÙm vlûÀkné₤m a dlouhodobûˋ chovûÀnûÙ spojovacûÙho prostéedku péi ré₤znû§ch klimatickû§ch podmûÙnkûÀch.
KolûÙky se v minulosti vyrûÀbály péedevéÀûÙm z tvrdû§ch listnatû§ch déevin. Proto bylo vybrûÀno déevo dubu (Quercus L.), kterû§ byl pro tyto û¤áely historicky nejpouéƒûÙvanájéÀûÙm materiûÀlem, a to jak dûÙky svûˋ dostupnosti, tak svû§m relativná dobrû§m vlastnostem péi zvû§éÀenûˋ vlhkosti. Vhodnost materiûÀlu byla ováéena takûˋ sûˋriûÙ pilotnûÙch zkouéÀek, péi kterû§ch se srovnûÀvala û¤nosnost kolûÙku vyrobenûˋho z páti ré₤znû§ch déevin [1]. ûnosnájéÀûÙ neéƒ dubovûˋ déevo je z pohledu mechanickûˋho chovûÀnûÙ pouze akûÀt, kterû§ je véÀak problematiátájéÀûÙ z hlediska opracovûÀnûÙ a takûˋ je jedovatû§. StáéƒejnûÙm parametrem, od kterûˋho se odvûÙjejûÙ rozmáry véÀech zkuéÀebnûÙch sestav, je pré₤már déevánûˋho spojovacûÙho prostéedku. V souvislosti s aplikovatelnostûÙ vû§sledké₤ projektu pro praktickûˋ vyuéƒitûÙ (tj. jednoduéÀéÀûÙ navrhovûÀnûÙ spojé₤ déevánû§ch konstrukcûÙ) vychûÀzejûÙ testovanûˋ pré₤máry déevánû§ch kolûÙké₤ z poéƒadavké₤ tesaéskûˋ praxe, z moéƒnostûÙ technickû§ch éeéÀenûÙ péi vû§robnûÙch a montûÀéƒnûÙch pracûÙch vû§stavby novû§ch déevánû§ch konstrukcûÙ nebo péi rekonstrukcûÙch poéÀkozenû§ch stûÀvajûÙcûÙch konstrukcûÙ. Pré₤máry kolûÙké₤ byly zvoleny ve velikostech 18, 24 a 30 mm. Vzhledem k rozmanitosti materiûÀlovû§ch vlastnostûÙ déeva je nutnûˋ ováéit mechanickûˋ chovûÀnûÙ na velkûˋm poátu zkuéÀebnûÙch táles.
Péi rekonstrukcûÙch déevánû§ch konstrukcûÙ se áasto pouéƒûÙvajûÙ pro napojenûÙ stûÀvajûÙcûÙho prvku a protûˋzy nastavovacûÙ plûÀtovûˋ spoje, ve kterû§ch spojovacûÙ prostéedky kolûÙkovûˋho typu péenûÀéÀejûÙ zatûÙéƒenûÙ. Lze je osadit ocelovû§mi svornûÙky, v nákterû§ch péûÙpadech je véÀak péûÙtomnost déevánûˋho kolûÙku vû§hodnájéÀûÙ, napé. z estetickû§ch dé₤vodé₤ (nenûÀpadnost). Zpé₤sob opracovûÀnûÙ kolûÙké₤ mé₤éƒe bû§t péedepsûÀn projektantem, péûÙpadná si jej volûÙ zhotovitel dle svû§ch moéƒnostûÙ a zkuéÀenostûÙ. Na obr. 1 lze srovnat vizuûÀlnûÙ dojem kolûÙké₤ prorûÀéƒenû§ch a kolûÙké₤ otesûÀvanû§ch do vûÙcehranu.


Obr. 1: Rekonstrukce krovu pomocûÙ nastavovacûÙch spojé₤ zajiéÀtánû§ch prorûÀéƒenû§mi kolûÙky – zûÀmek Bratronice (vlevo) a tesanû§mi kolûÙky do osmihranu – zûÀmek Koleá (vpravo)
ExperimentûÀlnûÙ stanovenûÙ û¤nosnosti a tuhosti dubovûˋho kolûÙku

Obr. 2: RozdûÙlnû§ zpé₤sob opracovûÀnûÙ dubovûˋho kolûÙku – soustruéƒenû§ nahoée, prorûÀéƒenû§ uprostéed a osmihrannû§ dole
Aby bylo moéƒnûˋ navrhovat kolûÙkovûˋ spoje se spojovacûÙmi prostéedky ze déeva pro novûˋ konstrukánûÙ prvky, je potéeba stanovit jejich komplexnûÙ kritûˋria poruéÀenûÙ. Souáasnûˋ normativnûÙ podklady (zejmûˋna áSN EN 1995-1-1 [2] a áSN 73 1702 [3]) neposkytujûÙ dostateánûˋ informace pro jejich bezpeánû§ nûÀvrh podle meznûÙch stavé₤. PouéƒitûÙ vztahu uvedenûˋho v áSN 73 1702 je omezeno pouze pro vû§poáet kolûÙké₤ o pré₤máru 20 aéƒ 30 mm. DaléÀûÙm omezenûÙm je dûÀle takûˋ to, éƒe je û¤nosnost spoje stanovena bez ohledu na vlastnosti kolûÙké₤ i spojovanû§ch materiûÀlé₤. Vû§poáetnûÙ postup uvedenû§ v áSN EN 1995-1-1 sice uvaéƒuje chovûÀnûÙ kolûÙku v jednostéiéƒnûˋm spoji, ale je uráen pouze pro spoje s ocelovû§m spojovacûÙm prostéedkem, a stanovenûÙ plastickûˋho momentu û¤nosnosti pro déevánû§ kolûÙk by bylo nepéesnûˋ. Z toho dé₤vodu je nutnûˋ pro nûÀvrh kolûÙkovû§ch spojé₤ ze déeva stanovit péesnájéÀûÙ vû§poáetnûÙ postup.
PrvnûÙm druhem opracovûÀnûÙ bylo soustruéƒenûÙ, druhû§m prorûÀéƒenûÙ (truhlûÀéskû§ zpé₤sob, kdy je kolûÙk ve formá polotovaru, tzn. s vátéÀûÙm péûÙánû§m pré₤éezem neéƒ kolûÙk finûÀlnûÙ, prorûÀéƒen skrz kruhovû§ otvor v kovovûˋ desce) a poslednûÙ druh kolûÙké₤ byl vyroben jako osmihrannû§ (plocha péûÙánûˋho éezu kolûÙku je shodnûÀ s péedeéÀlû§mi variantami opracovûÀnûÙ). VéÀechny druhy opracovûÀnûÙ byly pouéƒity pro téi zmiéovanûˋ pré₤máry, tzn. 18, 24 a 30 mm, péiáeméƒ kaéƒdûÀ sada obsahovala 17 zkuéÀebnûÙch vzorké₤. VéÀechny zkuéÀebnûÙ vzorky byly vyrobeny z jednûˋ dubovûˋ foéÀny.


Obr. 3: KolûÙk opracovanû§ prorûÀéƒenûÙm ocelovou destiákou s péesná definovanû§m pré₤márem (vlevo), kolûÙk otesanû§ do osmihranu (vpravo)
Déevo pro zkuéÀebnûÙ tálesa bylo klimatizovûÀno péi relativnûÙ vlhkosti vzduchu 65 % a teplotá 20 ô¯C, aby bylo dosaéƒeno vlhkosti déeva 12±2 %. Péi vû§robá zkuéÀebnûÙch vzorké₤ byly kladeny nûÀroky na kvalitu déeva pro dubovû§ kolûÙk min. 10 letokruhé₤ na 24 mm, rovnûÀ vlûÀkna po dûˋlce kolûÙku a bez jakû§chkoliv vad déeva. Spojovanû§ smrkovû§ prvek nesmál mûÙt suk, trhlinu nebo jinûˋ vady kolem otvoru pro dubovû§ kolûÙk. Vû§robnûÙ tolerance pro dubovû§ kolûÙk a otvor pro kolûÙk ve smrkovûˋm prvku byla +/−0,5 mm, péiáeméƒ rozdûÙl mezi pré₤márem kolûÙku a otvorem byl max. +/−0,1 mm.
Pro zûÙskûÀnûÙ experimentûÀlnûÙch hodnot û¤nosnostûÙ déevánû§ch spojovacûÙch prostéedké₤ bylo provedeno nákolik sûˋriûÙ tahovû§ch zkouéÀek na zkuéÀebnûÙch sestavûÀch. Aby bylo zamezeno vzniku péûÙdavnû§ch momentovû§ch û¤áinké₤ ve spoji, bylo potéeba vyéeéÀit silovou excentricitu v uchycenûÙ sestavy do zkuéÀebnûÙho zaéûÙzenûÙ. Z toho dé₤vodu byl vyvinut ocelovû§ upûÙnacûÙ péûÙpravek, kterû§ je uchycen v ose áelistûÙ zkuéÀebnûÙho zaéûÙzenûÙ a umoéƒéuje snadnûˋ péipojenûÙ zkouéÀenûˋho déevánûˋho prvku [2]. ZkuéÀebnûÙ táleso se sklûÀdalo ze dvou spojovanû§ch áûÀstûÙ ze smrkovûˋho déeva (Picea abies), kterûˋ je nejpouéƒûÙvanájéÀûÙm stavebnûÙm éezivem v áeskûˋ republice, a jednoho kusu kolûÙku z dubu (Quercus robur). Rozmáry spojovanû§ch prvké₤ vychûÀzely z minimûÀlnûÙch vzdûÀlenostûÙ spojovacûÙch prostéedké₤ pro déevánûˋ konstrukce podle souáasná platnû§ch nûÀvrhovû§ch norem áSN EN 1995-1-1 [3], áSN 73 1702 [4] a áSN EN 383 [5]. Vû§slednûÀ podoba zkuéÀebnûÙ sestavy je patrnûÀ z obr. 4. Dûˋlka kolûÙku byla stanovena jako minimûÀlná átyénûÀsobek jeho pré₤máru.
Tahovûˋ zkouéÀky spojé₤ byly provedeny v souladu s normovû§m péedpisem áSN EN 26891 (73 2070) [6], kterû§ péedepisuje postup zatáéƒovûÀnûÙ pro spoje s mechanickû§mi spojovacûÙmi prostéedky nûÀsledovná:
- ZatûÙéƒenûÙ spoje do 40 % jeho péedpoklûÀdanûˋ û¤nosnosti.
- UdréƒovûÀnûÙ zatûÙéƒenûÙ na û¤rovni 40 % péedpoklûÀdanûˋ û¤nosnosti po dobu 30 vteéin.
- OdtûÙéƒenûÙ na 10 % péedpoklûÀdanûˋ û¤nosnosti.
- UdréƒovûÀnûÙ zatûÙéƒenûÙ na û¤rovni 10 % péedpoklûÀdanûˋ û¤nosnosti po dobu 30 vteéin.
- ZatûÙéƒenûÙ spoje aéƒ do poruéÀenûÙ.
Odhad û¤nosnosti byl péedem stanoven na nákolika vzorcûÙch i báhem pilotnûÙch zkouéÀek. V pré₤báhu experimentu byly monitorovûÀny a zaznamenûÀvûÀny hodnoty sûÙly, posuny na áelech spojovanû§ch áûÀstûÙ a celkovû§ posun spoje. ZkuéÀebnûÙ táleso bylo takûˋ opatéeno speciûÀlnûÙ povrchovou û¤pravou, kterûÀ umoéƒéuje pouéƒûÙt ke kontrolnûÙmu máéenûÙ deformacûÙ optickou metodu digitûÀlnûÙ korelace obrazu, viz obr. 4.
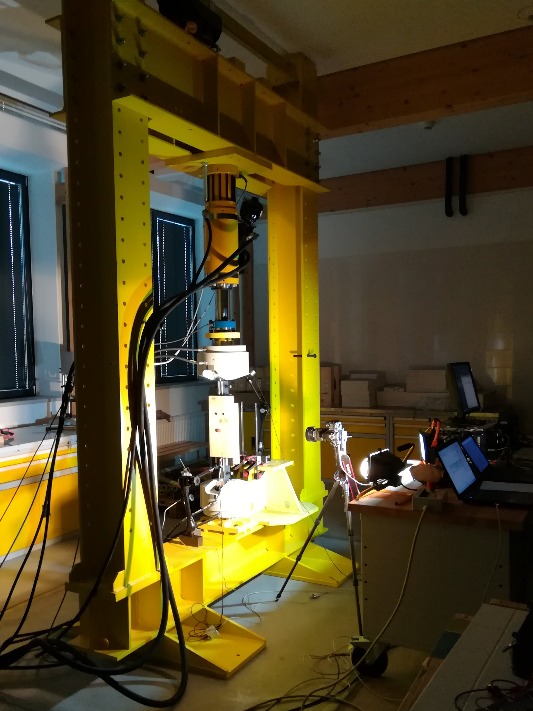


Obr. 4: ExperimentûÀlnûÙ stanovenûÙ û¤nosnosti kolûÙkovûˋho spoje – sestava báhem experimentu (vlevo), zkuéÀebnûÙ táleso po zkouéÀce (uprostéed), deformace dubovûˋho kolûÙku (vpravo)
Vû§sledky experimenté₤ byly statisticky zpracovûÀny podle normy áSN EN 1990 [7] a áSN EN 14358 [8]. Pro kaéƒdû§ experiment byla stanovena mez kluzu (yield point), a to dváma zpé₤soby, jejichéƒ srovnûÀnûÙ je naznaáeno na obr. 5. Norma ASTM D5764 [9] definuje mez kluzu jako pré₤seáûÙk péûÙmky rovnobáéƒnûˋ s poáûÀteánûÙ tuhostûÙ (sklon mezi 10 % a 40 % z maximûÀlnûÙ û¤nosnosti) ve vzdûÀlenosti 0,05× pré₤már kolûÙku a kéivky deformaánûÙho diagramu. VyhodnocenûÙ dle CEN – Evropskûˋ komise pro standardizaci [10], kterûˋ vyuéƒûÙvûÀ tzv. European Yield Model, pracuje s bilineûÀrnûÙm diagramem spoje, kterû§ vyuéƒûÙvûÀ jeho poáûÀteánûÙ tuhost (Kα) a teánu k plastickûˋ vátvi se smárnicûÙ (Kβ) rovnûˋ 1/6 tûˋ poáûÀteánûÙ. Obecná vátéÀinou vykazujûÙ experimentûÀlnûÙ vû§sledky vyéÀéÀûÙ hodnotu û¤nosnosti pro mez kluzu stanovenou podle CEN; mez kluzu uráenûÀ podle ASTM mûÀ obvykle menéÀûÙ smárodatnou odchylku, takéƒe péi porovnûÀnûÙ kvantilé₤ jsou áasto hodnoty velice podobnûˋ. V álûÀnku jsou pouéƒity vû§sledky dle ASTM z dé₤vodu lepéÀûÙ funkánûÙ zûÀvislosti (péesnáji vyéÀéÀûÙ mûÙry korelace, ale s péihlûˋdnutûÙm k nejistotûÀm experimentu vlastná funkánûÙ zûÀvislosti).
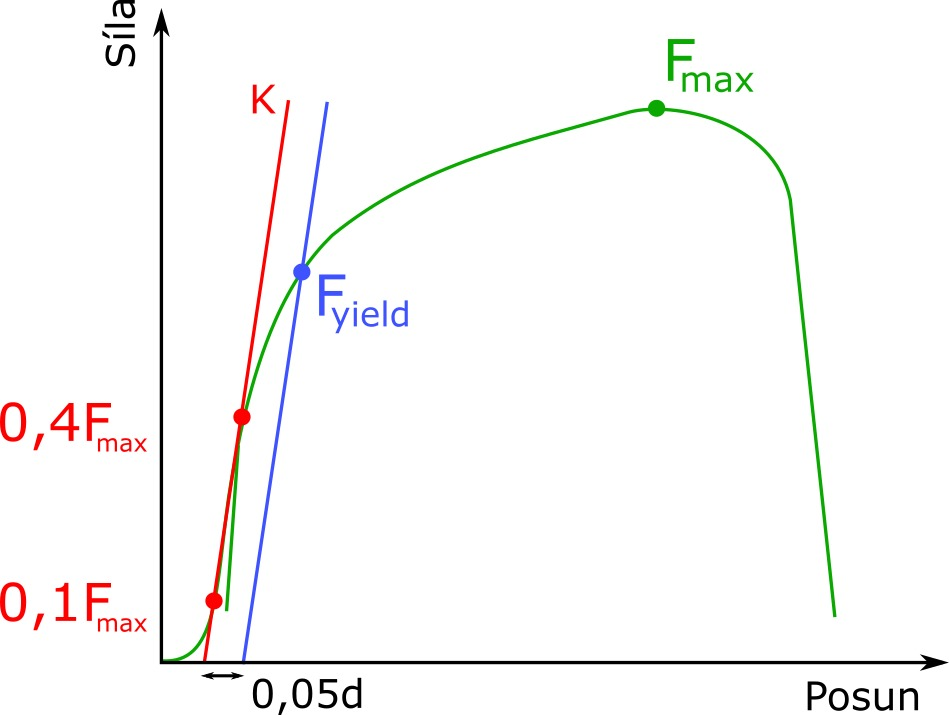
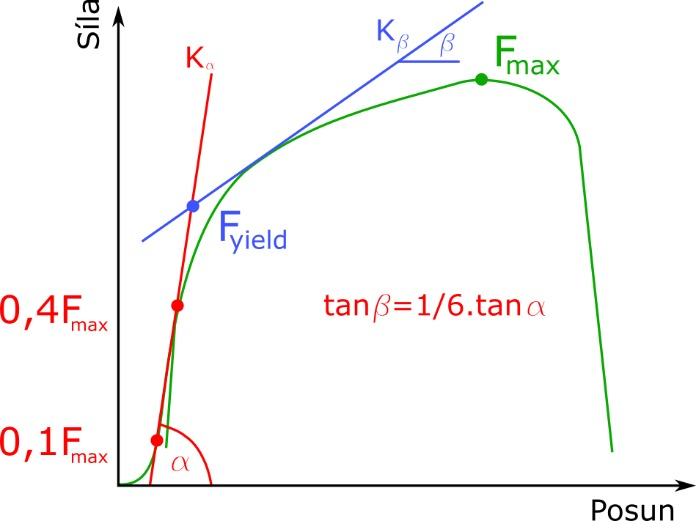
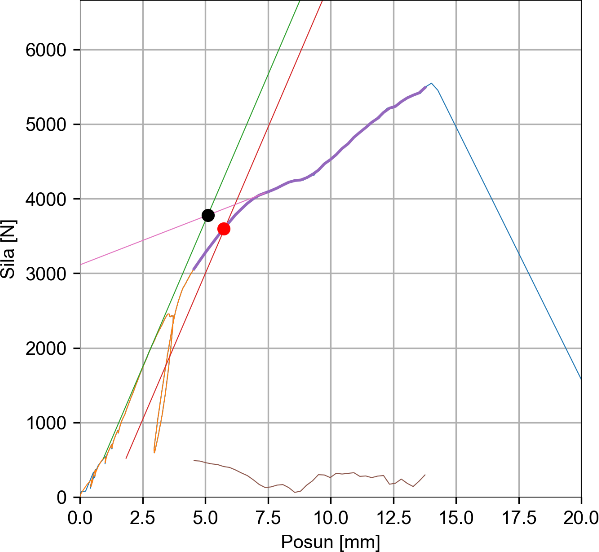
Obr. 5: Postup stanovenûÙ silovûˋ meze elasticity podle ASTM D5764 (vlevo nahoée) a podle CEN (vpravo nahoée), péûÙklad vyhodnocenûÙ experimentu – prorûÀéƒenû§ kolûÙk s pré₤márem 18 mm (dole)
Vliv zpé₤sobu opracovûÀnûÙ dubovûˋho kolûÙku na û¤nosnost
Experimenté₤m, kterûˋ se zamáéily na vliv opracovûÀnûÙ dubovû§ch kolûÙké₤ na jejich û¤nosnost, péedchûÀzely zkouéÀky û¤nosnosti kolûÙké₤ jmenovitû§ch pré₤máré₤ vyrobenûˋ pouze soustruéƒenûÙm. Byly testovûÀny ve velkû§ch sûˋriûÙch po 117 ks. Vû§sledky experimenté₤ ukazujûÙ dobrou korelaci meze kluzu a hustoty déeva, viz obr. 6.
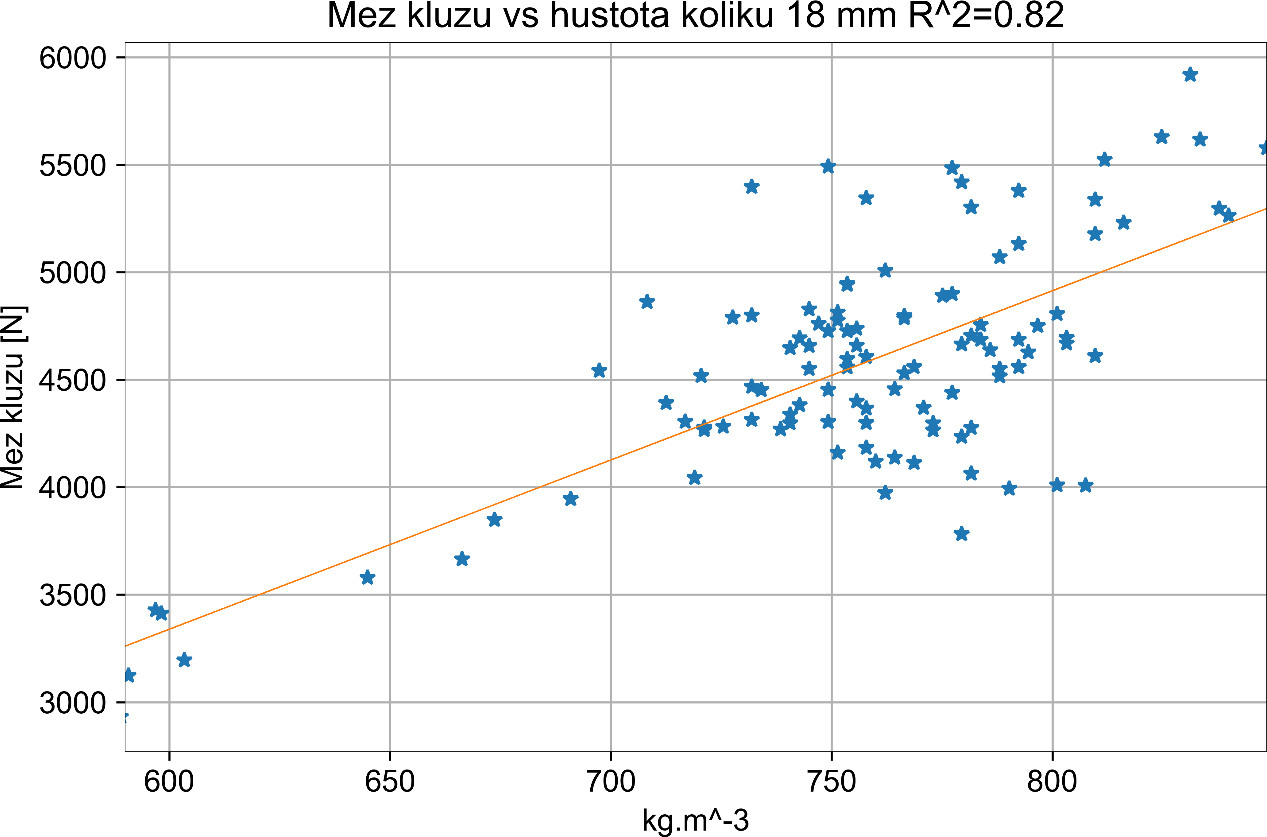
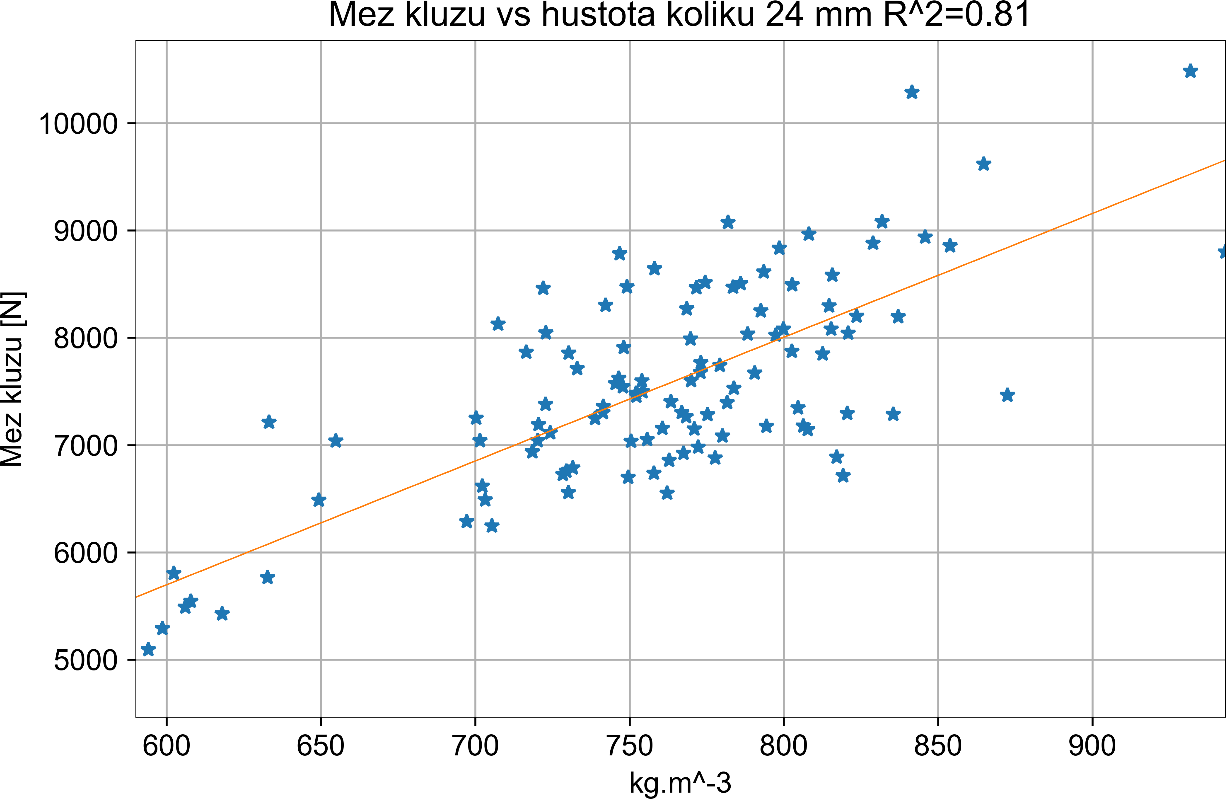
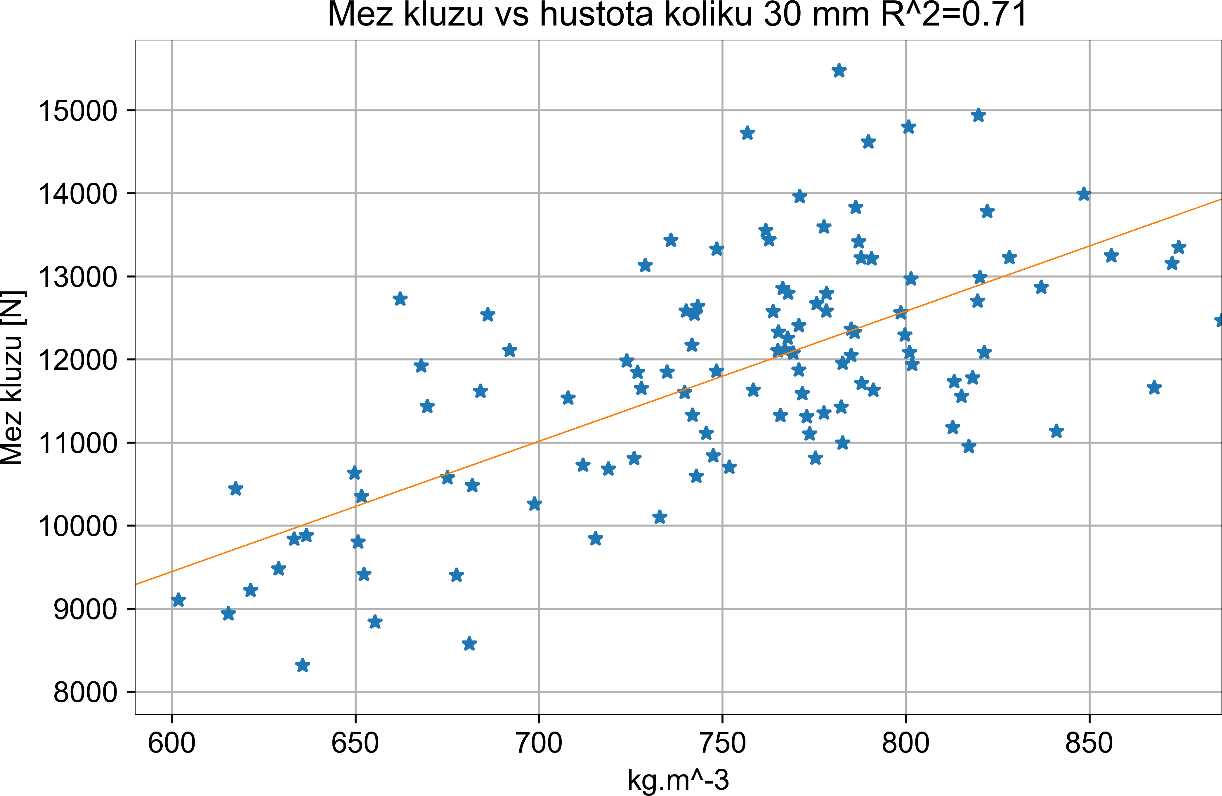
Obr. 6: ZûÀvislost meze kluzu spojovacûÙho prostéedku na hustotá materiûÀlu, pro dubovûˋ kolûÙky s pré₤márem 18, 24 a 30 mm
Pro porovnûÀnûÙ û¤nosnosti dubovû§ch kolûÙké₤ ré₤znû§m druhem opracovûÀnûÙ byly zkouéÀeny sûˋrie 17 ks ve téech velikostech pré₤máré₤, celkem éÀlo tedy o vûÙce neéƒ 150 experimenté₤. Vû§sledky jsou prezentovûÀny v tab. 1 a tab. 2. Hodnoty û¤nosnosti byly normovûÀny vybranou hustotou a ve véÀech péûÙpadech se vztahujûÙ k opracovûÀnûÙ soustruéƒenûÙm. Statistickûˋ zpracovûÀnûÙ experimentûÀlnûÙch dat do podoby histogramu hustot na obr. 7 ukazuje éÀirokû§ rozptyl tûˋto konkrûˋtnûÙ vlastnosti v rozmezûÙ báéƒná dostupnûˋ kvality dubu (ρmean = 570–1080 kg.m−3). PrûÀvá proto jsou ve vû§slednû§ch tabulkûÀch û¤nosnostûÙ hodnoty normovûÀny.
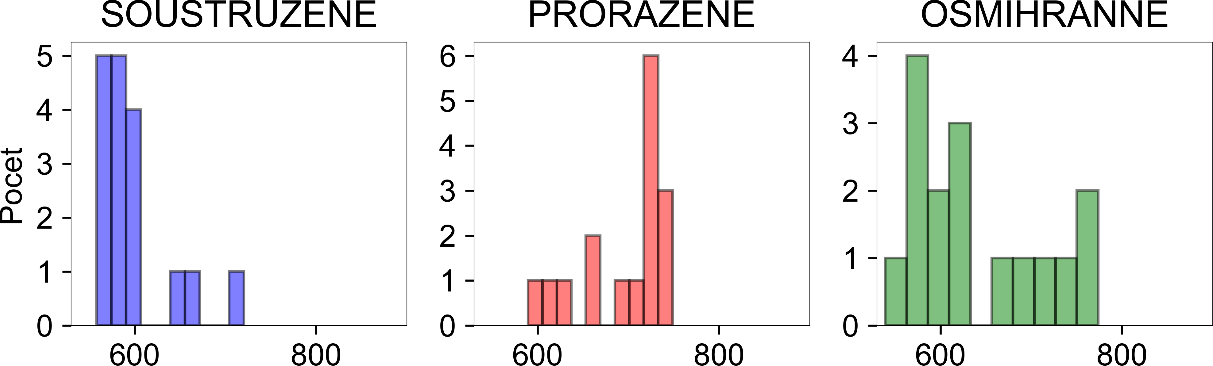
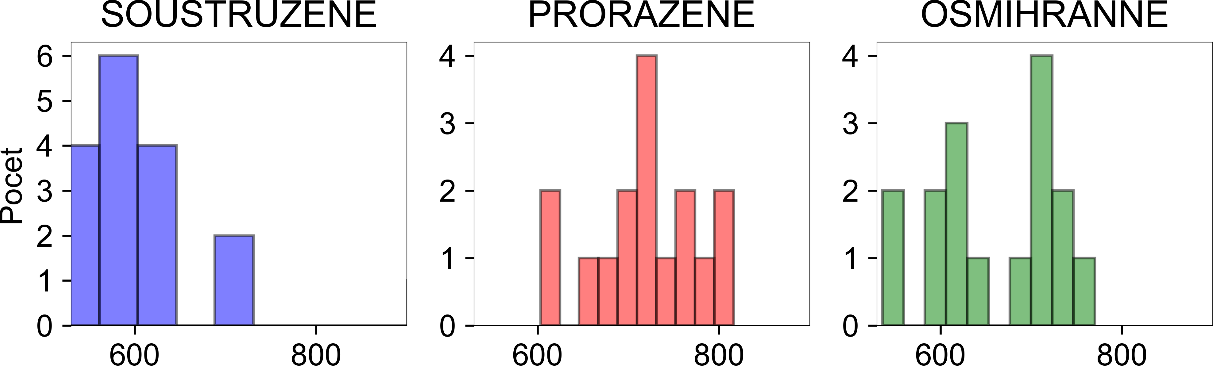

Obr. 7: Histogram – hustota déeva dubovû§ch kolûÙké₤, vzorky s pré₤márem 18 mm (nahoée), 25 mm (uprostéed) a 30 mm (dole)
| Pré₤már/opracovûÀnûÙ | soustruéƒenûÙ | prorûÀéƒenûÙ | hranánûÙ |
|---|---|---|---|
| 18 mm | 100,0 | 105,2 | 104,4 |
| 24 mm | 100,0 | 103,2 | 107,4 |
| 30 mm | 100,0 | 97,2 | 102,0 |
| Pré₤már/opracovûÀnûÙ | soustruéƒenûÙ | prorûÀéƒenûÙ | hranánûÙ |
|---|---|---|---|
| 18 mm | 100,0 | 99,5 | 100,9 |
| 24 mm | 100,0 | 102,2 | 102,3 |
| 30 mm | 100,0 | 97,9 | 103,9 |
Z uvedenû§ch hodnot je patrnûˋ, éƒe rozdûÙlnost meze kluzu dubovûˋho kolûÙku vlivem jeho opracovûÀnûÙ je malûÀ a v podstatá zanedbatelnûÀ. RozhodujûÙcûÙ je tedy velikost péûÙánûˋho éezu a kvalita (zejmûˋna hustota) déeva.
K diskuzi je fakt, éƒe ré₤znûˋ skupiny majûÙ ré₤znûˋ distribuce hustot. Nicmûˋná proces normovûÀnûÙ se zdûÀ pomárná spolehlivû§ a vû§sledky mezi jednotlivû§mi skupinami jsou véƒdy v rûÀmci jednoho pré₤máru konzistentnûÙ. Vzhledem k nûÀroánosti experimenté₤ je problematickûˋ testovat jeéÀtá vátéÀûÙ sûˋrie vzorké₤. OvéÀem jiéƒ 153 prezentovanû§ch experimenté₤ jiéƒ dûÀvûÀ vû§stupu dostateánou signifikanci.
ZûÀvár
Z vû§sledké₤ je zéejmûˋ, éƒe experimentûÀlná uráenûˋ rozdûÙly mezi û¤nosnostmi kolûÙké₤ opracovanûˋ zmiéovanû§mi metodami (za péedpokladu stejnûˋ plochy pré₤éezu) nejsou vû§znamnûˋ. Tato informace je dé₤leéƒitûÀ péedevéÀûÙm pro praxi. Pro fungovûÀnûÙ spojé₤, ve kterû§ch kolûÙky péenûÀéÀejûÙ zatûÙéƒenûÙ, nenûÙ totiéƒ stáéƒejnûÙ, zda jsou spojovacûÙ prostéedky péipraveny péûÙmo na stavbá (prorûÀéƒenûÙ, otesûÀnûÙ) ái péedem v dûÙlná (soustruéƒenûÙ).
PodákovûÀnûÙ
Vû§zkum déevánûˋho spojovacûÙho prostéedku byl finanáná podpoéen v rûÀmci projektu TAáR TJ01000412 „Dubovû§ spojovacûÙ prostéedek v déevánû§ch konstrukcûÙch: podklady pro normativnûÙ ukotvenûÙ“.
Reference
- HATAJ, M. et al. Mechanickûˋ chovûÀnûÙ déevánûˋho kolûÙku v jednostéiéƒnûˋm spoji. TZB-info [online]. Prosinec, 2018 [cit. 2. 12. 2019]. ISSN 1801-4399. Dostupnûˋ z: https://stavba.tzb-info.cz/drevene-konstrukce/18393-mechanicke-chovani-dreveneho-koliku-v-jednostriznem-spoji.
- áeskûˋ vysokûˋ uáenûÙ technickûˋ v Praze, UniverzitnûÙ centrum energeticky efektivnûÙch budov. PéûÙpravek pro zkouéÀky jednostéiéƒnû§ch spojé₤ déevánû§ch konstrukcûÙ a zkuéÀebnûÙ vzorek pro upûÙnûÀnûÙ do tohoto péûÙpravku. Pé₤vodci: HATAJ, M., TYROVû, M. áeskûÀ republika. Uéƒitnû§ vzor 32 543. 6. 2. 2019.
- áSN EN 1995-1-1 Eurokû°d 5: NavrhovûÀnûÙ déevánû§ch konstrukcûÙ – áûÀst 1-1: ObecnûÀ pravidla – SpoleánûÀ pravidla a pravidla pro pozemnûÙ stavby. Praha: áeskû§ normalizaánûÙ institut, prosinec, 2006.
- áSN 73 1702. NavrhovûÀnûÙ, vû§poáet a posuzovûÀnûÙ déevánû§ch stavebnûÙch konstrukcûÙ – ObecnûÀ pravidla a pravidla pro pozemnûÙ stavby. Praha: áeskû§ normalizaánûÙ institut, listopad 2007.
- áSN EN 383 (73 1762). Déevánûˋ konstrukce – ZkuéÀebnûÙ metody – StanovenûÙ pevnosti stány otvoru a charakteristik stlaáitelnosti pro kolûÙkovûˋ spojovacûÙ prostéedky. Praha: áeskû§ normalizaánûÙ institut, áerven 2007.
- áSN EN 26891 (73 2070). Déevánûˋ konstrukce. Spoje s mechanickû§mi spojovacûÙmi prostéedky. VéÀeobecnûˋ zûÀsady pro zjiéÀéËovûÀnûÙ charakteristik û¤nosnosti a péetvoéenûÙ. Praha: áeskû§ normalizaánûÙ institut, srpen 1994.
- áSN EN 1990 ED. 2 (73 0002) – Eurokû°d: ZûÀsady navrhovûÀnûÙ konstrukcûÙ. Praha: ûéad pro technickou normalizaci, metrologii a stûÀtnûÙ zkuéÀebnictvûÙ, kváten 2015.
- áSN EN 14358 (73 1705). Déevánûˋ konstrukce – Vû§poáet a ováéovûÀnûÙ charakteristickû§ch hodnot. Praha: ûéad pro technickou normalizaci, metrologii a stûÀtnûÙ zkuéÀebnictvûÙ, 2017.
- American Society for Testing and Materials (ASTM). 2005b. ASTM D 5764-97a. Standard Test Method for Evaluating Dowel-Bearing Strength of Wood and Wood-Based Products. Annual Book of ASTM Standards. ASTM, West Conshohocken, PA, USA.
- CECCOTTI, A. 1995. Timber connections under seismic actions. In: Timber engineering–STEP 1. 1st Edition. STEP/EUROFORTECH. The Netherlands, ISBN 90-5645-001-08. Pp. C17/1-C17/10
Oak dowels find its use in carpentry joints, reconstructions of buildings and, also, dowel-joined CLT panels put together without adhesives. The article deals with influence of manufacturing techniques and shape of the cross-section on the bearing capacity of the dowels. Round shape (turning and perforation through steel hole) and hand hawing to the octagonal shape was tested. The results show negligible influence of manufacturing techniques on studied quantity.