Mo啪nosti vyu啪it铆 speci谩ln臎 upraven茅ho nebezpe膷n茅ho odpadu jako plniva do polymern铆 sp谩rovac铆 hmoty
Tato pr谩ce je zam臎艡ena na ov臎艡en铆 mo啪nosti vyu啪it铆 speci谩ln臎 upraven茅ho nebezpe膷n茅ho odpadu, solidifik谩tu, vznikl茅ho z vybran茅 druhotn茅 suroviny jako solidifika膷n铆ho 膷inidla a nebezpe膷n茅ho odpadu (end-produktu), jako plniva do polymern铆 sp谩rovac铆 hmoty. Celkov臎 byly ov臎艡ov谩ny dv臎 technologie solidifikace, p艡i膷em啪 jednou z nich bylo mokr茅 sbalkov谩n铆 surovin a druhou byla such谩 homogenizace. Jako v媒hodn臎j拧铆 se jev铆 vyu啪it铆 technologie such茅 homogenizace, kter谩 je ekonomicky m茅n臎 n谩ro膷n谩. Mo啪nost pou啪it铆 speci谩ln臎 upraven茅ho plniva byla ov臎艡ov谩na vybran媒mi zkou拧kami, z jejich啪 v媒sledk暖 bylo zji拧t臎no, 啪e sp谩rovac铆 hmota vykazovala vysok茅 pevnosti v tlaku, p艡ibli啪n臎 50 MPa, pevnosti v tahu za ohybu a啪 kolem 20 MPa. Vyvinut谩 hmota vykazuje taky velmi dobrou soudr啪nost s taven媒m 膷edi膷em.
膶l谩nek byl ocen臎n a vyd谩n v r谩mci 21. ro膷n铆ku odborn茅 konference doktorsk茅ho studia Juniorstav.
1 脷vod
C铆lem t茅to pr谩ce bylo ov臎艡it mo啪nost vyu啪it铆 solidifik谩tu vytvo艡en茅ho z vybran茅 druhotn茅 suroviny jako solidifika膷n铆ho 膷inidla a nebezpe膷n茅ho odpadu jako plniva do polymern铆 sp谩rovac铆 hmoty. Tato hmota bude ur膷ena p艡edev拧铆m pro sp谩rov谩n铆 膷edi膷ov媒ch prvk暖 v kanaliza膷n铆ch stok谩ch a n臎kter媒ch pr暖myslov媒ch provozech, kde bude vystavena siln茅mu chemick茅mu agresivn铆mu prost艡ed铆. V souvislosti s neust谩lou produkc铆 nebezpe膷n媒ch odpad暖 v pr暖myslu a snahou co nejv铆ce zamezit skl谩dkov谩n铆 t臎chto materi谩l暖 je pot艡eba naj铆t vhodn茅 vyu啪it铆 takov媒chto nebezpe膷n媒ch odpad暖. Nebezpe膷n媒 odpad byl upraven vhodnou technologi铆 solidifikace za 煤膷elem vzniku vhodn茅ho plniva pou啪iteln茅ho do polymern铆 sp谩rovac铆 hmoty. V r谩mci proveden茅ho v媒zkumu byly ov臎艡ov谩ny celkem dv臎 technologie solidifikace. Jednou z nich byla such谩 homogenizace surovin (solidifika膷n铆 technologie 1 – ST1) a druhou bylo mokr茅 sbalkov谩n铆 surovin (solidifika膷n铆 technologie 2 – ST2). Solidifikace mokr媒m sbalkov谩n铆m byla prov谩d臎na zkr谩p臎n铆m vodou sm臎si vytvo艡en茅 z nebezpe膷n茅ho odpadu, fluidn铆ho pop铆lku a cementu na granula膷n铆m tal铆艡i. Takto vytvrzen茅 a n谩sledn臎 vysu拧en茅 sbalky byly pak pomlety a v z谩v臎ru vzniklo velmi jemn茅 plnivo v podob臎 solidfik谩tu. Solidifikace suchou homogenizac铆 byla prov谩d臎na dokonal媒m m铆sen铆m nebezpe膷n茅ho odpadu a fluidn铆ho pop铆lku v homogeniz谩toru po dobu 24 hodin. Mo啪nost vyu啪it铆 takto speci谩ln臎 upraven茅ho plniva byla ov臎艡ov谩na vybran媒mi zkou拧kami, kter媒mi bylo stanoven铆 pevnosti v tlaku a pevnosti v tahu za ohybu, stanoven铆 p艡铆dr啪nosti sp谩rovac铆 hmoty k 膷edi膷ov茅 dla啪dici, stanoven铆 pevnosti v tahu a pom臎rn茅ho prodlou啪en铆 p艡i p艡etr啪en铆, pomoc铆 optick茅ho mikroskopu bylo sledov谩no rozlo啪en铆 plniva v epoxidov茅 matrici a tak茅 rozhran铆 spojen铆 sp谩rovac铆 hmoty s 膷edi膷ovou dla啪dic铆. Z v媒sledk暖 zkou拧ek pak bylo zji拧t臎no, 啪e sp谩rovac铆 hmota vykazovala velmi dobr茅 pevnosti v tlaku okolo 50 MPa, pevnosti v tahu za ohybu okolo 20 MPa, pevnost v tahu okolo 18 MPa s pom臎rn媒m prodlou啪en铆m p艡i p艡etr啪en铆 okolo 0,50 % a tak茅 m臎la velmi dobrou p艡铆dr啪nost k 膷edi膷ov茅 dla啪b臎. Z d暖vodu mo啪nosti uvoln臎n铆 n臎kter媒ch slo啪ek nebezpe膷n茅ho odpadu z plniva nelze tuto sp谩rovac铆 hmotu pou啪铆vat do hygienicky 膷ist媒ch provoz暖.
2 Liter谩rn铆 p艡ehled/popis sou膷asn茅ho stavu
Pro v媒robu nejkvalitn臎j拧铆ch sp谩rovac铆ch hmot do n谩ro膷n媒ch pr暖myslov媒ch provoz暖 se nej膷ast臎ji vyu啪铆vaj铆 pojiva na polymern铆 b谩zi, kter茅 se vyzna膷uj铆 velmi dobrou adhez铆 k v臎t拧in臎 materi谩l暖 [1]. Jedny z nejkvalitn臎j拧铆ch pojiv jsou polymern铆 pojiva na b谩zi epoxidov茅 prysky艡ice (EP), kter茅 vynikaj铆 v媒bornou p艡ilnavost铆 k v臎t拧in臎 materi谩l暖, a po vytvrzen铆 vynikaj铆 v媒born媒mi fyzik谩ln臎-mechanick媒mi vlastnostmi, minim谩ln铆m smr拧t臎n铆m a dobrou chemickou odolnost铆 [2][3]. Z tohoto d暖vodu byla pro tento v媒zkum jako pojivo vybr谩na pr谩v臎 polymern铆 hmota na b谩zi epoxidov茅 prysky艡ice (EP). Vyu啪it铆m EP jako pojiva pro spr谩vkovou hmotu se zab媒vali Hodul a kol. [4], kde sledovali mo啪nosti vyu啪it铆 denitrifikovan媒ch elektr谩rensk媒ch pop铆lk暖 do spr谩vkov媒ch hmot. Aby bylo mo啪n茅 nebezpe膷n媒 odpad (NO) pou啪铆t jako plnivo do polymern铆ch hmot, je pot艡eba ho nejprve vhodn臎 upravit. Nejb臎啪n臎j拧铆m typem 煤pravy nebezpe膷n媒ch odpad暖 (NO) je pr谩v臎 v媒拧e zm铆n臎n谩 solidifikace (stabilizace) [5]. Jedn谩 se o sm铆sen铆 NO s reak膷n铆mi 膷inidly, kter谩 nav谩啪ou nebezpe膷n茅 l谩tky do pevn茅 matrice, aby nedoch谩zelo k uvol艌ov谩n铆 kontaminovan媒ch slo啪ek do 啪ivotn铆ho prost艡ed铆. Nej膷ast臎ji pou啪铆van媒mi 膷inidly jsou v谩pno, cement nebo elektr谩rensk媒 pop铆lek. T铆mto typem 煤pravy se ji啪 tak茅 zab媒vali Hodul a kol. [6] v jejich experimentu, ve kter茅m se zab媒vali solidifikac铆 neutraliza膷n铆ch kal暖. Solidifikac铆 dal拧铆ch NO se zab媒vali i Lop茅z a kol. [7], kte艡铆 se sna啪ili stabilizovat NO obsahuj铆c铆 velk茅 mno啪stv铆 rtuti. Snahou je maxim谩ln臎 vyu啪铆vat ve拧ker茅 odpady, aby se co nejv铆ce omezilo jejich velice n谩kladn茅 upravov谩n铆 a skl谩dkov谩n铆, co啪 p艡isp铆v谩 k ochran臎 啪ivotn铆ho prost艡ed铆.
3 Metodika

Obr. 1 Stanovov谩n铆 pevnosti v tahu za ohybu na zku拧ebn铆m lisu
V t茅to 膷谩sti jsou uvedeny zku拧ebn铆 postupy, kter媒mi bylo ov臎艡ov谩no vyu啪it铆 upraven茅ho nebezpe膷n茅ho odpadu (NO), solidifik谩tu, jako plniva do polymern铆 sp谩rovac铆 hmoty.
Stanoven铆 pevnosti v tahu za ohybu a pevnosti v tlaku
Tyto zkou拧ky byly prov谩d臎ny podle normy 膶SN EN 13892-2 Metody zkou拧en铆 pot臎rov媒ch materi谩l暖 – 膶谩st 2: Stanoven铆 pevnosti v tahu za ohybu a v tlaku. Bylo zkou拧eno 20%, 30% a 40% pln臎n铆 sp谩rovac铆 hmoty plnivem ze such茅 homogenizace a plnivem z technologie sbalkov谩n铆. Zkou拧ky byly prov谩d臎ny na zku拧ebn铆ch tr谩me膷c铆ch o rozm臎rech 20 × 20 × 100 mm (viz Obr. 1). Nejprve byla prov谩d臎na zkou拧ka stanoven铆 pevnosti v tahu za ohybu a na zlomc铆ch tr谩me膷k暖 byla prov谩d臎na zkou拧ka stanoven铆 pevnosti v tlaku.
Stanoven铆 tahov媒ch vlastnost铆
Tato zkou拧ka byla prov谩d臎na podle normy 膶SN EN ISO 527-1 Stanoven铆 tahov媒ch vlastnost铆 – 膶谩st 1: Z谩kladn铆 principy a 膶SN EN ISO 527-2 Stanoven铆 tahov媒ch vlastnost铆 – 膶谩st 2: Zku拧ebn铆 podm铆nky pro tv谩艡en茅 plasty. Zkou拧ka prob铆hala podle uveden媒ch norem na speci谩ln铆ch zku拧ebn铆ch t臎lesech ve tvaru oboustrann媒ch l啪i膷ek (viz Obr. 2) na zku拧ebn铆m lise (viz Obr. 3). Zat臎啪ov谩n铆 prob铆halo rychlost铆 5 mm/min. Z nam臎艡en媒ch hodnot byly spo膷铆t谩ny nejvy拧拧铆 pevnost v tahu a pom臎rn茅 prodlou啪en铆 p艡i nejvy拧拧铆 pevnosti (p艡etr啪en铆).

Obr. 2 Zku拧ebn铆 t臎lesa pro stanoven铆 tahov媒ch vlastnost铆

Obr. 3 Zat臎啪ov谩n铆 zku拧ebn铆ho t臎lesa tahovou s铆lou v testovac铆m za艡铆zen铆
Stanoven铆 soudr啪nosti s 膷edi膷ovou dla啪bou
Tato zkou拧ka byla prov谩d臎na podle normy 膶SN EN 1542 V媒robky a syst茅my pro ochranu a opravy betonov媒ch konstrukc铆 – Zku拧ebn铆 metody – Stanoven铆 soudr啪nosti odtrhovou zkou拧kou. Na povrch sp谩rovac铆 hmoty byly nalepeny kovov茅 ter膷e o pr暖m臎ru 50 mm (viz Obr. 4), kter茅 se po vytvrzen铆 lepidla o艡ezaly do osmi煤heln铆ku a啪 do podkladn铆 膷edi膷ov茅 dla啪by. N谩sledn臎 byly pomoc铆 odtrhov茅ho za艡铆zen铆 DYNA Proceq Z16 (viz Obr. 5) ter膷e odtr啪eny a byla zji拧t臎na soudr啪nost sp谩rovac铆 hmoty s 膷edi膷ovou dla啪bou (Obr. 6).

Obr. 4 Nalepen茅 a o艡ezan茅 kovov茅 ter膷e pro stanoven铆 soudr啪nosti

Obr. 5 Prov谩d臎n铆 odtrhov茅 zkou拧ky

Obr. 6 Odtr啪en谩 sp谩rovac铆 hmota od povrchu dla啪dice
Sledov谩n铆 kontaktn铆 z贸ny mezi sp谩rovac铆 hmotou a 膷edi膷ovou dla啪bou
Detail spojen铆 sp谩rovac铆 hmoty s povrchem 膷edi膷ov茅 dla啪by byl sledov谩n pomoc铆 digit谩ln铆ho mikroskopu WHX-950F. Tento digit谩ln铆 mikroskop m谩 obrazov媒 sn铆ma膷 CMOS s virtu谩ln铆mi pixely 1600 (H) × 1200 (V), sn铆mkovac铆 frekvenci 50 F/s a umo啪艌uje zv臎t拧en铆 a啪 200×. Kontaktn铆 z贸na byla pozorov谩na p艡i zv臎t拧en铆 20× a 200×.
4 V媒sledky
V n谩sleduj铆c铆 sekci jsou interpretov谩ny v媒sledky proveden媒ch zkou拧ek v podob臎 grafick媒ch v媒stup暖 a obr谩zk暖.
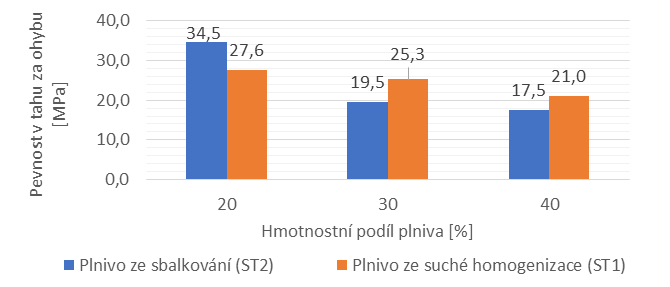
Obr. 7 Grafick茅 zpracov谩n铆 v媒sledk暖 pevnosti v tahu za ohybu
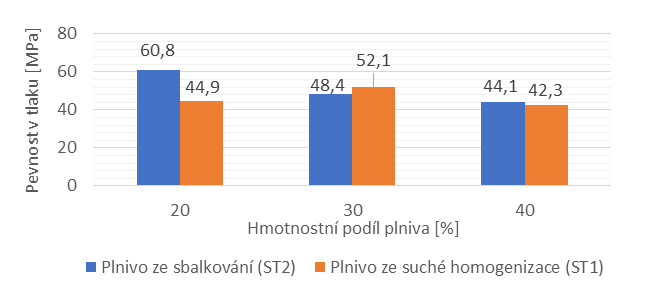
Obr. 8 Grafick茅 zpracov谩n铆 v媒sledk暖 pevnosti v tlaku
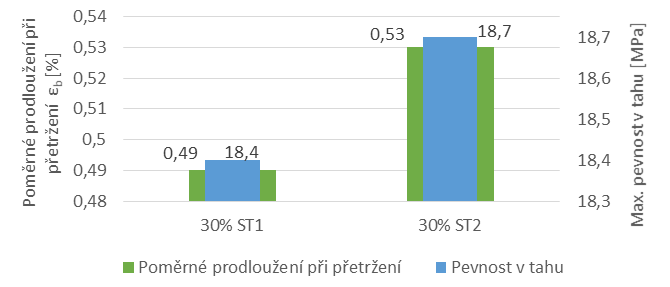
Obr. 9 Grafick茅 zpracov谩n铆 v媒sledk暖 pevnosti v tahu a pom臎rn茅ho prodlou啪en铆 p艡i p艡etr啪en铆
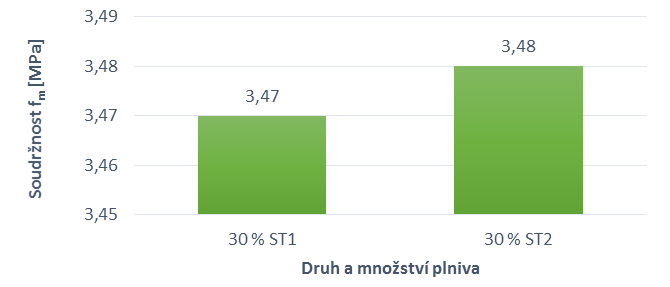
Obr. 10 Grafick茅 zpracov谩n铆 v媒sledk暖 soudr啪nosti sp谩rovac铆 hmoty k 膷edi膷ov茅 dla啪b臎

Obr. 11 Detail napojen铆 vyvinut茅 sp谩rovac铆 hmoty (30% ST2) k taven茅mu 膷edi膷i – zv臎t拧en铆 20×

Obr. 12 Detail napojen铆 vyvinut茅 sp谩rovac铆 hmoty (30% ST2) k taven茅mu 膷edi膷i – zv臎t拧en铆 200×
5 Diskuse
Z v媒sledk暖 proveden媒ch zkou拧ek vyplynulo, 啪e upraven媒 nebezpe膷n媒 odpad (NO) v podob臎 solidifik谩tu se jev铆 jako velice vhodn茅 plnivo. V r谩mci proveden茅ho v媒zkumu byl mimo jin茅 tak茅 sledov谩n vliv r暖zn媒ch solidifika膷n铆ch technologi铆 na v媒sledn茅 vlastnosti sp谩rovac铆 hmoty. Bylo zji拧t臎no, 啪e ve v臎t拧in臎 p艡铆padech vykazovala lep拧铆 vlastnosti sp谩rovac铆 hmota s plnivem vytvo艡en媒m mokr媒m sbalkov谩n铆m. Tato skute膷nost je pravd臎podobn臎 zp暖sobena t铆m, 啪e p艡i mokr茅m sbalkov谩n铆 byl do solidifika膷n铆 sm臎si p艡id谩n taky cement, kter媒 zp暖sobil, 啪e plnivo m臎lo vy拧拧铆 pevnost a do拧lo k lep拧铆 inkorporaci polutant暖. P艡i porovn谩n铆 v媒sledn媒ch hodnot je ale vid臎t, 啪e rozd铆ly v pevnostech jsou minim谩ln铆, a vzhledem k slo啪it臎j拧铆, 膷asov臎 n谩ro膷n臎j拧铆 a n谩kladn臎j拧铆 technologii mokr茅ho sbalkov谩n铆, je ekonomicky v媒hodn臎j拧铆 solidifika膷n铆 technologie such茅 homogenizace. Z v媒sledk暖 t艡铆bodov茅 pevnosti v tahu za ohybu (Obr. 7) a pevnosti v tlaku (Obr. 8) je vid臎t, 啪e s rostouc铆m procentem pln臎n铆 maj铆 v媒sledn茅 hodnoty sp铆拧e klesaj铆c铆 tendenci, a proto bylo pro dal拧铆 zkou拧en铆 zvoleno 30% pln臎n铆, kter茅 zaru膷ovalo relativn臎 dobr茅 vlastnosti a tak茅 pom臎rn臎 vysok茅 procento pln臎n铆. Pevnosti v tahu za ohybu se pohybovaly u hmoty s 30% pln臎n铆m okolo 25 MPa a pevnosti v tlaku byly p艡ibli啪n臎 50 MPa. Posouzen铆m v媒sledk暖 pevnosti v tahu a pom臎rn茅ho prodlou啪en铆 p艡i p艡etr啪en铆 (Obr. 9) je z艡ejm茅, 啪e lep拧铆 pevnost vykazovala sp谩rovac铆 hmota s plnivem p艡ipraven茅ho mokr媒m sbalkov谩n铆m, nicm茅n臎 tento rozd铆l je minim谩ln铆. Pevnost v tahu se pohybovala okolo 18 MPa s pom臎rn媒m prodlou啪en铆m p艡i p艡etr啪en铆 0,50 %. P艡i zji拧钮ov谩n铆 soudr啪nosti sp谩rovac铆 hmoty s 膷edi膷ovou dla啪bou bylo zji拧t臎no, 啪e soudr啪nost je 3,48 MPa, co啪 je pom臎rn臎 vysok谩 hodnota soudr啪nosti, a tak茅 zde bylo zji拧t臎no, 啪e rozd铆l mezi hmotami s r暖zn臎 p艡ipraven媒mi plnivy je minim谩ln铆 (Obr. 10). Pro zji拧t臎n铆 detailu napojen铆 sp谩rovac铆 hmoty a 膷edi膷ov茅 dla啪by byla pomoc铆 digit谩ln铆ho mikroskopu sledov谩na kontaktn铆 z贸na t臎mito materi谩ly. P艡i zv臎t拧en铆 20× (Obr. 11) byly pozorovateln茅 vzduchov茅 p贸ry ve sp谩rovac铆 hmot臎 vznikl茅 v d暖sledku m铆ch谩n铆, ale v kontaktn铆 z贸n臎 sp谩rovac铆 hmota-膷edi膷ov谩 dla啪ba nebyly pozorov谩ny 啪谩dn茅 imperfekce. Pro je拧t臎 detailn臎j拧铆 pozorov谩n铆 napojen铆 sp谩rovac铆 hmoty na 膷edi膷ovou dla啪bu bylo zvoleno zv臎t拧en铆 a啪 200× (Obr. 12), kde bylo je拧t臎 l茅pe vid臎t dokonal茅 p艡ilnut铆 sp谩rovac铆 hmoty k dla啪b臎, kdy hmota dokonale kop铆ruje nerovnosti povrchu dla啪by. Mimo jin茅 p艡i takov茅mto zv臎t拧en铆 je ji啪 pom臎rn臎 dob艡e pozorovateln谩 struktura jak sp谩rovac铆 hmoty, tak 膷edi膷ov茅 dla啪by. Ve struktu艡e sp谩rovac铆 hmoty je vid臎t, 啪e plnivo je dokonale rozlo啪eno v cel茅m objemu epoxidov茅 matrice a nedoch谩z铆 ke vzniku shluk暖.
6 Z谩v臎r
Z proveden茅ho v媒zkumu, kter媒 se zab媒val zji拧t臎n铆m mo啪nost铆 vyu啪it铆m speci谩ln臎 upraven茅ho nebezpe膷n茅ho odpadu (solidifik谩tu) jako plniva do polymern铆 sp谩rovac铆 hmoty vyplynulo, 啪e takto upraven媒 solidifik谩t se jev铆, jako velice vhodn茅 plnivo. Byly porovn谩v谩ny celkem dv臎 navr啪en茅 technologie solidifikace, p艡i膷em啪 jednou technologi铆 bylo mokr茅 sbalkov谩n铆 a druhou such谩 homogenizace. Vzhledem ke skute膷nosti, 啪e v媒sledky s ob臎ma takto p艡ipraven媒mi plnivy byly velice podobn茅 a druh solidifika膷n铆 technologie nem臎l 啪谩dn媒 v媒razn媒 vliv na v媒sledn茅 fyzik谩ln臎 mechanick茅 vlastnosti sp谩rovac铆 hmoty, tak se jev铆 jako ekonomicky v媒hodn臎j拧铆 technologie such茅 homogenizace. Jako ide谩ln铆 procento pln臎n铆 bylo zvoleno 30% pln臎n铆 epoxidov茅 prysky艡ice (EP), kter茅 zaru膷ovalo dosa啪en铆 velice dobr媒ch v媒sledn媒ch pevnost铆 p艡i pou啪it铆 pom臎rn臎 zna膷n茅ho objemu plniva obsahuj铆c铆ho nebezpe膷n媒 odpad (NO). To m谩 za n谩sledek sn铆啪en铆 pot艡ebn茅ho mno啪stv铆 drah茅 EP, 膷铆m啪 dojde ke zlevn臎n铆 celkov茅 ceny hmoty. Vyu啪铆van铆 vhodn茅ho NO a druhotn媒ch surovin d谩le p艡isp铆v谩 k omezen铆 skl谩dkov谩n铆 t臎chto materi谩l暖 a sni啪ov谩n铆 ekologick媒ch z谩t臎啪铆. Celkov臎 bylo zji拧t臎no, 啪e zkou拧en谩 sp谩rovac铆 hmota s takto upraven媒m plnivem vykazovala velice dobr茅 v媒sledn茅 pevnosti a p艡铆dr啪nosti k velmi tvrd茅 a hladk茅 膷edi膷ov茅 dla啪b臎. Dal拧铆 f谩z铆 艡e拧en茅ho v媒zkumu by m臎lo b媒t ov臎艡en铆 chemick茅 odolnosti vyvinut茅 sp谩rovac铆 hmoty a tak茅 stanoven铆 odolnost v暖膷i obrusu.
Pod臎kov谩n铆
Tato pr谩ce byla vypracov谩na v r谩mci specifick茅ho v媒zkumu FAST-J-18-5265 „V媒zkum speci谩ln铆 sp谩rovac铆 hmoty na polymern铆 b谩zi s vyu啪it铆m druhotn媒ch surovin a nebezpe膷n媒ch odpad暖“ a v r谩mci projektu FV20303 „Progresivn铆 polymern铆 hmoty s vyu啪it铆m druhotn媒ch surovin a nebezpe膷n媒ch odpad暖 do chemicky siln臎 agresivn铆ho prost艡ed铆“.
Pou啪it茅 zdroje
- PROLONGO, Silvia G., ROSARIO, Gilberto del a URE艊A, Alejandro. Comparative study on the adhesive properties of different epoxy resins. International Journal of Adhesion & Adhesives. 2006, vol. 26, no. 26, pp. 125–132.
- MESHRAM, Prashant, SAHU, Sonika, ANSARI, Mohd. Zahid a MUKHERJEE, Sujoy. Study on mechanical properties of epoxy and nylon/epoxy composite. Materialstoday: Proceedings. 2018, vol. 5, no. 1, pp. 5925–5932.
- LEE, Henry a NEVILLE, Kris. Handbook of Epoxy Resins. New York: McGraw-Hill, 1967.
- HODUL, Jakub, DROCHYTKA, Rostislav a HODN脕, Jana. Experimental verification of utilization of fly ash from the glue gas denitrification process as a filler to epoxy patching mortar. Procedia engineering. 2017, pp. 134–-141.
- BONE, Brian, BERNARD, Lindsay, BOARDMAN, David, CAREY, Paula, HILLS, Colin, JONES, Hilary, MACLEOD, Cecilia a TYRER, Mark. Review of scientific literature on the use of stabilisation/solidification for the treatment of contamined soil, solid waste and sludges. 2004.
- HODUL, Jakub, DOHN脕LKOV脕, Bo啪ena a DROCHYTKA, Rostislav. Solidification of hazardous waste with the aim of material utilization of solidification products. Procedia Engineering. 2015, vol.108, pp. 639–646.
- LOP脡Z, F茅lix A., ALGUACIL, Francisco J., RODR脥GUEZ, Olga, SIERRA, M谩ria Jos茅 a MILL脕N, Roc铆o. Mercury leaching from hazardous industrial wastes stabilized by sulfur polymer encapsulation. Waste Management. 2015, vol. 35, pp. 301–306.
This work is focused on the verification of the possibility of using specially modified hazardous waste, solidification product, formed from selected secondary raw materials as solidifying agent and hazardous waste (end-product) as a filler in polymer grout joint material. Totally, two solidification technologies were verified, the first one was wet granulation of raw materials and another one was dry homogenization. It is more advantageous to use dry homogenization technology, which is economically less demanding. The possibility of using a specially modified filler was verified by the appropriate tests, and results showed that the grout joint showed high compressive strength of approximately 50 MPa, flexural strength up to about 20 MPa. Developed material can also be characterized by very good cohesion with the cast basalt.