Duplexní povlaky ocelových konstrukcí
Protikorozní ochrana je nedílnou a velmi důležitou součásti výrobního procesu jakékoliv ocelové konstrukce. Kromě dekorativní funkce je jejím hlavním účelem ochrana ocelového povrchu před působením korozních stimulátorů a následnou degradací povrchu. V praxi existuje celá řada metod, resp. technologií, které poskytují ocelovému povrchu dostatečnou protikorozní ochranu. Obsahem tohoto příspěvku je popis protikorozní ochrany ocelové konstrukce kombinovaným povlakem žárového zinku a nátěru, který spadá do rozsáhlé oblasti duplexních systémů.
1. Duplexní povlaky
Duplexní povlaky jsou systémy skládající se z kovového povlaku (zinek, hliník, slitiny zinek-hliník, apod.) a nátěrového systému. V průmyslové oblasti ocelových konstrukcí se velmi často setkáváme s duplexním systémem skládajícím se z povlaku žárově zinkovaného ponorem a následným povlakem nátěrových hmot. Tato kombinace poskytuje ocelovému povrchu vysokou protikorozní ochranu i v oblastech s nejvyšším stupněm korozní agresivity prostředí. Abychom ale docílili takto vysoké protikorozní ochrany, je nutné dodržovat technologické postupy, doporučení norem, zásady apod. jak v procesu zhotovení povlaku žárového zinku, tak v procesu zhotovení nátěru. Stručně řečeno je nutné se zabývat celým technologickým procesem zhotovení uvedeného duplexního povlaku.
2. Zhotovení povlaku žárově zinkovaného ponorem
2.1 Volba materiálu a konstrukční řešení výrobku
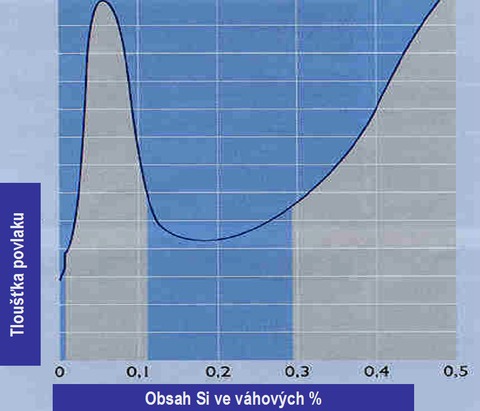
Sandelinův diagram
Žárové zinkování kromě dodržování technologických postupů a norem, potřebuje ještě „technickou“ přípravu, která zajistí celému procesu bezproblémový průběh a výsledek. Tou „technickou“ přípravou se rozumí volba vhodného materiálu k zinkování, ocel s odpovídajícím chemickým složením, a dodržení určitých konstrukčních zásad.
Chemické složení oceli má podstatný vliv na konečnou tloušťku, vlastnosti a vzhled povlaku žárového zinku. Chemické složení oceli významně ovlivňuje reaktivitu železa se zinkem. Do uklidněných konstrukčních ocelí je jako dezoxidační činidlo přidáván křemík, který (někdy za spolupůsobení fosforu) významně zvyšuje vzájemnou reaktivitu železa a zinku. Ze Sandelinova diagramu je zřejmé, že kritické obsahy křemíku jsou v intervalech mezi 0,03 až 0,12 % a dále nad 0,30 %. Tyto obsahy křemíku mají za následek zvýšenou reaktivitu železa se zinkem a tloušťky povlaků žárového zinku u takových ocelí nabývají extrémních hodnot. Při volbě oceli pro žárové zinkování je nutné sledovat obsah křemíku v oceli a používat oceli s obsahem křemíku do 0,03 % nebo z intervalu 0,12 až 0,30 % Si.
Provedení konstrukce pro žárové zinkování se do značné míry shoduje s tím, co platí pro praxi z hlediska přípravy výroby, svařování a konstruování obecně. Určité detaily při žárovém zinkování však vyžaduji zvláštní pozornost: velikost zinkovací vany, hmotnost konstrukce a otvory pro přívod a odvod kapalin a vzduchu u součástí s vnitřními dutinami. Rozměry zinkovací vany omezují velikost konstrukce. Hmotnost konstrukce je limitována nosností manipulační techniky zinkovny. Žárové zinkování je druh protikorozní ochrany kovů, který chrání výrobky nejenom na jejich povrchu, ale také uvnitř. Aby bylo možné tyto plochy pozinkovat, je nutné zabezpečit přístup všech lázní, včetně zinkovací, a následné jejich vytečení na všechny plochy výrobku. Ještě důležitější funkcí technologických otvorů je zabezpečení odvzdušnění dutých částí výrobků, aby nedošlo k jejich roztržení a ohrožení bezpečnosti obsluhy zinkovací vany a poškození zařízení.
Směrnice a doporučení týkající se všeobecných zásad navrhování výrobků pro žárové zinkování uvádí norma ČSN EN ISO 14713-2 Zinkové povlaky – Směrnice a doporučení pro ochranu ocelových a litinových konstrukcí proti korozi – Část 2: Žárové zinkování ponorem.
Pro dosažení co nejlepšího výsledku při zinkování je vhodné ve fázi navrhování konstrukce konzultovat konstrukční řešení se zinkovnou.
2.2 Technologie žárového zinkování
Povrch ocelových výrobků je nutno před samotným zinkováním upravit. Při znečištění barvou, struskou po svařováni, tuky, oleji, okujemi je třeba v první řadě tyto nečistoty mechanicky odstranit, například tryskáním nebo broušením. Tuky a oleje se obvykle odstraňují v alkalických odmašťovacích roztocích. Rzi a okují je povrch zbavován mořením ve zředěné kyselině chlorovodíkové nebo sírové. Kyselina chlorovodíková je v tomto procesu používanější zejména z ekonomických důvodů, jelikož její účinnost moření je vysoká i při nižší teplotě (25 až 35 °C) a jejím použitím se snižují náklady na ohřev (moření v kyselině sírové probíhá za teplot 45–60 °C). Před zanořením výrobků do lázně s roztaveným zinkem, jejíž teplota se nejčastěji pohybuje na hodnotě 450 °C, je nezbytné použít tavidlo. Účinkem tavidla dochází k rozpuštění oxidů, jak na ocelovém povrchu součásti, tak na povrchu roztaveného zinku. Tím je umožněn přímý kontakt čistých kovových povrchů obou kovů. V zásadě se používají dvě různé metody nanášení tavidla: mokrý a suchý způsob. Obě metody jsou z pohledu kvality a protikorozní ochrany povlaku rovnocenné. Více je využíván suchý způsob, jenž umožňuje vyšší stupeň hygieny práce a mechanizace procesu při žárovém zinkování.
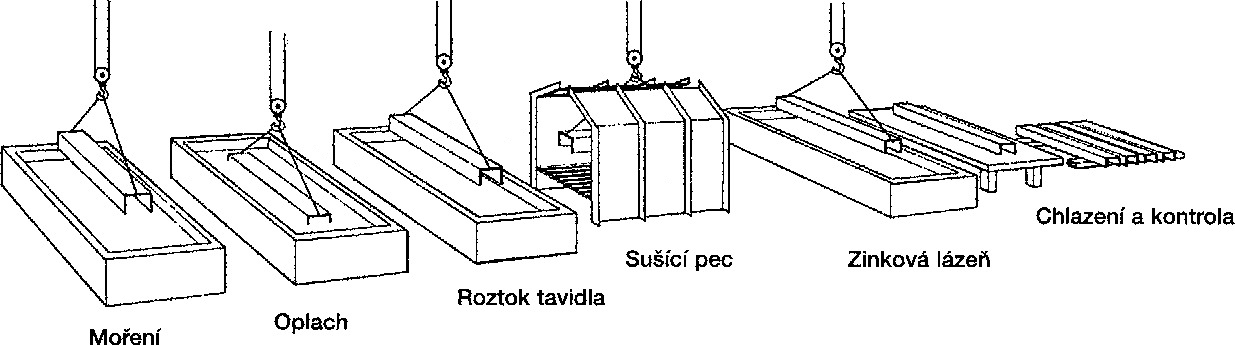
Princip technologie žárového zinkování suchým způsobem
2.3 Kontrola, zkoušky a opravy
Pro kusové zinkování jsou kvalitativní požadavky a zkušební metody uvedeny v normě ČSN EN ISO 1461 Zinkové povlaky nanášené žárově ponorem na ocelové a litinové výrobky – Specifikace a zkušební metody. Norma uvádí, že vzhled zinkové vrstvy, její tloušťka, struktura a fyzikální i chemické vlastnosti jsou ovlivněny chemickým složením materiálu, tloušťkou stěny a podmínkami při zinkování. Měřítkem pro hodnocení kvality povlaku žárového zinku je obvykle jeho tloušťka a vzhled. Kontrola, měření a zkoušení se provádí přímo v žárových zinkovnách v rozsahu, který uvádí výše uvedená norma.
2.4 Žárové zinkování pro duplexní systém
Žárová zinkovna musí být zákazníkem informována, že na výrobek, který se bude zinkovat, bude následně aplikovaný nátěrový systém.
Kovově lesklý zinkový povrch se často považuje za dostatečně čistý k provedení nátěru. V mnoha případech tomu tak není a výsledkem může být selhání kvality duplexní ochrany.
Z pohledu nanášení organického povlaku na čerstvě pozinkovaný povrch je vhodné, aby výrobek:
- Nebyl chlazen ve vodě. Chladicí voda je zřídkakdy čistá. Různé soli se mohou usazovat na zinkovém povrchu a později mohou velmi negativně ovlivnit životnost nátěrového systému.
- Nebyl po vytažení ze zinku skladován v prostoru zinkovny. Ovzduší zde obsahuje větší nebo menší množství dýmu z tavidla (částice chloridu zinečnatého a amonného). Tyto částice ulpí na povrchu zinku a tvoří ve vodě snadno rozpustný film. Nátěr nanesený na tento film se vyznačuje výrazně sníženou přilnavostí.
- Měl odpovídající povrch povlaku žárově zinkovaného ponorem. V případě, že na povlak žárově zinkovaný ponorem bude následně aplikován nátěrový systém, není vhodné, aby u povlaku se na všech plochách (funkčních i nefunkčních) vyskytovaly následující vady: viditelné hrudky, drsné plochy, ostré výstupky, výrazně překročená tloušťka zinkového povlaku, nálitky, apod. Všechny tyto vady jsou z pohledu aplikace nátěrového systému nepřípustnou vadou, a proto musí být odstraněny. Tyto vady výrazným způsobem snižují životnost nátěrového systému, resp. duplexního povlaku. Zde je důležitá komunikace mezi zinkovnou a aplikační firmou, kdy je nutné si odsouhlasit stav povrchu zinkového povlaku a možnosti odstranění zjištěných vad.
„Čerstvý“ povrch zinku není tak čistý, jak by se podle jeho lesku zdálo. Tenké vrstvy olejů nebo tuků z rukavic, obuvi, nosných lan atd. mohou navíc ještě zvyšovat dojem lesklého a čistého povrchu. Výše uvedené nečistoty jsou v běžné tloušťce průhledné a prostým okem nepozorovatelné.
3. Zhotovení nátěru duplexního povlaku
3.1 Příprava povrchu žárově zinkovaného ponorem před zhotovením nátěrů
Velmi důležitou operací před zahájením přípravy povrchu je převzetí povrchu žárově zinkovaného ponorem. Účelem je posouzení, resp. kontrola povrchu, zda odpovídá všem parametrům kladených na jeho jakost. Hovoříme zde zejména o tom, zda se na povrchu nevyskytují nepřípustné vady, zda tloušťka povlaku žárového zinku odpovídá specifikaci apod. Všechny tyto parametry lze nalézt v příslušných normách.
Pokud je povrch žárového zinku v souladu s doporučením normy, popř. s doporučením technicko-kvalitativních podmínek, lze přistoupit k operaci přípravy povrchu před aplikací nátěru duplexního systému. K dosažení co nejvyšší životnosti nátěrového systému se pro přípravu povrchu volí lehké abrazivní otryskání, tzv. sweeping. Účelem je odstranění korozních produktů zinku (bílá rez) a umožnění ukotvení následujících vrstev nátěru. Aby v průběhu tryskání nedošlo k poškození zinkového povlaku, je nutné správně zvolit technologii tryskání, parametry tryskání, použité abrazivo a v neposlední řadě zde velkou roli hraje také zkušenost pracovníka provádějícího tryskání. Povrch po lehkém abrazivním otryskání by měl vykazovat stejnoměrný matný vzhled. Drsnost povrchu a minimální zbytková tloušťka, resp. maximální úbytek zinku, musí být předem odsouhlaseny zainteresovanými stranami.
Další možností přípravy povrchu je ruční a/nebo mechanizované čištění povrchu. To je vhodné spíše pro malé plochy nebo pro opravu nátěrového systému. Ruční a/nebo mechanizované čištění se nedoporučuje tam, kde se požaduje vysoká životnost nátěrového systému, protože nedosáhneme požadované drsnosti povrchu (kotvícího profilu) a lidský faktor ovlivňující dosažení předepsaného stupně čistoty povrchu je zde nezanedbatelný.
Poslední možnosti přípravy povrchu je chemické čištění, resp. odmašťování povrchu. K tomuto účelu existuje mnoho přípravků a technologií. Odmašťováním se odstraní z povrchu materiálu různé mastnoty, prach apod., ale nezajistí se požadované zdrsnění povrchu (kotvící profil), což se musí zohlednit při návrhu nátěrového systému. Přesto má příprava povrchu odmašťováním ve specifické oblasti strojírenství své uplatnění.
3.2 Návrh nátěrového systému, zhotovení nátěru duplexního systému
Důležitou a nedílnou součásti v průběhu protikorozní ochrany ocelových konstrukcí duplexními povlaky je návrh nátěrového systému. Návrh nátěrového systému znamená důkladně prostudovat a zvážit všechny možné faktory, které můžou ovlivnit požadovaný výsledek. Mluvíme tady zejména o: požadované životnosti nátěrového systému (ČSN EN ISO 12944-5), požadované korozní agresivitě prostředí (ČSN EN ISO 12944-2), makro a mikroklimatických podmínkách v místě aplikace nátěru, resp. v místě expozice ocelové konstrukce (relativní vlhkost vzduchu, teplotní podmínky, apod.), technologických možnostech přípravy povrchu (zda neexistují omezení pro použití určité technologie přípravy povrchu), technologických možnostech aplikace nátěru (zda neexistují omezení pro použití určité technologie aplikace nátěru), ekonomice, apod.
Obecně platí, že při návrhu nátěrového systému musíme mít na paměti, že nejprve bychom měli vytvořit tzv. adhezní můstek, tedy vrstvu nátěru (základní nátěr), který zprostředkovává „spojení“ s následující vrstvou nátěrového systému (podkladovou vrstvou). Pro adhezní můstek a podkladové vrstvy se v současné době nejvíce využívají epoxidové nátěrové hmoty. Dále pak musíme mít na paměti, že pokud ocelová konstrukce je vystavená povětrnostním vlivům (zejména UV záření), je vhodné jako vrchní vrstvu použít právě takovou nátěrovou hmotu, která má proti těmto vlivům vysokou odolnost (např. polyuretanová nátěrová hmota). Výše uvedené schéma je obecné a nejvíce rozšířené u duplexních systémů. Přesto existuje i několik dalších variant a možností, které lze při protikorozní ochraně ocelových konstrukcí s výhodou využít.
Zhotovení samotného nátěrového systému je proces, jehož základním a prvořadým cílem je dosažení nátěru vysoké kvality, předepsaných parametrů a dlouhé životnosti. Abychom toho docílili, je nutné v celém procesu aplikace dodržovat určitá základní pravidla, postupy, doporučení norem apod., mezi které např. patří: interval mezi tryskáním (sweeping) a aplikací základního nátěru se doporučuje co nejkratší; před aplikací základního nátěru je nutné odstranit zbytky tryskacího média ofoukáním, ometením nebo jinou vhodnou metodou; příprava nátěrových hmot a aplikační podmínky musí být v souladu s technickými údajovými listy nebo doporučením dodavatele nátěrových hmot; aplikace pásových nátěrů; dodržování intervalů přetíratelnosti používaných nátěrových hmot; během aplikace nátěrů provádět kontrolní měření mokrého filmu hřebenovými měrkami; kontrola klimatických podmínek; měření suché tloušťky nátěru, apod.
Soubor těchto základních podmínek je nepřeberný a není možné je všechny zde uvést, ale jejich nedodržení nakonec vede k předčasnému poškození nátěrového systému. Všechna uvedená pravidla představují určité zvýšení celkových nákladů na zhotovení nátěrového systému, ale ve srovnání s náklady vynaloženými na případné reklamační řízení a obchodní ztráty, způsobené nedůvěrou klientů, jsou zanedbatelné.
4. Oprava vad duplexního povlaku
Uvedená kapitola se nebude zabývat příčinami vzniku vad nátěru duplexního systému z důvodu rozsáhlosti možných příčin nebo doposud nezjištěných příčin vzniku konkrétních vad (puchýřky v nátěru vzniklé po aplikaci na žárově zinkovaný povrch). Také se zde nebudeme zabývat vadami žárově zinkovaného povlaku vzniklými v zinkovně. Uvedeme si zde pouze doporučení pro kvalitativní opravu vad vzniklých při/po aplikaci nátěru, při manipulaci, montáži apod.
V průběhu aplikace nátěru a manipulace s dílci ve výrobním závodě, na montáži apod. dochází k různorodému poškození nátěru (mechanické poškození, nečistoty v nátěru apod.). Všechny tyto vady je nutné odstranit, resp. opravit. Pokud vady nátěru nebudou opraveny nebo budou opraveny neodborně, vystavujeme se velkému riziku přednostního poškození nátěru v daném místě.
Vady duplexního systému lze obecně rozdělit do tří základních skupin:
1) Vady duplexního systému až na podkladový ocelový povrch
Norma ČSN EN ISO 1461 v kapitole 6.3 uvádí doporučený postup opravy povlaku žárového zinku. Opravu lze provést žárovým stříkáním zinku nebo nanesením vhodného nátěru obsahujícího pigment z práškového zinku, popř. vhodným povlakem ze zinkových mikrolamel nebo zinkovou pastou. K opravě lze použít i pájku ze slitiny zinku.
Technologicky nejpřijatelnějším a nejdostupnějším způsobem opravy duplexního systému je oprava pomocí nátěrových hmot. Specifikaci opravného nátěrového systému je vhodné vždy konzultovat se zástupcem dodavatele nátěrových hmot, popř. s korozním inženýrem, protože pro opravu nelze použit jakoukoliv nátěrovou hmotu plněnou zinkovým prachem. Zcela vyloučené je použití tzv. zinkového spreje. Zinkový sprej neposkytuje absolutně žádnou protikorozní ochranu podkladovému materiálu.
Minimálním požadavkem na přípravu povrchu před aplikací opravného nátěru je ruční a/nebo mechanizované očištění povrchu na stupeň čistoty povrchu St 3 dle ČSN EN ISO 8501-1 s hladkým a plynulým přechodem do neporušeného okolního povlaku, s následující aplikací opravného nátěrového systému.
2) Vady duplexního systému až na povlak žárového zinku
Při poškozeném nebo vadném nátěru až na povlak žárového zinku je doporučené provést ruční a/nebo mechanizované očištění povrchu na stupeň čistoty povrchu P St 3 dle ČSN EN ISO 8501-2 s hladkým a plynulým přechodem do neporušeného okolního nátěru, následně provést ruční nátěr štětcem/válečkem na požadovanou mikronovou tloušťku nátěrovými hmotami dle specifikace daného systému. Aplikace základního nátěru válečkem se nedoporučuje, a to z důvodu možného předčasného poškození opravného nátěrového systému.
3) Povrchové vady nátěru duplexního systému
Povrchové poškození a vady se doporučuje opravit přebroušením smirkovým papírem s hladkým a plynulým přechodem do neporušeného okolního nátěru, následně provést ruční nátěr štětcem/válečkem na požadovanou mikronovou tloušťku nátěrovými hmotami dle specifikace daného systému.

Schéma poškození nátěru (1 – ostrá hrana, 2 – potenciální kapsa pro záchyt nečistot a korozních stimulátorů)
U všech třech základních skupin vad je uvedeno „s hladkým a plynulým přechodem do neporušeného okolního nátěru“. Tato formulace je při opravných pracích velmi důležitá, neboť každý ostrý přechod, každá ostrá hrana, která není odstraněná, představuje potenciální riziko předčasného poškození nátěru. Navíc se v místě poškození může vytvořit kapsa pro záchyt nečistot – korozních stimulátorů. Tyto nečistoty jsou dalším potenciálním rizikem pro předčasné poškození nátěru.
5. Životnost duplexního systému
Životnost duplexních systémů se skládá ze životnosti žárově zinkovaného povlaku a životnosti ochranného nátěrového systému. Zpravidla má mnohem delší životnost než jeden i druhý povlak samostatně. Hovoříme zde o tzv. synergickém efektu obou povlaků, neboli o společném působení, součinnosti obou povlaků. Výsledkem synergie je životnost, která je větší než součet obou životností obou povlaků.
Abychom správně pochopili životnost duplexního povlaku, resp. povlaku obecně, je nutné vzít v úvahu faktory, které do značné míry daný údaj ovlivňují:
- typ ochranného systému,
- konstrukční řešení,
- stav podkladového materiálu před žárovým zinkováním a před přípravou povrchu pro aplikaci nátěru,
- stupeň přípravy povrchu – přítomnost solí, mastnoty, prachu, znečištění povrchu oceli před provedením PKO,
- kvalita prací při přípravě povrchu před žárovým zinkováním a aplikací nátěrového systému,
- úroveň prací při žárovém zinkování ponorem,
- úroveň prací při nanášení povlaku,
- podmínky při vytváření/nanášení povlaků,
- podmínky vytvrzení povlaku,
- podmínky expozice po nanesení povlaku (makro a mikroklimatické podmínky, specifické korozní zatížení, apod.),
- způsob, kvalita a četnost údržby ocelové konstrukce apod.
I přes negativní ovlivnění životnosti výše uvedenými faktory nám duplexní povlaky poskytují dlouhodobou a vysoce kvalitní ochranu ocelových konstrukcí před působením koroze.
6. Závěr
V poslední době vzrůstají požadavky investorů na zvýšenou protikorozní ochranu zajišťující delší životnost ocelových konstrukcí v různých odvětvích průmyslu. A právě kombinace povlaku žárově zinkovaného ponorem a nátěrového systému představuje jednu z možných metod poskytující ocelovému povrchu velmi účinnou a dlouhodobou protikorozní ochranu. Tato ochrana má značný potenciál v tom, že zde kombinujeme katodickou ochranu, kterou poskytuje zinek, a bariérovou ochranu, kterou nalezneme jak u zinku, tak u nátěrových systémů. Cílem uvedeného příspěvku bylo přiblížit základní technologické poznatky a zkušenosti v procesu zhotovení povlaku zinku a povlaku nátěru, protože praxe a praktické zkušenosti ukazují na důležitost každé etapy tvorby uvedeného povlaku.
Corrosion protection is an integral and very important part of the manufacturing process of any steel structure. In addition to their decorative function, its main purpose is to protect the steel surface from the effects of corrosion stimulators and consequent degradation of the surface. In practice there are a number of methods, respectively technologies that provide adequate corrosion protection the steel surface. The aim of this paper is to describe the corrosion protection of steel structures by hot dip galvanized coating and paint, so-called duplex systems.