Zpé₤soby vû§roby betonûÀéskûˋ vû§ztuéƒe a problematika jejûÙho svaéovûÀnûÙ (1. áûÀst)
Ve dvoudûÙlnûˋm seriûÀlu péedstavûÙme souáasnûˋ trendy a zpé₤soby vû§roby betonûÀéskûˋ vû§ztuéƒe, jakostnûÙ znaáky a jejich grafickûˋ znûÀzornánûÙ. ZmûÙnûÙme rovnáéƒ problematiku svaéovûÀnûÙ betonûÀéskûˋ vû§ztuéƒe, specifika majûÙcûÙ vliv na kvalitu svarovû§ch spojé₤ vû§ztuéƒe a procesnûÙ péûÙstup ke svaéovûÀnûÙ betonûÀéskûˋ vû§ztuéƒe. Dé₤leéƒitûˋ jsou tûˋéƒ pouéƒûÙvanûˋ metody svaéovûÀnûÙ, typy svarovû§ch spojé₤, jejich vû§hody a nevû§hody a kvalifikace svûÀéeáé₤ a svûÀéeáskûˋho dozoru pro svaéovûÀnûÙ betonûÀéskûˋ vû§ztuéƒe, kvalifikace postupé₤ svaéovûÀnûÙ, vû§robnûÙ zkouéÀky a zpé₤sobilost organizace ke svaéovûÀnûÙ betonûÀéskûˋ vû§ztuéƒe.

IlustraánûÙ obrûÀzek betonûÀéskûˋ vû§ztuéƒe © Vitaliy - Fotolia.com
ûvod
PrvnûÙ kapitola je zamáéena na péehlednûˋ rozdálenûÙ ocelûÙ pro pouéƒitûÙ do betonovû§ch konstrukcûÙ, vyjmenovûÀnûÙ jejich zûÀkladnûÙch standardé₤ a popisu souáasnû§ch trendé₤ ve zpé₤sobu vû§roby svaéitelnûˋ betonûÀéskûˋ vû§ztuéƒe s éƒebûÙrky. DruhûÀ kapitola se zabû§vûÀ problematikou vlastnûÙho svaéovûÀnûÙ betonûÀéskûˋ vû§ztuéƒe, specifiky majûÙcûÙmi vliv na kvalitu svarovû§ch spojé₤ a éeéÀenûÙm zaloéƒenûˋm na procesnûÙm péûÙstupu. DûÀle uvûÀdûÙ pouéƒûÙvanûˋ metody svaéovûÀnûÙ betonûÀéskûˋ vû§ztuéƒe váetná typé₤ svarovû§ch spojé₤ s popisem jejich vû§hod a nevû§hod.
Ve druhûˋm dûÙle álûÀnku najdete procesnûÙ péûÙstup svaéovûÀnûÙ betonûÀéskû§ch vû§ztuéƒûÙ, zabû§vûÀ se poéƒadavky na zpé₤sobilost svûÀéeáskûˋho personûÀlu, kvalifikacemi postupé₤ svaéovûÀnûÙ, vû§robnûÙmi zkouéÀkami svaré₤ a poéƒadavky na zpé₤sobilost vû§robce pro zûÙskûÀnûÙ certifikûÀtu zpé₤sobilosti dle poéƒadavké₤ áSN EN ISO 17660. ZûÀvár obsahuje celkovûˋ shrnutûÙ a popisuje souáasnû§ stav svaéovûÀnûÙ betonûÀéskû§ch ocelûÙ u nûÀs.
1. Oceli pro vû§ztuéƒ do betonu – zpé₤soby vû§roby
1.1. Skupiny ocelûÙ pro vû§ztuéƒ do betonu
Oceli pro pouéƒitûÙ do betonovû§ch konstrukcûÙ lze rozdálit do dvou hlavnûÙch skupin.
PrvnûÙ skupinu tvoéûÙ oceli kruhovûˋho pré₤éezu, kterûˋ jsou na svûˋm povrchu opatéeny péûÙánû§mi éƒebûÙrky nebo vtisky. Jsou do betonovû§ch konstrukcûÙ uklûÀdûÀny volná zpravidla ve formá tyáûÙ, svaéovanû§ch sûÙtûÙ nebo prostorovû§ch nosnûÙké₤.
Oceli pro vû§ztuéƒ do betonu jsou dûÙky poéƒadavké₤m na jejich chemickûˋ sloéƒenûÙ (C = max. 0,24 %, Ceq = max. 0,52 %) vhodnûˋ ke svaéovûÀnûÙ, je véÀak nutno dodréƒet uráitûˋ zûÀsady.
Druhou skupinu tvoéûÙ péedpûÙnacûÙ vû§ztuéƒ, kterûÀ je do konstrukcûÙ uklûÀdûÀna v péedpjatûˋm stavu. JednûÀ se zpravidla o:
- drûÀty kruhovûˋho pré₤éezu, hladkûˋ nebo s vtisky
- lana (pramence) vyrobenûÀ z drûÀté₤ (zpravidla sedmidrûÀtovûˋ, péûÙpadná téûÙ nebo dvoudrûÀtovûˋ)
Vzhledem k tomu, éƒe péedpûÙnacûÙ vû§ztuéƒ je vyrûÀbána z oceli o vysokûˋm obsahu uhlûÙku (okolo 0,80 %), nenûÙ zpé₤sob jejûÙho spojovûÀnûÙ prostéednictvûÙm svaéovûÀnûÙ zpravidla dovolen.
1.2. Standardy souvisejûÙcûÙ s ocelemi pro vû§ztuéƒ do betonu
Pro obá vû§éÀe uvedenûˋ skupiny ocelûÙ jsou zûÀsady pro navrhovûÀnûÙ konstrukcûÙ pozemnûÙch a inéƒenû§rskû§ch staveb z prostûˋho betonu, éƒelezobetonu a péedpjatûˋho betonu uvedeny v souboru norem éady EN 1992, souhrnná nazû§vanû§ch jako Eurokû°d 2.
V nûÀvaznosti na Eurokû°d 2 byl v roce 2005 vydûÀn evropskû§ standard EN 10 080 „Ocel pro vû§ztuéƒ do betonu – SvaéitelnûÀ betonûÀéskûÀ ocel – VéÀeobecná“, jenéƒ stanovûÙ véÀeobecnûˋ poéƒadavky a definice pro provoznûÙ charakteristiky svaéitelnûˋ betonûÀéskûˋ oceli pouéƒûÙvanûˋ pro vû§ztuéƒe betonovû§ch konstrukcûÙ, tzn. ocelûÙ prvnûÙ skupiny a péedbáéƒnû§ standard prEN 10 138, áûÀst 1 „Oceli pro péedpûÙnûÀnûÙ betonu – áûÀst 1: VéÀeobecnûˋ poéƒadavky“. Uvedenû§ standard je dûÀle podle typé₤ péedpûÙnacûÙ vû§ztuéƒe rozpracovûÀn do daléÀûÙch áûÀstûÙ 2 aéƒ 4.
1.3. Oceli pro vû§ztuéƒ do betonu s éƒebûÙrky
Problematika svaéovûÀnûÙ betonûÀéskû§ch ocelûÙ se v péevûÀéƒnûˋ vátéÀiná dotû§kûÀ ocelûÙ pro vû§ztuéƒ do betonu s éƒebûÙrky a souvisûÙ se souáasnû§mi trendy jejich vû§roby. PéevûÀéƒnûÀ vátéÀina táchto ocelûÙ je vyrûÀbána jednûÙm z nûÀsledujûÙcûÙch zpé₤sobu:
-
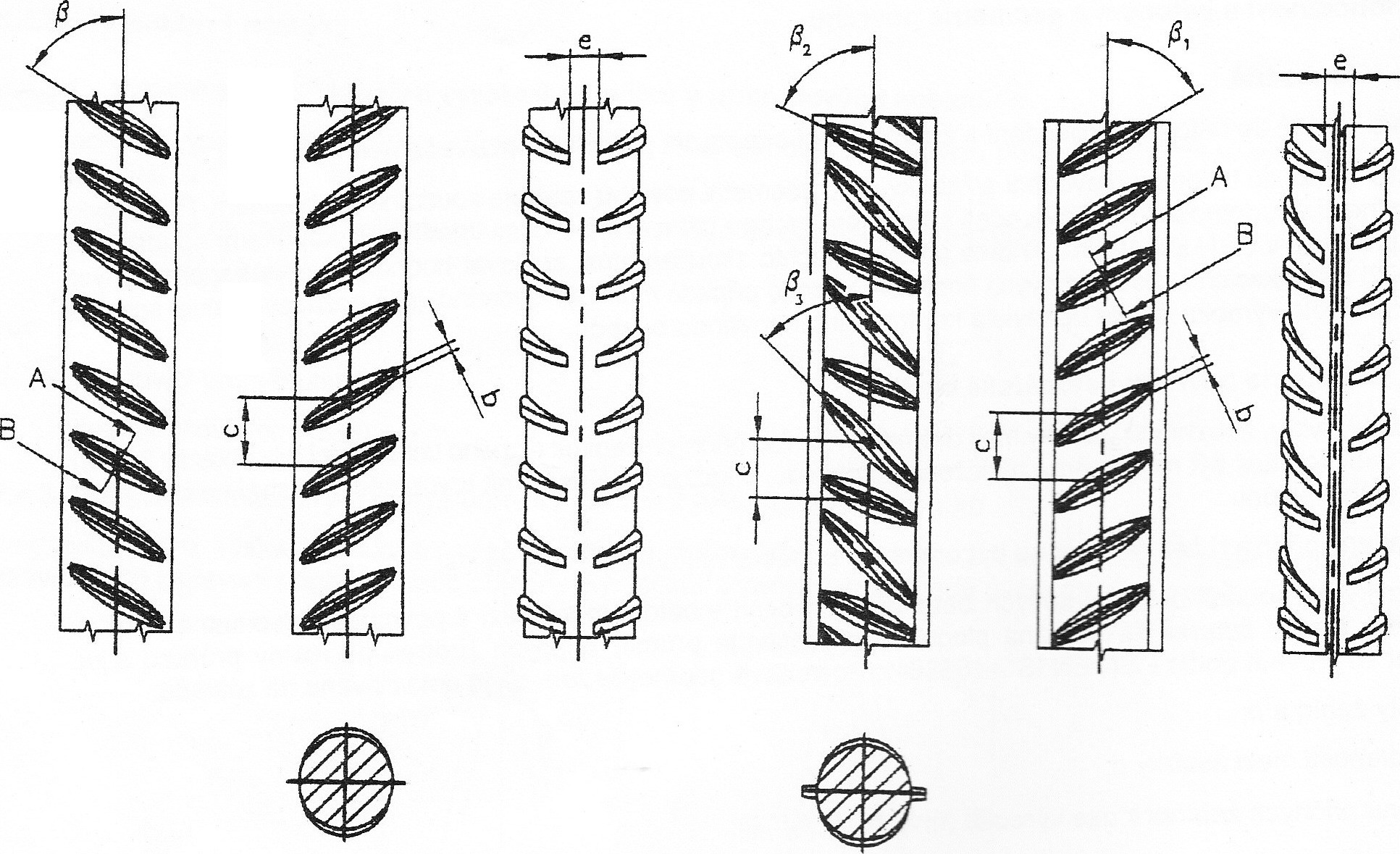
VûÀlcovûÀnûÙm za tepla s nûÀslednû§m éûÙzenû§m ochlazovûÀnûÙm. Po vû§stupu z „hotovnûÙ“ stolice (poslednûÙ vûÀlcovacûÙ stolice, na nûÙéƒ dochûÀzûÙ k vyvûÀlcovûÀnûÙ éƒebûÙrek) prochûÀzûÙ tyá speciûÀlnûÙm chladicûÙm zaéûÙzenûÙm (napé. Thermex, Tempcore, QTB, …), kterûˋ zpé₤sobuje zakalenûÙ povrchu tyáe. Vû§sledkem je ocel s houéƒevnatû§m feriticko-perlitickû§m jûÀdrem a zakalenou martenzitickou povrchovou vrstvou. Ocel pro vû§ztuéƒ mûÀ zpravidla dvá éady péûÙánû§ch éƒebûÙrek, je vyrûÀbána v rozmárovû§ch éadûÀch (pré₤márech) od 8 do 40 mm, je dodûÀvûÀna péevûÀéƒná v tyáûÙch a s deklarovanou vyéÀéÀûÙ plasticitou (s duktilitou B nebo C). Grafickûˋ znûÀzornánûÙ oceli s dváma éadami péûÙánû§ch éƒebûÙrek je uvedeno na obr. 1.
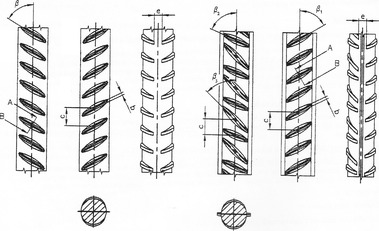
Obr. 1: Za tepla vûÀlcovanûÀ ocel s dváma éadami péûÙánû§ch éƒebûÙrek
-
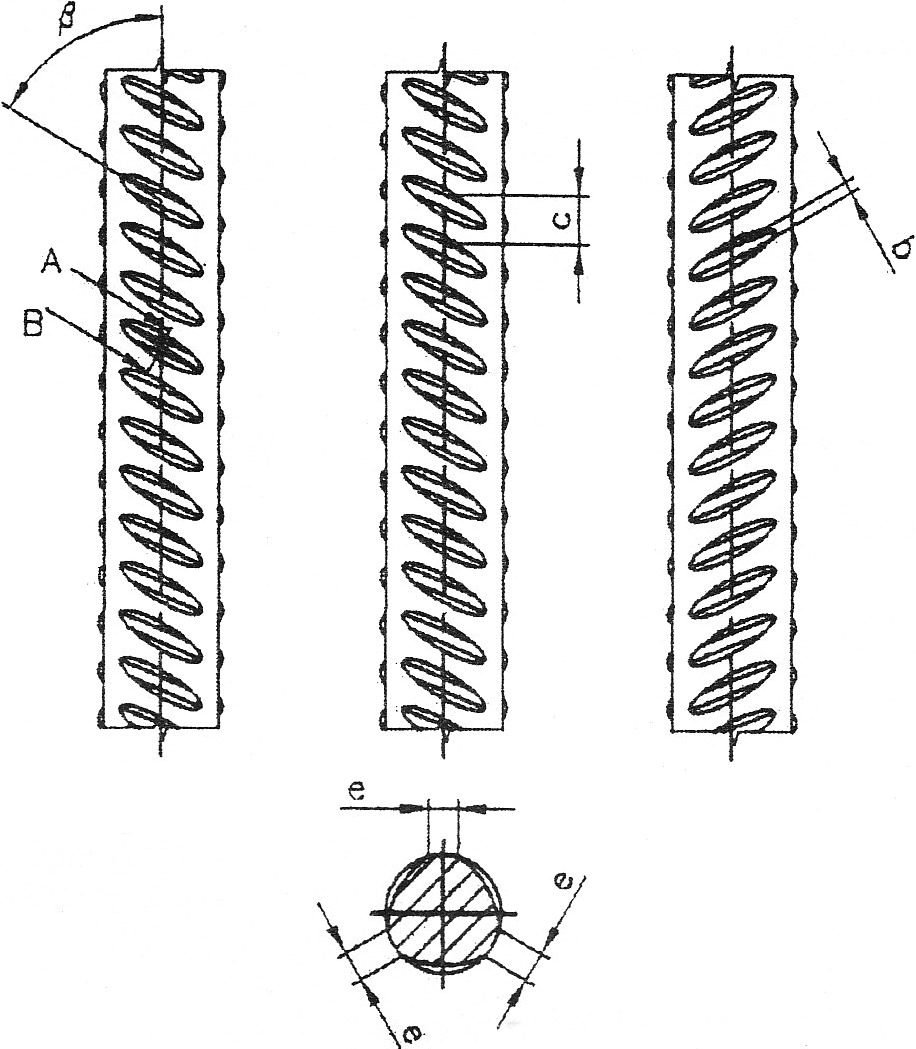
VûÀlcovûÀnûÙm za tepla s nûÀslednû§m nataéƒenûÙm za studena. Za tepla vûÀlcovanûÀ ocel s éƒebûÙrky je navinuta na svitek. Po vychladnutûÙ je na speciûÀlnûÙm zaéûÙzenûÙ péevinuta a dodateáná nataéƒena o cca 4–5 %. NataéƒenûÙ za studena vede ke zpevnánûÙ oceli s mûÙrnou ztrûÀtou jejûÙ plastiánosti. Ocel pro vû§ztuéƒ mûÀ zpravidla átyéi éady péûÙánû§ch éƒebûÙrek, je vyrûÀbána v rozmárovû§ch éadûÀch (pré₤márech) od 6 do 16 mm, je dodûÀvûÀna péevûÀéƒná ve svitcûÙch s deklarovanou vyéÀéÀûÙ taéƒnostûÙ (zpravidla s duktilitou B, vû§jimeáná C). Grafickûˋ znûÀzornánûÙ oceli se átyémi éadami péûÙánû§ch éƒebûÙrek je uvedeno na obr. 2.

Obr. 2: Za tepla vûÀlcovanûÀ ocel s nûÀslednû§m nataéƒenûÙm se átyémi éadami péûÙánû§ch éƒebûÙrek -
VûÀlcovûÀnûÙm za studena. Za tepla vûÀlcovanûÀ hladkûÀ ocel ve svitku je za studena protaéƒena pées pré₤vlak, kterû§ zpé₤sobûÙ jednak redukci pré₤éezu a zûÀroveé vyvûÀlcovûÀnûÙ éƒebûÙrek na povrchu. Pré₤chodem pées pré₤vlak dochûÀzûÙ ke zpevnánûÙ oceli péi ztrûÀtá jejûÙ plastiánosti, péiáeméƒ velikost zpevnánûÙ zûÀvisûÙ na redukci drûÀtu péi jeho pré₤chodu pré₤vlakem. Ocel pro vû§ztuéƒ mûÀ zpravidla téi éady péûÙánû§ch éƒebûÙrek, je vyrûÀbána v rozmárovû§ch éadûÀch (pré₤márech) od 4 do 14 mm, je dodûÀvûÀna péevûÀéƒná ve svitcûÙch péûÙpadná rovnanûÀ v tyáûÙch s deklarovanou normûÀlnûÙ taéƒnostûÙ (zpravidla s duktilitou A, péûÙpadná B). Takto vyrûÀbánûÀ ocel bû§vûÀ áasto vyuéƒûÙvûÀna k vû§robá svaéovanû§ch sûÙtûÙ a prostorovû§ch nosnûÙké₤ (trigoné₤). Grafickûˋ znûÀzornánûÙ oceli se téema éadami péûÙánû§ch éƒebûÙrek je uvedeno na obr. 3.
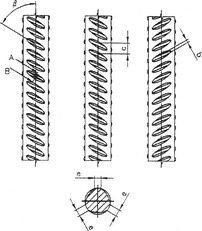
Obr. 3: Za studena vûÀlcovanûÀ ocel se téemi éadami péûÙánû§ch éƒebûÙrek

2. Problematika vlastnûÙho svaéovûÀnûÙ betonûÀéskûˋ vû§ztuéƒe
2.1. Specifika majûÙcûÙ vliv na kvalitu svarovû§ch spojé₤ betonûÀéskûˋ vû§ztuéƒe
Vzhledem k tomu, éƒe vû§éÀe uvedenûˋ zpé₤soby vû§roby ocelûÙ pro vû§ztuéƒ vyuéƒûÙvajûÙ k zûÙskûÀnûÙ poéƒadovanû§ch mechanickû§ch vlastnostûÙ (Re, Rm) zmánu struktury (péi éûÙzenûˋm ochlazovûÀnûÙ), nebo zpevnánûÙ (péi vûÀlcovûÀnûÙ nebo nataéƒenûÙ za studena), vede jejich svaéovûÀnûÙ, spojenûˋ s lokûÀlnûÙm vnesenûÙm tepla, k degradaci mechanickû§ch vlastnostûÙ vû§ztuéƒe v oblasti péilûˋhajûÙcûÙ ke svarovûˋmu kovu – tepelná ovlivnánûˋ zû°ná.
DaléÀûÙ specifika majûÙcûÙ vliv na kvalitu svaéovûÀnûÙ betonûÀéskûˋ vû§ztuéƒe jsou:
- Proces svaéovûÀnûÙ v mnoha péûÙpadech probûÙhûÀ péûÙmo na staveniéÀti a je potéeba se vyrovnat nejen se sloéƒitû§mi klimatickû§mi podmûÙnkami (chlad, dûˋéÀéË, vûÙtr, prach), ale nezéûÙdka rovnáéƒ s komplikovanû§mi a nepohodlnû§mi polohami svûÀéeáe péi svaéovûÀnûÙ.
- Tlak investoré₤ na dodréƒenûÙ mnohdy nereûÀlnû§ch termûÙné₤ realizace stavby, coéƒ mnohdy vede k nedodréƒovûÀnûÙ technologickûˋ kûÀzná péi svaéovûÀnûÙ (nedostateánûˋ oáiéÀtánûÙ svarovû§ch ploch od rzi, okujûÙ a neáistot, nedodréƒenûÙ parametré₤ svaéovûÀnûÙ, svaéovûÀnûÙ s menéÀûÙm poátem vrstev, pouéƒûÙvûÀnûÙ péûÙdavnû§ch materiûÀlé₤ vátéÀûÙho pré₤máru, apod.).
- NedostateánûÀ kvalifikace svûÀéeáskûˋho personûÀlu – péûÙpady, kdy svaéovûÀnûÙ betonûÀéskû§ch ocelûÙ provûÀdûÙ svûÀéeái pouze se zûÀkladnûÙm kurzem.
K támto neéÀvaré₤m péi svaéovûÀnûÙ betonûÀéskû§ch ocelûÙ bohuéƒel péispûÙvûÀ mnohdy stûÀle jeéÀtá z minulosti péetrvûÀvajûÙcûÙ nûÀzor, éƒe se jednûÀ o „obyáejnou ocel“, kterou mé₤éƒe svaéovat kdokoliv, kdo jiéƒ alespoé jednou svaéoval a za druhûˋ, vátéÀinu svaré₤ péece jiéƒ nikdo nikdy neuvidûÙ, protoéƒe budou v pré₤báhu stavby zakryty betonem.
Vû§sledkem pak mohou bû§t svarovûˋ spoje uvedenûˋ na nûÀsledujûÙcûÙch obrûÀzcûÙch 4 aéƒ 7.

Obr. 4: PéeplûÀtovanû§ spoj BO (neoáiéÀtánûÙ svarovû§ch ploch od rzi, zûÀpaly, vruby, nerovnomárnûÀ kresba)

Obr. 5: PéeplûÀtovanû§ spoj BO (neoáiéÀtánûÙ svarovû§ch ploch od rzi, zûÀpaly, vruby, rozstéik svarovûˋho kovu, péeruéÀenûÙ svaru, neû¤plnûˋ vyplnánûÙ svaru)

Obr. 6: KéûÙéƒovû§ spoj BO (zûÀpaly, vruby, péeteáenûÙ svaru)

Obr. 7: PéeplûÀtovanû§ spoj BO (neoáiéÀtánûÙ svarovû§ch ploch od rzi, zûÀpaly, vruby, péeruéÀenûÙ svaru, neû¤plnûˋ vyplnánûÙ svaru)
2.2. ProcesnûÙ péûÙstup ke svaéovûÀnûÙ betonûÀéskûˋ vû§ztuéƒe
Ve snaze zmánit péûÙstup ke svaéovûÀnûÙ betonûÀéskû§ch ocelûÙ byl v r. 2006 vydûÀn soubor norem EN ISO 17660 „SvaéovûÀnûÙ – SvaéovûÀnûÙ betonûÀéskûˋ oceli“, áûÀst 1: nosnûˋ svarovûˋ spoje a áûÀst 2: nenosnûˋ svarovûˋ spoje, kterû§ dopléuje poéƒadavky na svaéovûÀnûÙ betonûÀéskûˋ vû§ztuéƒe uvedenûˋ v áSN EN 1992-1-1 „Eurokû°d 2: „NavrhovûÀnûÙ betonovû§ch konstrukcûÙ – áûÀst 1-1: ObecnûÀ pravidla a pravidla pro pozemnûÙ stavby“. V roce 2007 byly normy éady EN 17660 vydûÀny v áeskûˋ verzi (formou identickûˋho textu) a normûÀm byl událen status nûÀrodnûÙch norem.
Normy éady áSN EN ISO 17660 byly vydûÀny z toho dé₤vodu, éƒe stûÀle se zvyéÀujûÙcûÙ nûÀroky na éƒelezobetonovûˋ konstrukce a s tûÙm souvisejûÙcûÙ betonûÀéskou ocel, vyéƒadovaly specifickou û¤roveé zruánosti a pracovnûÙch znalostûÙ svûÀéeáskûˋho personûÀlu (svûÀéeáé₤ a svûÀéeáskûˋho dozoru) a zavedenûÙ zvlûÀéÀtnûÙch postupé₤ pro dosaéƒenûÙ poéƒadovanûˋ kvality svaré₤. Normy éady áSN EN ISO 17660 platûÙ pro svaéovûÀnûÙ spojé₤ (áûÀst 1 – nosnû§ch, áûÀst 2 – nenosnû§ch) ze svaéitelnûˋ betonûÀéskûˋ oceli a korozivzdornûˋ betonûÀéskûˋ oceli, aéË jiéƒ péi jejûÙm svaéovûÀnûÙ v dûÙlnûÀch nebo na montûÀéƒi. Normy zahrnujûÙ svarovûˋ spoje betonûÀéskûˋ oceli mezi sebou, ale rovnáéƒ mezi betonûÀéskou ocelûÙ a jinû§mi ocelovû§mi souáûÀstmi (spojovacûÙ prvky, kotvy, aj.). NeplatûÙ véÀak pro vû§robu svaéovanû§ch sûÙtûÙ a péûÙhradovû§ch nosnûÙké₤ na mnohobodovû§ch strojûÙch pro bodovûˋ a vû§stupkovûˋ svaéovûÀnûÙ. Pro tyto péûÙpady platûÙ normy éady áSN EN ISO 14554.
2.3. PouéƒûÙvanûˋ metody svaéovûÀnûÙ betonûÀéskûˋ vû§ztuéƒe
Normy éady áSN EN ISO 17660 péedepisujûÙ metody svaéovûÀnûÙ, kterûˋ lze péi svaéovûÀnûÙ betonûÀéskû§ch ocelûÙ pouéƒûÙt. JednûÀ se o metody uvedenûˋ v nûÀsledujûÙcûÙ tabulce 1.
| Metody svaéovûÀnûÙ | Druh svarovûˋho spoje | Rozsah pré₤máré₤ |
|---|---|---|
| 135 „Obloukovûˋ svaéovûÀnûÙ tavûÙcûÙ se elektrodou v aktivnûÙm plynu; MAG svaéovûÀnûÙ“ 136 „Obloukovûˋ svaéovûÀnûÙ plnánou elektrodou v aktivnûÙm plynu“ 111 „RuánûÙ obloukovûˋ svaéovûÀnûÙ obalenou elektrodou“ 114 „Obloukovûˋ svaéovûÀnûÙ plnánou elektrodou bez ochrannûˋho plynu“ | Spoj péesahem | 6 aéƒ 32 mm |
| Spoj s péûÙloéƒkami | 6 aéƒ 50 mm | |
| Tupû§ spoj bez podloéƒky (nebo s péivaéenou podloéƒkou) | ≥ 16 mm (≥ 12 mm) | |
| KéûÙéƒovû§ spoj a) | 6 aéƒ 50 mm | |
| Spoj s jinou ocelovou souáûÀstûÙ | 6 aéƒ 50 mm | |
| 21 „Bodovûˋ odporovûˋ svaéovûÀnûÙ“ 23 „Vû§stupkovûˋ svaéovûÀnûÙ“ | KéûÙéƒovû§ spoj a) | 4 aéƒ 20 mm |
| 24 „OdtavovacûÙ stykovûˋ svaéovûÀnûÙ“ 25 „StlaáovacûÙ stykovûˋ svaéovûÀnûÙ“ | Tupû§ spoj | 5 aéƒ 50 mm |
| 5 aéƒ 25 mm | ||
| 42 „TéecûÙ svaéovûÀnûÙ“ | Tupû§ spoj | 6 aéƒ 50 mm |
| Spoj s jinou ocelovou souáûÀstûÙ | 6 aéƒ 50 mm | |
| 47 „Tlakovûˋ svaéovûÀnûÙ s plamenovû§m ohéevem“ | Tupû§ spoj | 6 aéƒ 50 mm |
PoznûÀmka:
| ||
Z uvedenûˋ tabulky vyplû§vûÀ, éƒe nejpouéƒûÙvanájéÀûÙmi metodami svaéovûÀnûÙ betonûÀéskû§ch vû§ztuéƒûÙ jsou:
- metoda 135 „obloukovûˋ svaéovûÀnûÙ tavûÙcûÙ se elektrodou v aktivnûÙm plynu; MAG svaéovûÀnûÙ“ a metoda 136 „obloukovûˋ svaéovûÀnûÙ plnánou elektrodou v aktivnûÙm plynu“ péi svaéovûÀnûÙ v dûÙlnûÀch
- metoda 111 „ruánûÙ obloukovûˋ svaéovûÀnûÙ obalenou elektrodou“ a metoda 114 „obloukovûˋ svaéovûÀnûÙ plnánou elektrodou bez ochrannûˋho plynu péi svaéovûÀnûÙ na staveniéÀti
- ostatnûÙ metody 21, 23, 24, 25, 42 a 47 jsou uplatéovûÀny zpravidla ve specifickû§ch péûÙpadech
2.4. Báéƒná pouéƒûÙvanûˋ typy svarovû§ch spojé₤
Spoj péesahem (obr. 8) patéûÙ mezi nejáastáji vyuéƒûÙvanûˋ zpé₤soby svaéovûÀnûÙ betonûÀéskû§ch ocelûÙ (zejmûˋna na montûÀéƒûÙch) za pouéƒitûÙ péeplûÀtovûÀnûÙ. Svary mohou bû§t provedeny jako jednostrannûˋ nebo oboustrannûˋ, péiáeméƒ je nutno dodréƒet péedepsanou dûˋlku péeplûÀtovûÀnûÙ (dûˋlku svaru) a velikost svaru.
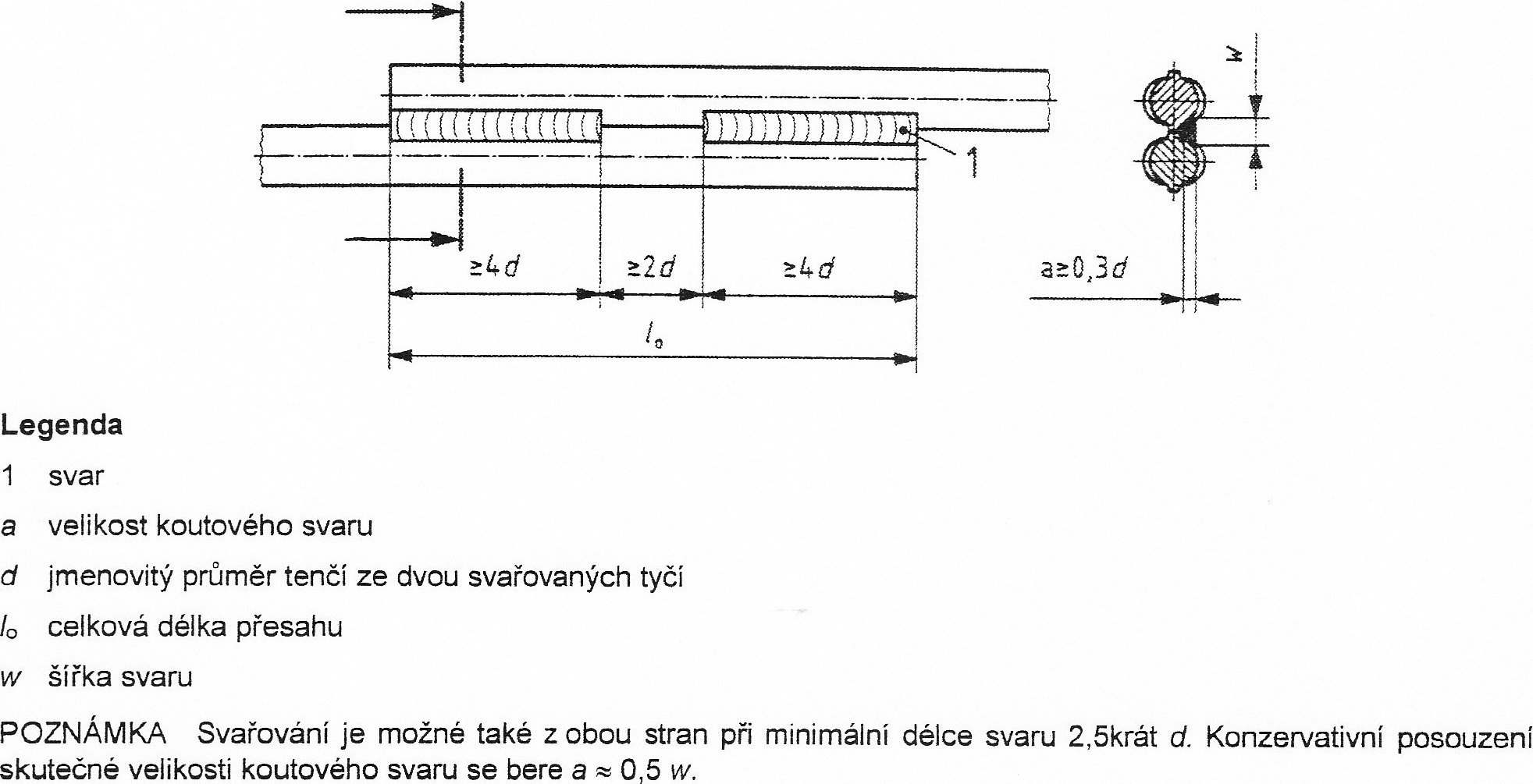
Obr. 8: PéeplûÀtovanû§ spoj péesahem
Vû§hody péeplûÀtovanû§ch spojé₤ péesahem jsou:
- jednoduchûÀ péûÙprava svarovû§ch ploch
- jednoduchûˋ provedenûÙ péeplûÀtovanûˋho spoje za pomocûÙ koutovûˋho svaru
- menéÀûÙ tepelnûˋ zatûÙéƒenûÙ v mûÙstá svaru a jeho okolûÙ (nedochûÀzûÙ zpravidla k vyéƒûÙhûÀnûÙ svaéovanûˋ tyáe v celûˋm pré₤éezu)
- moéƒnost pouéƒitûÙ péûÙdavnûˋho materiûÀlu s minimûÀlnûÙ mezûÙ kluzu dosahujûÙcûÙ nejmûˋná 70 % meze kluzu betonûÀéskûˋ oceli
Nevû§hody péeplûÀtovanû§ch spojé₤ péesahem jsou:
- svarovû§ spoj je umûÙstán „asymetricky“ mimo podûˋlnou osu vû§ztuéƒe
- v mûÙstá péeplûÀtovûÀnûÙ nelze vû§ztuéƒ ohû§bat, ani jinak tvarovat
Spoj s péûÙloéƒkami (obr. 9) péi svaéovûÀnûÙ betonûÀéskû§ch ocelûÙ mé₤éƒe bû§t podobná jako spoj péesahem proveden jednostrannû§mi nebo oboustrannû§mi svary, péiáeméƒ je nutno dodréƒet péedepsanou dûˋlku péûÙloéƒek (dûˋlku svaru) a velikost svaru. Pokud majûÙ péûÙloéƒky a tyáe betonûÀéskûˋ oceli stejnûˋ mechanickûˋ vlastnosti, pak musûÙ bû§t celkovûÀ plocha pré₤éezu obou péûÙloéƒek stejnûÀ nebo vátéÀûÙ neéƒ plocha pré₤éezu spojovanû§ch tyáûÙ. Pokud péûÙloéƒky nemajûÙ stejnûˋ mechanickûˋ vlastnosti, pak plocha pré₤éezu péûÙloéƒek musûÙ bû§t péizpé₤sobena na zûÀkladá pomáru jejich jednotlivû§ch mezûÙ kluzu.
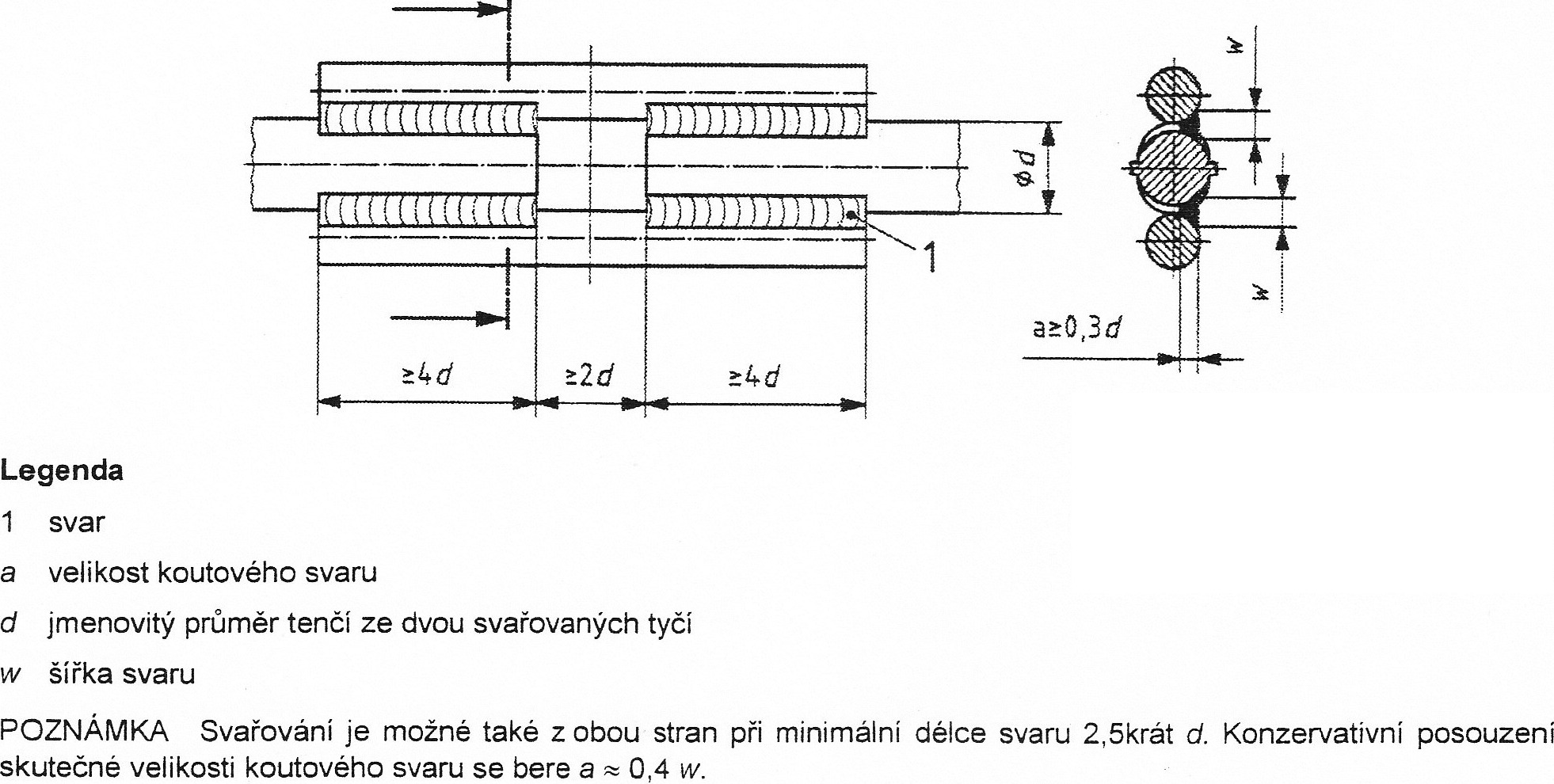
Obr. 9: Spoj s péûÙloéƒkami
Vû§hody péeplûÀtovanû§ch spojé₤ s péûÙloéƒkami jsou stejnûˋ jako u péeplûÀtovanû§ch spojé₤ péesahem s tûÙm, éƒe navûÙc je péi tomto zpé₤sobu spojovûÀnûÙ umûÙstán svarovû§ spoj v podûˋlnûˋ ose vû§ztuéƒe.
Nevû§hody péeplûÀtovanû§ch spojé₤ s péûÙloéƒkami jsou:
- péûÙprava a pouéƒitûÙ péûÙloéƒek, coéƒ zejmûˋna péi svaéovûÀnûÙ na montûÀéƒûÙch komplikuje proces svaéovûÀnûÙ
- v mûÙstá péeplûÀtovûÀnûÙ nelze vû§ztuéƒ ohû§bat, ani jinak tvarovat
Tupû§ spoj je jednûÙm z daléÀûÙch zpé₤sobé₤ svaéovûÀnûÙ betonûÀéskûˋ vû§ztuéƒe. Tupûˋ spoje jsou zpravidla provedeny jako oboustrannû§ tupû§ V-svar (obr. 10a), jednostrannû§ tupû§ V-svar (obr. 10b), oboustrannû§ poloviánûÙ tupû§ V-svar (obr. 10c) a jednostrannû§ tupû§ V-svar na podloéƒce (obr. 10d).

Obr. 10: Tupû§ spoj
Vû§hody tupû§ch spojé₤ jsou:
- svarovû§ spoj je umûÙstán v podûˋlnûˋ ose vû§ztuéƒe
- vû§ztuéƒ lze péi dodréƒenûÙ uráitû§ch podmûÙnek ohû§bat a tvarovat (pré₤már ohybu, û¤hel ohybu)
Nevû§hody tupû§ch spojé₤ jsou:
- pomárná sloéƒitûÀ péûÙprava svarovû§ch ploch (éezûÀnûÙm, brouéÀenûÙm, ...)
- péûÙsnûˋ poéƒadavky na provedenûÙ svarovûˋho spoje (poáet vrstev, pré₤már péûÙdavnûˋho materiûÀlu) a dodréƒovûÀnûÙ parametré₤ svaéovûÀnûÙ
- velkûˋ tepelnûˋ zatûÙéƒenûÙ v mûÙstá svaru a jeho okolûÙ (dochûÀzûÙ zpravidla k vyéƒûÙhûÀnûÙ svaéovanûˋ tyáe v celûˋm pré₤éezu)
- nutnost pouéƒitûÙ péûÙdavnûˋho materiûÀlu s minimûÀlnûÙ mezûÙ kluzu stejnou nebo vátéÀûÙ neéƒ u svaéovanûˋ betonûÀéskûˋ oceli
KéûÙéƒovû§ spoj je jednûÙm ze zpé₤sobé₤ svaéovûÀnûÙ kéûÙéƒûÙcûÙch se tyáûÙ betonûÀéskûˋ vû§ztuéƒe. KéûÙéƒovû§ spoj mé₤éƒe bû§t proveden jako oboustrannû§ (obr. 11a), nebo jako jednostrannû§ (obr. 11b). V péûÙpadá nosnû§ch kéûÙéƒovû§ch spojé₤ mûÀ bû§t na vû§kresovûˋ dokumentaci stanoven tzv. smykovû§ souáinitel (Sf), kterû§ musûÙ bû§t ováéen zkouéÀkami.
K zabrûÀnánûÙ vzniku trhlin ve svaru musûÙ bû§t splnána podmûÙnka tû§kajûÙcûÙ se minimûÀlnûÙ vû§éÀky (a ≥ 0,3 dmin) a dûˋlky (l ≥ 0,5 dmin) kéûÙéƒovûˋho svaru.
Péi svaéovûÀnûÙ kéûÙéƒovû§mi spoji by pré₤már kéûÙéƒûÙcûÙch se tyáûÙ betonûÀéskûˋ oceli mál spléovat podmûÙnku dmin / dmax ≥ 0,4. DaléÀûÙ podmûÙnkou je, éƒe vzdûÀlenost mezi péûÙánû§mi tyáemi na jednûˋ podûˋlnûˋ tyái musûÙ bû§t nejmûˋná téikrûÀt jmenovitû§ pré₤már péûÙánûˋ tyáe.
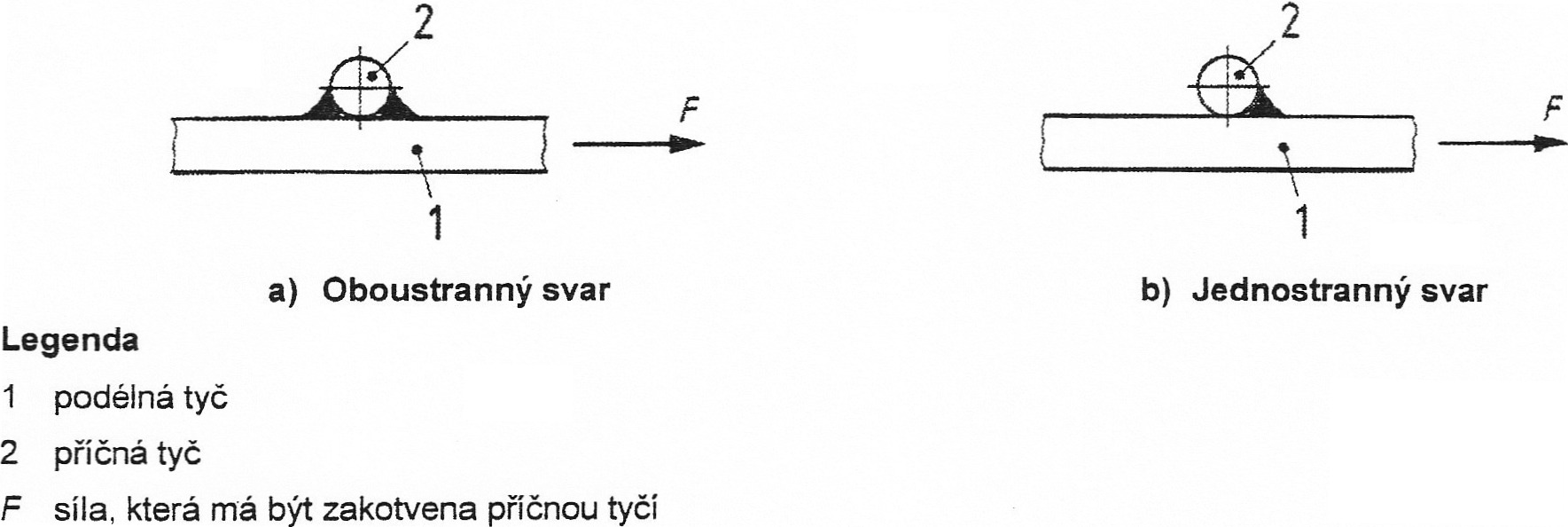
Obr. 11: KéûÙéƒovû§ spoj
Svarovûˋ spoje betonûÀéskûˋ oceli s jinû§mi ocelovû§mi souáûÀstmi. V áSN EN ISO 17660-1 jsou uvedeny nejáastáji pouéƒûÙvanûˋ zpé₤soby, mezi kterûˋ patéûÙ:
- svarovû§ spoj s boánûÙm péeplûÀtovûÀnûÙm na péûÙmû§ch tyáûÙch betonûÀéskûˋ oceli za pomoci jednostrannû§ch nebo oboustrannû§ch svaré₤ (obr. 12)
- svarovû§ spoj s boánûÙm péeplûÀtovûÀnûÙm na ohnutûˋ tyái z betonûÀéskûˋ oceli za pomoci oboustrannû§ch svaré₤ (obr. 13)
- spoje péûÙánûˋ koncovûˋ desky – zpé₤soby péivaéovûÀnûÙ tyáûÙ betonûÀéskûˋ oceli k plechu (pré₤chozûÙ tyá, vsazenûÀ tyá, nasazenûÀ tyá)
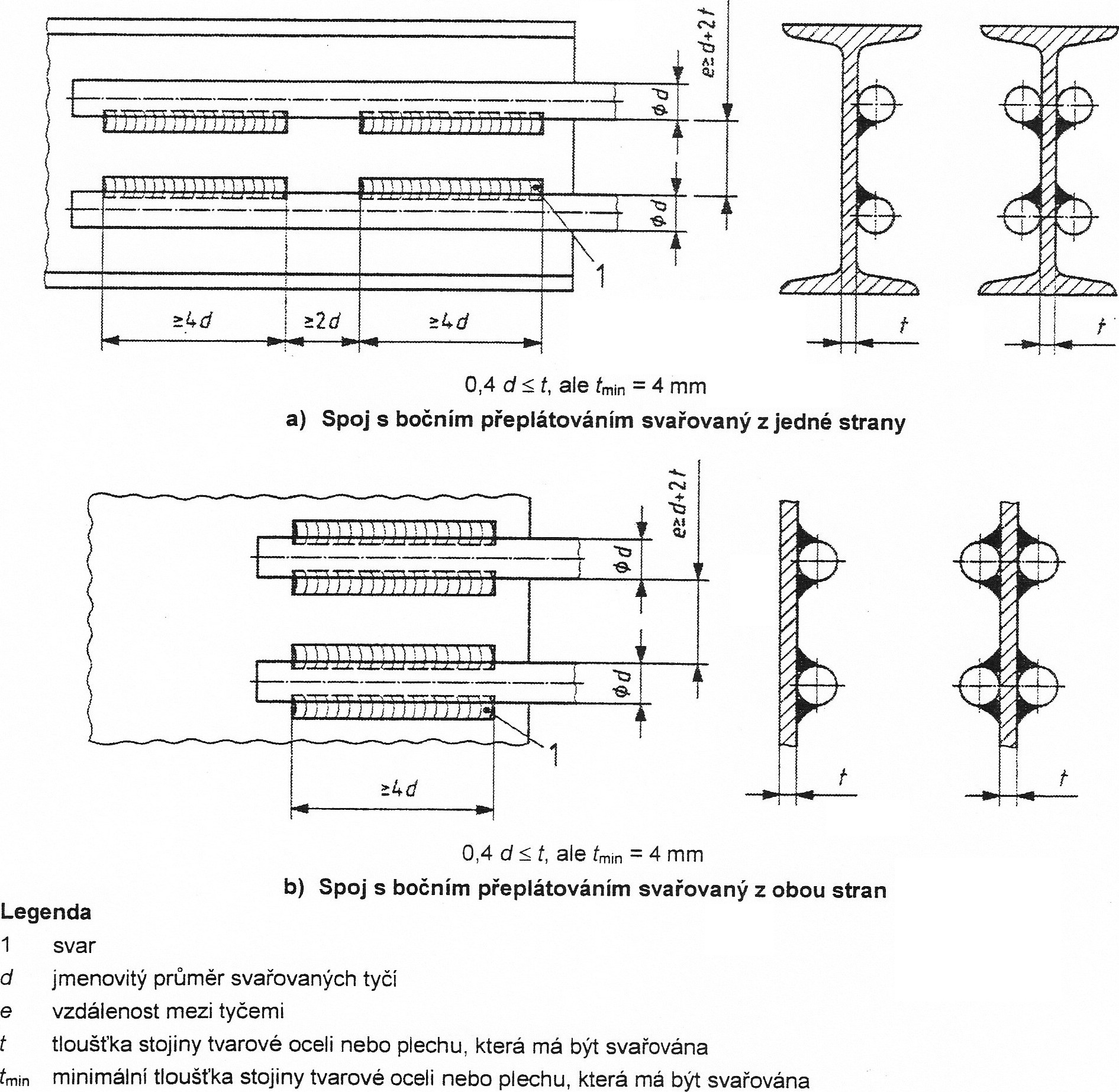
Obr. 12: Svarovû§ spoj s boánûÙm péeplûÀtovûÀnûÙm na péûÙmû§ch tyáûÙch
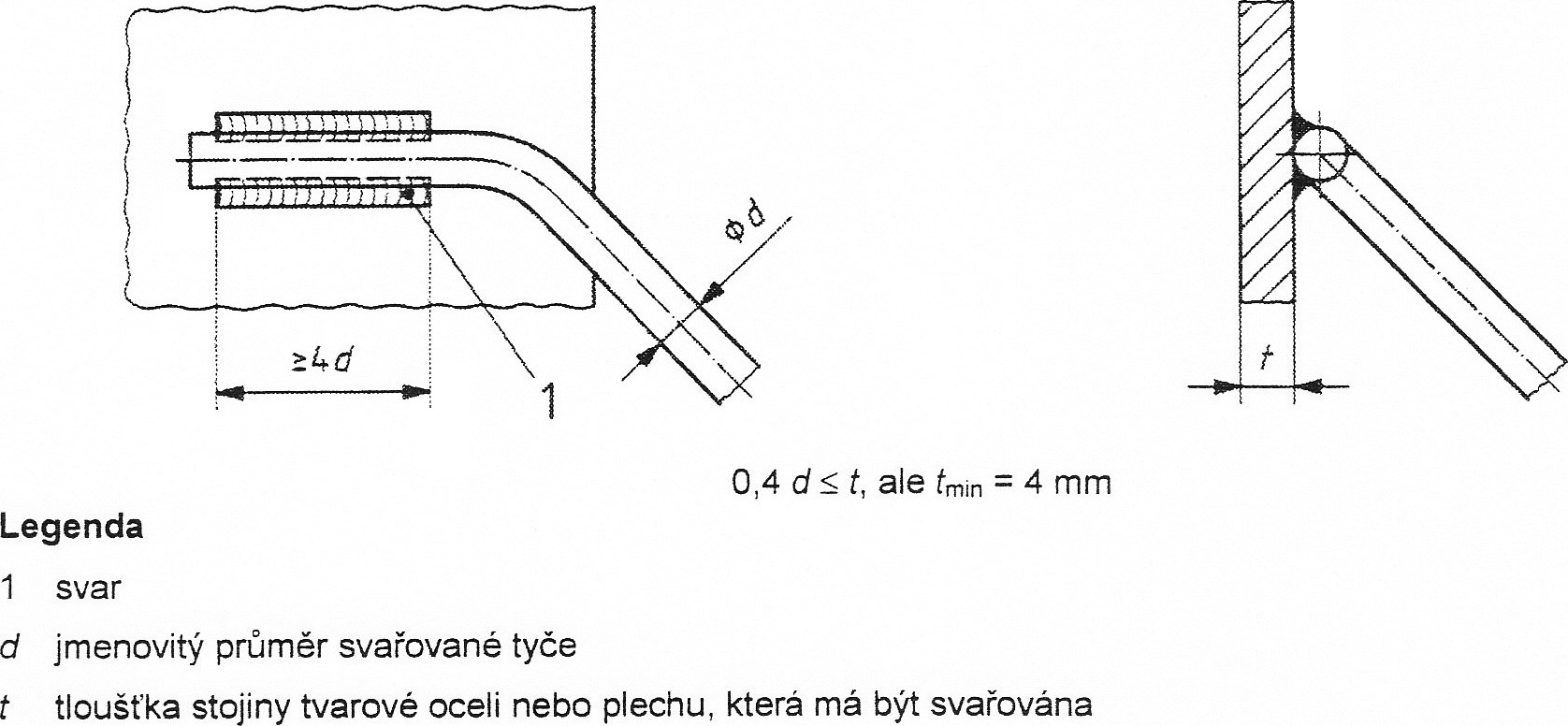
Obr. 13: Svarovû§ spoj s boánûÙm péeplûÀtovûÀnûÙm na ohnutûˋ tyái
DruhûÀ áûÀst popisuje procesnûÙ péûÙstup svaéovûÀnûÙ betonûÀéskû§ch vû§ztuéƒûÙ, zabû§vûÀ se poéƒadavky na zpé₤sobilost svûÀéeáskûˋho personûÀlu, kvalifikacemi postupé₤ svaéovûÀnûÙ, vû§robnûÙmi zkouéÀkami svaré₤ a poéƒadavky na zpé₤sobilost vû§robce pro zûÙskûÀnûÙ certifikûÀtu zpé₤sobilosti dle poéƒadavké₤ áSN EN ISO 17660. V zûÀváru se zabû§vûÀ celkovû§m shrnutûÙm a souáasnû§m stavem svaéovûÀnûÙ betonûÀéskû§ch ocelûÙ u nûÀs. V druhûˋ áûÀsti je takûˋ doporuáenûÀ literatura.
DvoudûÙlnû§ álûÀnek uvûÀdûÙ patéiánûˋ normy a dûÀle struáná popisuje téi zpé₤soby vû§roby „betonûÀéskûˋ vû§ztuéƒe“, kterûÀ se pouéƒûÙvûÀ od roku 2007, váetná grafickûˋho znûÀzornánûÙ éƒebûÙrek jednotlivû§ch typé₤. VéÀechny tyto typy nová vyrûÀbánûˋ vû§ztuéƒe mohou bû§t poéÀkozeny péi nedodréƒenûÙ technologickûˋ kûÀzná péi svaéovûÀnûÙ a na to se prûÀvá autor álûÀnku zamáéuje. V áûÀsti 2.1 ukazuje éÀpatnûˋ péûÙklady svaéovûÀnûÙ na 4 obrûÀzcûÙch. V daléÀûÙ áûÀsti pak poukazuje na normu EN ISO 17660 „SvaéovûÀnûÙ – SvaéovûÀnûÙ betonûÀéskûˋ oceli“. Do jistûˋ mûÙry jsou z normy péebûÙrûÀny celûˋ tabulky a obrûÀzky svarovû§ch spojé₤. Jsou véÀak oproti normá doplnány komentûÀéem o jejich vû§hodûÀch a nevû§hodûÀch. ZûÀváreánûÀ áûÀst álûÀnku se tû§kûÀ kvalifikace svûÀéeáskûˋho personûÀlu, postupé₤ svaéovûÀnûÙ a vû§robnûÙch zkouéÀek svaré₤. Tato áûÀst vychûÀzûÙ opát textová z normy EN ISO 17660 a péûÙsluéÀnûˋ tabulky jsou doslovná péebrûÀny. DûÀ se éûÙci, éƒe álûÀnek vhodná uvûÀdûÙ a zestruáéuje normu a ukazuje na dé₤leéƒitost mûÙt kvalifikaci a dodréƒovat postupy i péi svaéovûÀnûÙ „betonûÀéskûˋ vû§ztuéƒe“. MoéƒnûÀ by se málo vûÙce zdé₤raznit, éƒe tyto „novûˋ typy ocelûÙ“ jsou daleko nûÀchylnájéÀûÙ na tepelnûˋ zmány vlivem technologie vû§roby, neéƒli byly „starûˋ typy vû§ztuéƒe“ dle áSN 41 0423 (kromá vû§ztuéƒûÙ zkrucovanû§ch za studena).
Current trends and methods of production of steel for the reinforcement, quality grades and their graphic representation. Welding problematics of steel for the reinforcement of concrete, specifics affecting the quality of welds of reinforcing steel. Process approach to welding of reinforcing steel, welding processes, types of welds, their advantages and disadvantages. Qualification of welders and welding coordinators for welding of reinforcing steel, qualification of welding procedures, production tests and acceptance crireria of the organization for welding of reinforcing steel.