Vliv odpadnĂ kĹemeliny jako vstupnĂ suroviny na vlastnosti anorganickĂŠho pÄnovĂŠho skla
OdpadnĂ kĹemelina byla nejprve podrobena analĂ˝ze chemickĂŠho a mineralogickĂŠho sloĹženĂ. PÄnovĂŠ sklo bylo vytvoĹeno pomocĂ prĂĄĹĄkovĂŠ spĂŠkacĂ metody lisovĂĄnĂm do tablet za pĹĂdavku pÄnĂcĂho Äinidla. Po vĂ˝palu bylo zkoumĂĄny vlastnosti pÄnovĂŠho skla pomocĂ rentgenovĂŠ difrakÄnĂ analĂ˝zy, rastrovacĂho elektronovĂŠho mikroskopu, stanovenĂ objemovĂŠ hmotnosti a pevnosti v tlaku. MoĹžnost vyuĹžitĂ odpadnĂ kĹemeliny v surovinovĂ˝ch smÄsĂch byla zkoumĂĄna v souladu s vlivem teploty vĂ˝palu a vĂ˝slednĂ˝mi vlastnostmi anorganickĂŠho pÄnovĂŠho skla.

ÄlĂĄnek byl vydĂĄn v rĂĄmci odbornĂŠ konference doktorskĂŠho studia Juniorstav 2022. Byl ocenÄn a recenzovĂĄn odbornou porotou a okomentovĂĄn spolupracovnĂky redakce TZB Info.
1. Ăvod
NekalcinovanĂĄ odpadnĂ kĹemelina vznikĂĄ pĹi vĂ˝robÄ filtraÄnĂ kĹemeliny jako odpad pĹi tĹĂdÄnĂ rozplavenĂŠ kĹemeliny pomocĂ odstĹedivkovĂ˝ch tĹĂdiÄĹŻ. JednĂĄ se o materiĂĄl obsahujĂcĂ pĹedevĹĄĂm rozdrcenĂŠ rozsivkovĂŠ schrĂĄnky, jejichĹž pĹĂtomnost je neŞådoucĂ ve vĂ˝slednĂŠ kalcinaÄnĂ smÄsi slouĹžĂcĂ jako zĂĄklad pro vĂ˝robu filtraÄnĂ kĹemeliny. DĂĄle jsou zde obsaĹženy takĂŠ jemnĂŠ ÄĂĄstice jĂlovĂ˝ch minerĂĄlĹŻ, slĂdy a zbytkovĂĄ voda. PevnĂŠ ÄĂĄstice s velikostĂ pod 10 µm tvoĹĂ spolu s odpadnĂ vodou majoritnĂ ÄĂĄst vedlejĹĄĂch produktĹŻ spojenĂ˝ch s vĂ˝robou filtraÄnĂ kĹemeliny [1], [2]. V souÄasnĂŠ dobÄ ovĹĄem tato sekundĂĄrnĂ surovina, kterĂŠ je na naĹĄem ĂşzemĂ produkovĂĄno pĹibliĹžnÄ 10 000 tun roÄnÄ, nenachĂĄzà ŞådnĂŠ prĹŻmyslovĂŠ vyuĹžitĂ.
CĂlem tohoto ÄlĂĄnku je analĂ˝za vstupnĂ suroviny – odpadnĂ kĹemeliny z pohledu chemickĂŠho a mineralogickĂŠho sloĹženĂ. DĂĄle vĂ˝roba anorganickĂŠho pÄnovĂŠho skla lisovĂĄnĂm do tablet za pĹĂdavku pÄnĂcĂho Äinidla a vĂ˝pal pomocĂ prĂĄĹĄkovĂŠ spĂŠkacĂ metody. Po vĂ˝palu byly stanoveny vlastnosti anorganickĂŠho pÄnovĂŠho skla jako mineralogickĂŠ sloĹženĂ, mikrostruktura, objemovĂĄ hmotnost a pevnost v tlaku. RovnÄĹž byl sledovĂĄn vliv teploty vĂ˝palu na vĂ˝slednĂŠ vlastnosti anorganickĂŠho pÄnovĂŠho skla obsahujĂcĂho odpadnĂ kĹemelinu jako vstupnĂ surovinu.
2. LiterĂĄrnĂ pĹehled/popis souÄasnĂŠho stavu
KĹemelina je kĹemiÄitĂ˝ sediment sloĹženĂ˝ z opĂĄlovĂ˝ch schrĂĄnek rozsivek, coĹž jsou jednobunÄÄnĂŠ Ĺasy. KĹemelina se vyznaÄuje vysokou porozitou a z velkĂŠ ÄĂĄsti obsahuje oxid kĹemiÄitĂ˝ SiO2 v amorfnĂ podobÄ (vĂce neĹž 70 %) spoleÄnÄ s dalĹĄĂmi pĹĂmÄsemi, pĹedevĹĄĂm jĂlovĂŠho charakteru [3]. ReakcĂ bÄĹžnÄ vyuĹžĂvanĂ˝ch pÄnĂcĂch Äinidel (glycerol, vodnĂ sklo, hydroxid sodnĂ˝) s amorfnĂm SiO2 z rozsivkovĂ˝ch schrĂĄnek vznikajĂ hydratovanĂŠ sodnĂŠ aluminosilikĂĄty a uvolĹujĂcĂ se vodnĂ pĂĄra zpĹŻsobuje vznik pĂłrĹŻ a celkovĂŠ napÄnÄnĂ struktury. VĂ˝roba kĹemeliny probĂhĂĄ nejÄastÄji povrchovou tÄĹžbou z kĹemelinovĂ˝ch loĹžisek. SurovĂĄ kĹemelina zpravidla obsahuje neÄistoty zĂĄvislĂŠ na mineralogickĂŠm sloĹženĂ danĂŠho loĹžiska a mezi 40 a 60 % vody. JejĂ zpracovĂĄnĂ obecnÄ vzato spoÄĂvĂĄ v drcenĂ, oddÄlovĂĄnĂ neÄistot, tĹĂdÄnĂ a suĹĄenĂ. KĹemelina je nejÄastÄji vyuĹžĂvĂĄna pro filtraci materiĂĄlĹŻ a je jejĂ kalcinace probĂhĂĄ nejÄastÄji pĹi 650–1 250 °C [1]. V ÄeskĂŠ republice v roce 2018 Äinila tÄĹžba kĹemeliny pĹibliĹžnÄ 31 tisĂc tun s cenou pohybujĂcĂ se mezi 9 800–16 500 KÄ/t. CelkovĂŠ zĂĄsoby kĹemeliny na ĂşzemĂ ÄeskĂŠ republiky jsou odhadovĂĄny na pĹibliĹžnÄ 2,3 mil. tun [4]. CelosvÄtovĂĄ produkce se pohybuje kolem 2 mld. tun roÄnÄ [5].
NekalcinovanĂĄ odpadnĂ kĹemelina vyuĹžitĂĄ v tomto vĂ˝zkumnĂŠm ÄlĂĄnku vznikĂĄ jako druhotnĂĄ surovina pĹi vĂ˝robÄ filtraÄnĂ kĹemeliny jako vedlejĹĄĂ surovina pĹi tĹĂdÄnĂ rozplavenĂŠ kĹemeliny pomocĂ odstĹedivkovĂ˝ch tĹĂdiÄĹŻ. OdpadnĂ kĹemelina obsahuje pĹedevĹĄĂm rozdrcenĂŠ rozsivkovĂŠ schrĂĄnky, jejichĹž pĹĂtomnost je neŞådoucĂ pro vĂ˝robu filtraÄnĂ kĹemeliny. Vzhledem k tomu, Ĺže se jednĂĄ o odpad z vĂ˝roby, jsou zde obsaĹženy takĂŠ jemnĂŠ ÄĂĄstice jĂlovĂ˝ch minerĂĄlĹŻ, slĂdy a zbytkovĂĄ voda. PĹi vĂ˝robÄ filtraÄnĂ kĹemeliny vznikajĂ odpadnĂ produkty, kterĂ˝mi jsou pevnĂŠ ÄĂĄstice s velikostĂ pod 10 µm a odpadnĂ voda [1], [2]. V souÄasnĂŠ dobÄ tato sekundĂĄrnĂ surovina, kterĂŠ je v ÄR produkovĂĄno pĹibliĹžnÄ 10 000 tun roÄnÄ, nenachĂĄzà ŞådnĂŠ prĹŻmyslovĂŠ vyuĹžitĂ.
PÄnovĂŠ sklo je anorganickĂ˝ tepelnÄizolaÄnĂ materiĂĄl. V dĹŻsledku trvalĂ˝ch snah o sniĹžovĂĄnĂ spotĹeby energie a problĂŠmĹŻ tĂ˝kajĂcĂch se poŞårnĂ odolnosti a Ĺživotnosti organickĂ˝ch polymernĂch tepelnÄizolaÄnĂch materiĂĄlĹŻ, vĹĄak zĂĄjem o tento materiĂĄl prudce vzrĹŻstĂĄ, a to pĹedevĹĄĂm dĂky jeho dlouhĂŠ Ĺživostnosti a mechanickĂŠ, teplotnĂ a chemickĂŠ odolnosti [6], [7]. CelosvÄtovĂŠ mnoĹžstvĂ vyrobenĂŠho pÄnovĂŠho skla zaznamenĂĄvĂĄ v poslednĂch letech trvalĂ˝ rĹŻst a v roce 2019 dosahovalo vĂce neĹž 1,5 mil. tun s oÄekĂĄvanĂ˝m nĂĄrĹŻstem na tĂŠmÄĹ 2 mil. tun do roku 2024. VĂ˝voj a modernizace technologie pÄnovĂŠho skla je tedy aktivnÄ se rozvĂjejĂcĂ oblastĂ [8]. V souÄasnĂŠ dobÄ je tĂŠmÄĹ veĹĄkerĂŠ prĹŻmyslovÄ vyrĂĄbÄnĂŠ pÄnovĂŠ sklo vyrĂĄbÄno prĂĄĹĄkovĂ˝m zpĹŻsobem za pouĹžitĂ redoxnĂch pÄnĂcĂch Äinidel na bĂĄzi uhlĂku. ZĂĄkladnĂm materiĂĄlem pro jeho vĂ˝robu je mletĂŠ odpadnĂ sklo, kterĂŠ je nĂĄslednÄ smĂchĂĄno s pÄnĂcĂmi pĹĂsadami (saze, SiC, glycerol, vodnĂ sklo pĹĂpadnÄ dalĹĄĂ korekÄnĂ sloĹžky). V peci pak dochĂĄzĂ ke slinutĂ ÄĂĄstic skla, a uvolĹovĂĄnĂ plynnĂ˝ch produktĹŻ reakcĂ oxidaÄnĂch reakcĂ pÄnĂcĂch Äinidel a utvoĹenĂ struktury pÄnovĂŠho skla. HlavnĂ nevĂ˝hodou tohoto materiĂĄlu je ovĹĄem jeho relativnÄ vysokĂĄ cena pĹedevĹĄĂm ve srovnĂĄnĂ s polymernĂmi pÄnovĂ˝mi izolacemi [6], [9], [10].
Z hlediska ekonomickĂŠho, environmentĂĄlnĂho a udrĹžitelnĂŠho rozvoje se v tĂŠto oblasti jako velmi perspektivnĂ jevĂ hledĂĄnĂ alternativnĂch surovin pro vĂ˝robu porĂŠznĂch sklokeramickĂ˝ch materiĂĄlĹŻ. Touto moĹžnostĂ se v souÄasnĂŠ dobÄ zabĂ˝vĂĄ celĂĄ Ĺada studiĂ, napĹĂklad z oblasti sekundĂĄrnĂch surovin a prĹŻmyslovĂ˝ch odpadĹŻ byly extenzivnÄ zkoumĂĄny pĹedevĹĄĂm moĹžnosti vyuĹžitĂ elektrĂĄrenskĂ˝ch popĂlkĹŻ [11], [12] a ÄervenĂŠho kalu vznikajĂcĂho pĹi vĂ˝robÄ hlinĂku [13]. Z pĹĂrodnĂch silikĂĄtovĂ˝ch materiĂĄlĹŻ se vzhledem k cenÄ, stabilitÄ mineralogickĂŠho sloĹženĂ loĹžisek a dostupnosti jevĂ jako nejvhodnÄjĹĄĂ k vĂ˝robÄ pÄnovĂ˝ch materiĂĄlĹŻ kĹemelina. JednĂĄ se o kĹemiÄitĂ˝ sediment sloĹženĂ˝ z opĂĄlovĂ˝ch schrĂĄnek rozsivek, vyznaÄujĂcĂch se vysokou porozitou a dalĹĄĂch pĹĂmÄsĂ, pĹedevĹĄĂm jĂlovĂŠho charakteru [3]. Jeho hlavnĂ vĂ˝hodou je pĹedevĹĄĂm vysokĂ˝ obsah SiO2 v amorfnĂ podobÄ (i vĂce neĹž 70 %). Ve studii [14] byla ĂşspÄĹĄnÄ ovÄĹena moĹžnost ÄĂĄsteÄnĂŠ nĂĄhrady (20 hm. %) skelnĂŠ mouÄky surovou kĹemelinou pĹi dosaĹženĂ objemovĂŠ hmotnosti vĂ˝slednĂŠho produktu 200 kg/m3 pouĹžitĂm bÄĹžnÄ vyuĹžĂvanĂ˝ch pÄnĂcĂch Äinidel (glycerol, vodnĂ sklo). PĹĂpravou izolaÄnĂho materiĂĄlu vĂ˝hradnÄ za pouĹžitĂ kĹemeliny bez nutnosti pĹĂdavku skelnĂŠ mouÄky se zabĂ˝vala studie E. A. Yatsenko et al. [15].
3. Metodika
PĹedmÄtem vĂ˝zkumnĂŠho ÄlĂĄnku byla pĹĂprava anorganickĂŠho pÄnovĂŠho skla pĹipravenĂŠho prĂĄĹĄkovou metodou s vĂ˝zkumem moĹžnosti zpÄtnĂŠho vyuĹžitĂ odpadnĂ kĹemeliny vznikajĂcĂ pĹi vĂ˝robÄ filtraÄnĂ kĹemeliny a roztoku hydroxidu sodnĂŠho (NaOH). ReakcĂ NaOH s kaolinitem a amorfnĂho SiO2 vznikajĂ sodnĂŠ hydroaluminosilikĂĄty obdobnĂŠ geopolymernĂm strukturĂĄm (analog zeolitĹŻ). PĹi vĂ˝palu pak dochĂĄzĂ ke vzniku taveniny a uvolĹovĂĄnĂ strukturnÄ vĂĄzanĂŠ vody. VodnĂ pĂĄra uvolĹujĂcĂ se pĹi teplotĂĄch vyĹĄĹĄĂch, neĹž je teplota vzniku taveniny pak zpĹŻsobuje vznik pĂłrĹŻ a vlivem sniĹžujĂcĂ se viskozity dochĂĄzĂ k jejich zvÄtĹĄovĂĄnĂ a napÄnÄnĂ porĂŠznĂ struktury. Nejprve byla provedena analĂ˝za mineralogickĂŠho sloĹženĂ odpadnĂ kĹemeliny pomocĂ rentgenovĂŠ difrakÄnĂ analĂ˝zy, analĂ˝za mikrostruktury pomocĂ rastrovacĂho elektronovĂŠho mikroskopu (SEM) a analĂ˝za chemickĂŠho sloĹženĂ pomocĂ rentgenovĂŠ fluorescence. PotĂŠ byla provedena pĹedĂşprava odpadnĂ kĹemeliny, jeĹž spoÄĂvala v jejĂm vysuĹĄenĂĄ v laboratornĂ suĹĄĂĄrnÄ do konstantnĂ hmotnosti, podrcenĂ na ÄelisĹĽovĂŠm drtiÄi a nĂĄslednĂŠm rozemletĂ ve vibraÄnĂm mlĂ˝nu. Takto pĹedupravenĂĄ odpadnĂ kĹemelina byla smĂchĂĄna v pomÄru 5 : 3 s 50% roztokem hydroxidu sodnĂŠho (NaOH). PotĂŠ byly smÄsi uzavĹeny do nĂĄdoby a ponechĂĄny pĹi laboratornĂ teplotÄ nebo vloĹženy do suĹĄĂĄrny pĹi 50 °C nebo 80 °C po s reakÄnĂ dobou 60 minut.
Z tÄchto smÄsĂ byly potĂŠ lisovĂĄny tablety s hmotnostĂ 20 g a prĹŻmÄru 40 mm pomocĂ hydraulickĂŠho lisu tlakem 2 MPa po dobu 30 s, coĹž je bÄĹžnĂ˝ postup pĹi vĂ˝zkumu a vĂ˝voji pÄnovĂŠho skla bez nutnosti pouĹžitĂ teplotnÄ odolnĂ˝ch kovovĂ˝ch forem. VylisovanĂŠ tablety byly potĂŠ vypĂĄleny na tĹi rĹŻznĂŠ vypalovacĂ teploty 800 °C, 850 °C a 900 °C s teplotnĂm nĂĄrĹŻstem 5 °C/min a teplotnĂ vĂ˝drŞà 30 min pĹi maximĂĄlnĂ teplotÄ. Na vypĂĄlenĂ˝ch tabletĂĄch bylo potĂŠ stanoveno mineralogickĂŠ sloĹženĂ pomocĂ rentgenovĂŠ difrakÄnĂ analĂ˝zy, mikrostruktura byla stanovena pomocĂ rastrovacĂho elektronovĂŠho mikroskopu, objemovĂĄ hmotnost byla stanovena postupem dle ÄSN EN 12390-7 na vzorcĂch seĹezanĂ˝ch do pravidelnĂŠho tvaru a pevnost v tlaku dle ÄSN EN 993-5 pomocĂ laboratornĂho hydraulickĂŠho lisu Instron.
4. Výsledky
| SiO2 | Al2O3 | Fe2O3 | TiO2 | CaO | K2O | CuO | BaO | P2O5 | SO3 | ZĹ˝* |
|---|---|---|---|---|---|---|---|---|---|---|
| 63,90 | 18,06 | 3,29 | 0,81 | 0,70 | 0,33 | 0,23 | 0,08 | 0,07 | 0,05 | 10,71 |
| * ZtrĂĄta ĹžĂhĂĄnĂm | ||||||||||
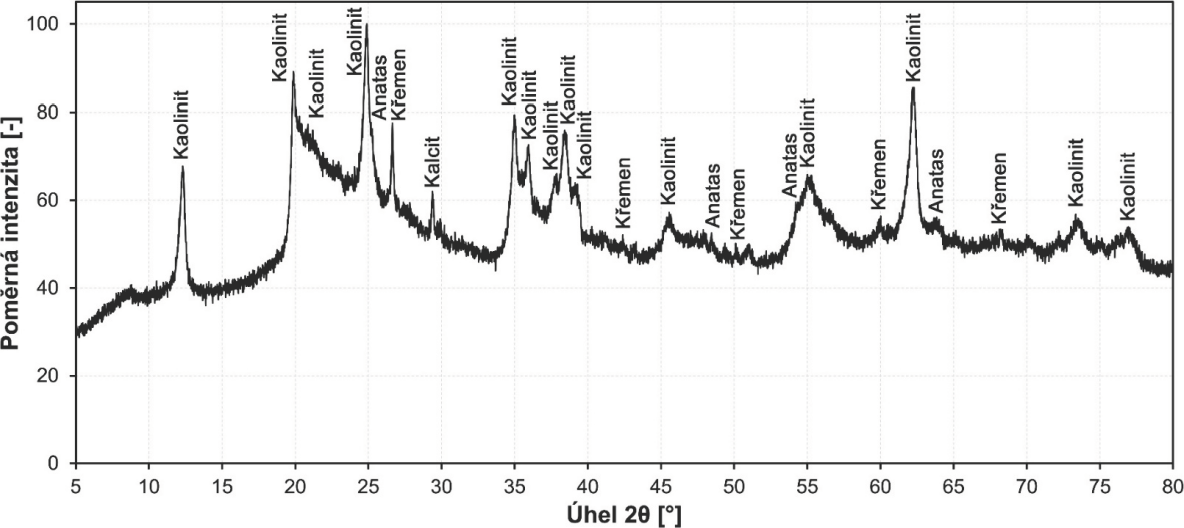
Obr. 1 MineralogickĂŠ sloĹženĂ odpadnĂ kĹemeliny
| MinerĂĄl | Obsah [%] |
|---|---|
| Kaolinit (SiO2·Al2O3·2H2O) | 59,85 |
| KĹemen (SiO2) | 0,25 |
| Anatas (TiO2) | 0,49 |
| Kalcit (CaCO3) | 0,25 |
| AmorfnĂ fĂĄze (SiO2) | 39,16 |
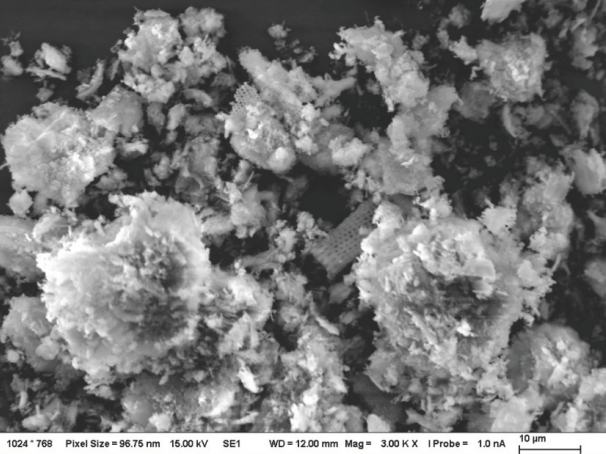
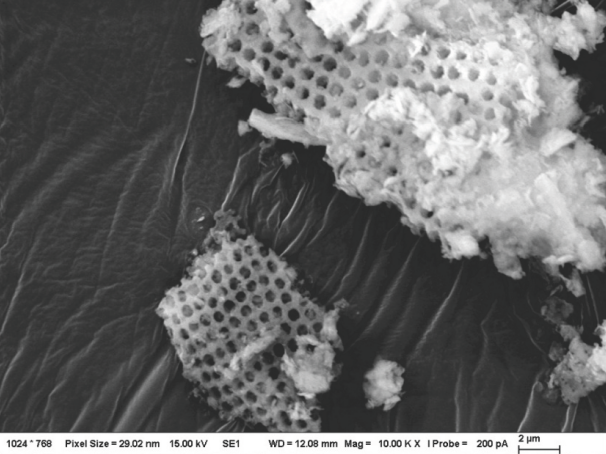
Obr. 2 Fotografie odpadnĂ kĹemeliny ze SEM se schrĂĄnkami rozsivek (zvÄtĹĄenĂ vlevo 3 000Ă; vpravo 10 000Ă)
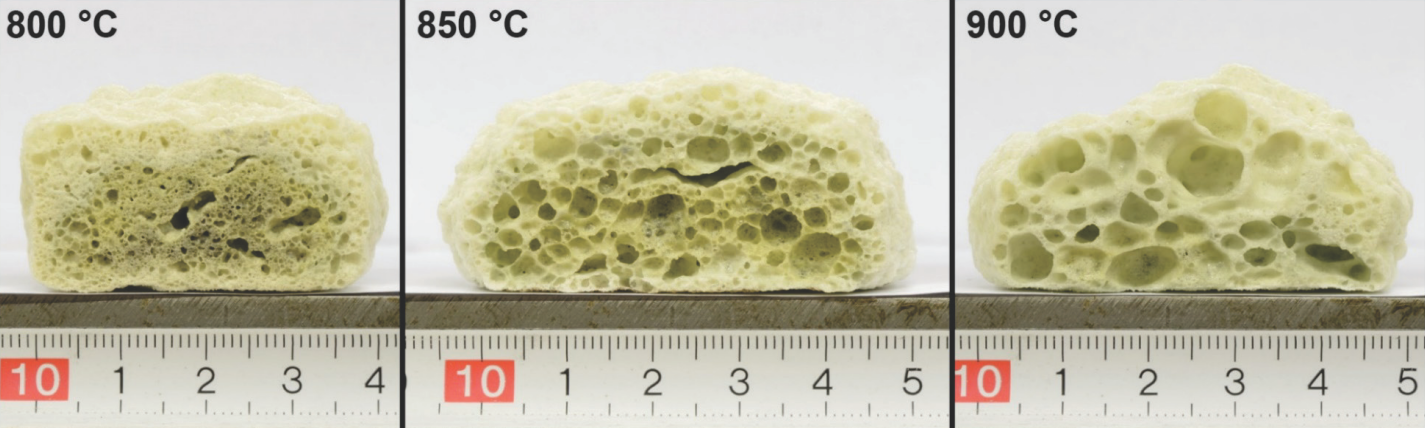
Obr. 3 Fotografie pÄnovĂ˝ch skel po vĂ˝palu na tĹi rĹŻznĂŠ teploty
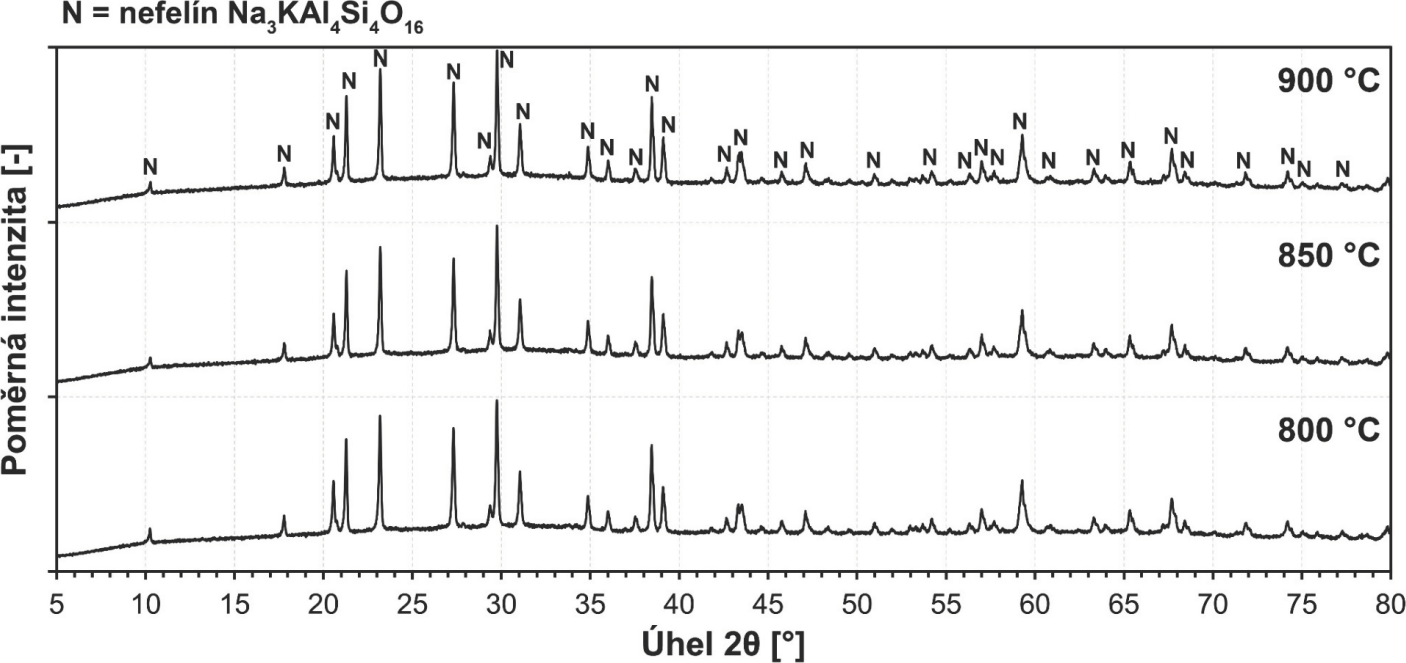
Obr. 4 RentgenovĂĄ difrakÄnĂ analĂ˝za pÄnovĂŠho skla vypĂĄlenĂŠho na tĹi rĹŻznĂŠ teploty
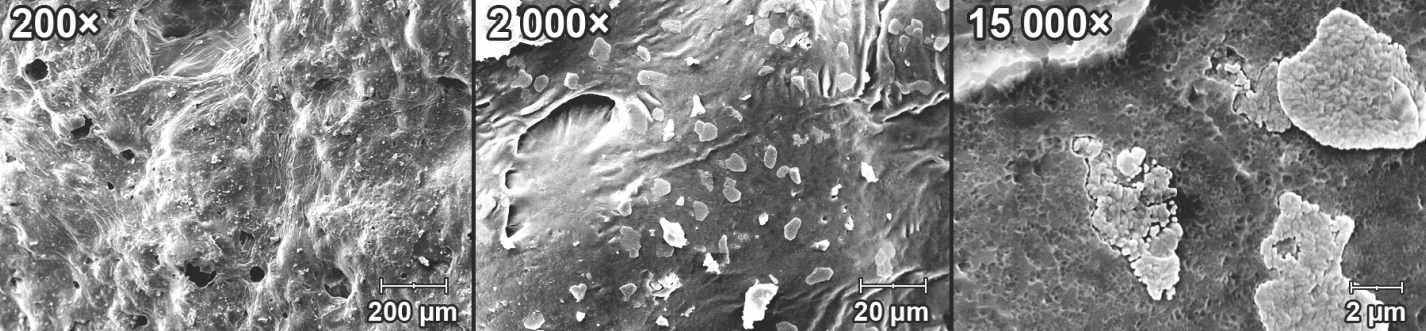
Obr. 5 Mikrofotografie vnÄjĹĄĂho povrchu pÄnovĂŠho skla ze SEM

Obr. 6 Mikrofotografie vnitĹnĂ ÄĂĄsti pĂłru pÄnovĂŠho skla ze SEM
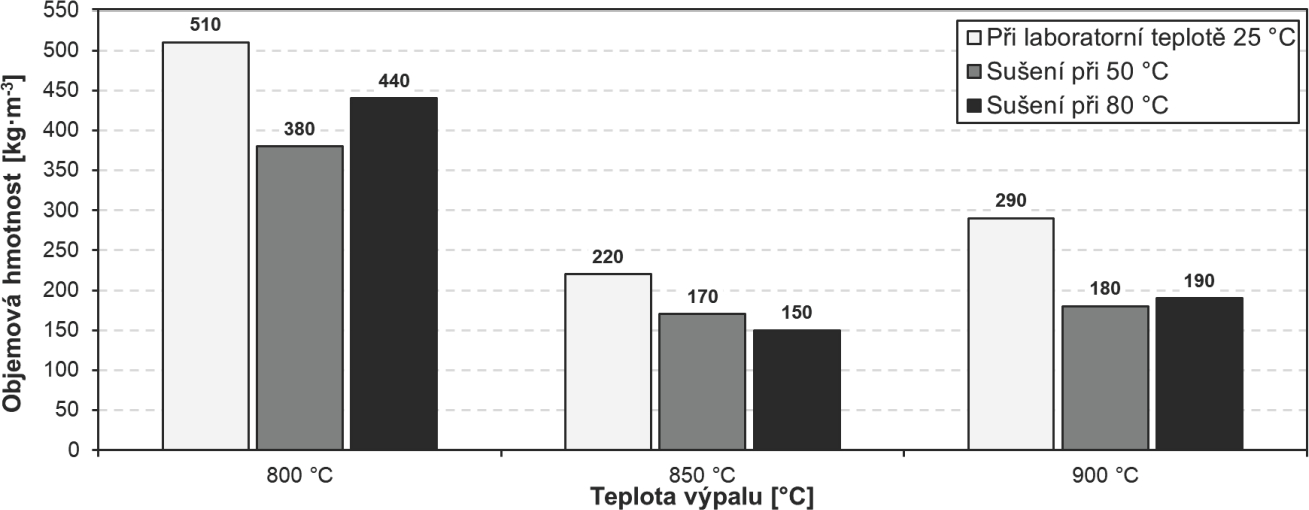
Obr. 7 ObjemovĂĄ hmotnost pÄnovĂ˝ch skel po vĂ˝palu na tĹi rĹŻznĂŠ teploty
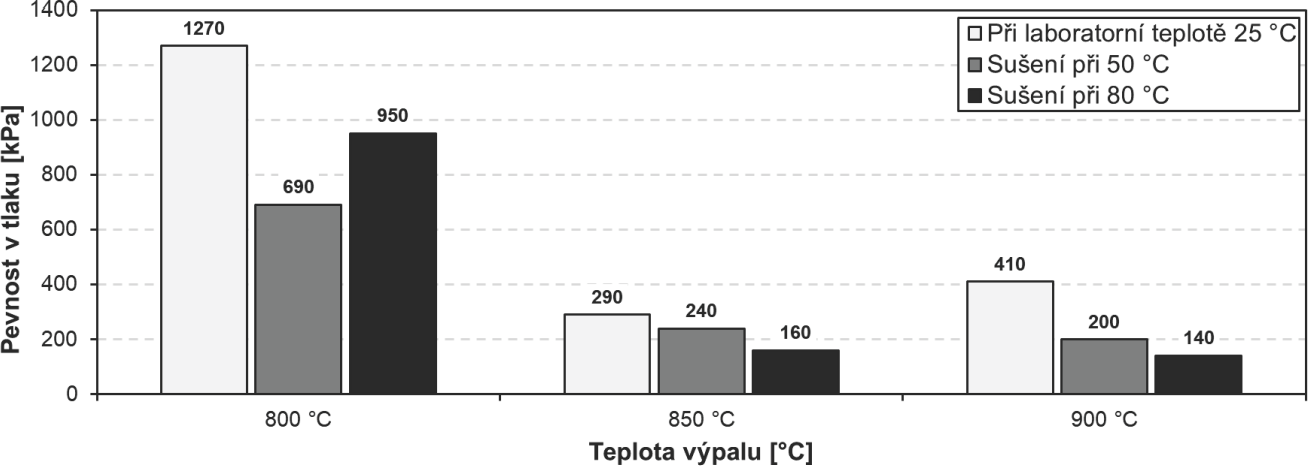
Obr. 8 Pevnost v tlaku pÄnovĂ˝ch skel po vĂ˝palu na tĹi rĹŻznĂŠ teploty
5. Diskuse
VĂ˝sledky chemickĂŠho sloĹženĂ odpadnĂ kĹemeliny pouĹžitĂŠ jako vstupnĂ suroviny se nachĂĄzejĂ v Tab. 1. VĂ˝sledky mineralogickĂŠho sloĹženĂ odpadnĂ kĹemeliny se nachĂĄzejĂ na Obr. 1 a nĂĄslednĂŠ kvantitativnĂ zastoupenĂ minerĂĄlĹŻ a amorfnĂ fĂĄze potĂŠ v Tab. 2. MajoritnĂ krystalickou fĂĄzĂ je kaolinit a minoritnĂmi krystalickĂ˝mi fĂĄzemi kĹemen, anatas, kalcit. MajoritnĂ obsah kaolinitu v odpadnĂ kĹemelinÄ je dĂĄn tĂm, Ĺže se jednĂĄ o vedlejĹĄĂ surovinu z tÄĹžby kĹemeliny a jejĂm tĹĂdÄnĂ pomocĂ odstĹedivkovĂ˝ch tĹĂdiÄĹŻ. Obsah amorfnĂ fĂĄze v odpadnĂ kĹemelinÄ je 39,16 %. Fotografie odpadnĂ kĹemeliny z rastrovacĂho elektronovĂŠho mikroskopu se nachĂĄzejĂ na Obr. 2. Vlevo lze spatĹit shluky kaolinitu a vpravo schrĂĄnky rozsivek.
Na Obr. 3 se nachĂĄzejĂ fotografie tablet pÄnovĂŠho skla vypĂĄlenĂ˝ch na teploty 800 °C, 850 °C a 900 °C. Z hlediska pĂłrovitosti se jako nejoptimĂĄlnÄjĹĄĂ jevĂ smÄs vypĂĄlenĂĄ pĹi 850 °C. VĂ˝sledky rentgenovĂŠ difrakÄnĂ analĂ˝zy pÄnovĂŠho skla vypĂĄlenĂŠho na tĹi rĹŻznĂŠ teploty vĂ˝palu se nachĂĄzĂ na Obr. 4. Jedinou krystalickou fĂĄzĂ ve vĹĄech smÄsĂch je nefelĂn Na3KAl4Si4O16. Na Obr. 5 a 6 se nachĂĄzejĂ mikrofotografie z rastrovacĂho elektronovĂŠho mikroskopu pÄnovĂ˝ch skel. Na Obr. 5 se nachĂĄzĂ sada 3 snĂmkĹŻ vnÄjĹĄĂho povrchu pÄnovĂŠho skla pĹi zvÄtĹĄenĂ zleva 200Ă, 2 000Ă a 15 000Ă. Na Obr. 6 se potĂŠ nachĂĄzĂ sada 3 snĂmkĹŻ vnitĹnĂ ÄĂĄsti pĂłru pÄnovĂŠho skla pĹi stejnĂ˝ch zvÄtĹĄenĂch.
Obr. 7 znĂĄzorĹuje porovnĂĄnĂ objemovĂ˝ch hmotnostĂ pÄnovĂ˝ch skel pĹipravenĂ˝ch pĹi laboratornĂ teplotÄ, suĹĄenĂm pĹi 50 °C a 80 °C a tĹech rĹŻznĂ˝ch teplotĂĄch vĂ˝palu 800 °C, 850 °C a 900 °C. PÄnovĂĄ skla vypĂĄlena pĹi 800 °C dosahovala nejvyĹĄĹĄĂch hodnot objemovĂ˝ch hmotnostĂ, ale na Ăşkor porozity. PÄnovĂĄ skla vypĂĄlena pĹi 850 °C a 900 °C jiĹž mÄla optimĂĄlnĂ objemovou hmotnost a porozitu srovnatelnou s tepelnĂ˝mi izolacemi na bĂĄzi organickĂ˝ch polymerĹŻ. Obr. 8 znĂĄzorĹuje pevnost v tlaku pÄnovĂ˝ch skel. NejvyĹĄĹĄĂch hodnot dosahovala pÄnovĂĄ skla vypĂĄlena pĹi 800 °C, coĹž je dĂĄno vyĹĄĹĄĂ objemovou hmotnostĂ a porozitou tÄchto vzorkĹŻ. Pevnost v tlaku pÄnovĂ˝ch skel vypĂĄlenĂ˝ch pĹi 850 °C a 900 °C je taktĂŠĹž srovnatelnĂĄ i vyĹĄĹĄĂ neĹž vĂ˝robky pouĹžĂvanĂŠ jako tepelnĂĄ izolace na bĂĄzi organickĂ˝ch polymerĹŻ.
6. ZĂĄvÄr
CĂlem tohoto ÄlĂĄnku byla analĂ˝za odpadnĂ kĹemeliny vyuĹžitĂŠ jako vstupnĂ surovina pro vĂ˝robu pÄnovĂŠho skla. OdpadnĂ kĹemelina obsahovala jako majoritnĂ krystalickou fĂĄzi kaolinit v mnoĹžstvĂ tĂŠmÄĹ 60 % a amorfnĂ fĂĄzi v mnoĹžstvĂ 39 %. AnalĂ˝za chemickĂŠho sloĹženĂ to taktĂŠĹž potvrdila. AnorganickĂĄ pÄnovĂĄ skla byla vyrobena lisovĂĄnĂm do tablet a vypĂĄlena pomocĂ prĂĄĹĄkovĂŠ spĂŠkacĂ metody na tĹi rĹŻznĂŠ teploty vĂ˝palu – 800 °C, 850 °C a 900 °C. Rentgenovou difrakÄnĂ analĂ˝zou bylo zjiĹĄtÄno Ĺže vĹĄechna pÄnovĂĄ skla jsou tvoĹena jedinou krystalickou fĂĄzĂ – nefelĂnem. Z vĂ˝sledkĹŻ stanovenĂ objemovĂŠ hmotnosti a pevnosti v tlaku bylo zjiĹĄtÄno, Ĺže nejvyĹĄĹĄĂch hodnot dosahovala pÄnovĂĄ skla vypĂĄlena pĹi 800 °C, avĹĄak pro ĂşÄely vyuĹžitĂ tohoto anorganickĂŠho pÄnovĂŠho skla jako tepelnĂŠ izolace jsou vhodnÄjĹĄĂ hodnoty objemovĂ˝ch hmotnostĂ a pevnostĂ pÄnovĂ˝ch skel vypĂĄlenĂ˝ch pĹi 850 °C a 900 °C, jeĹž jsou srovnatelnĂŠ s vĂ˝robky tepelnĂ˝ch izolacĂ na bĂĄzi organickĂ˝ch polymerĹŻ.
PodÄkovĂĄnĂ
Tento pĹĂspÄvek byl podpoĹen v rĂĄmci ĹeĹĄenĂ juniorskĂŠho grantu mezifakultnĂho specifickĂŠho vĂ˝zkumu pod internĂ grantovou agenturou VysokĂŠho uÄenĂ technickĂŠho v BrnÄ s ÄĂslem FAST/FCH-J-21-7280 a nĂĄzvem: VyuĹžitĂ odpadnĂ kĹemeliny jako sekundĂĄrnĂ suroviny pro vĂ˝robu modernĂch anorganickĂ˝ch izolaÄnĂch materiĂĄlĹŻ.
PouĹžitĂŠ zdroje
- HARWOOD, D. M., J. P. SMOL a E. F. STOERMER. Diatomite. The Diatoms. Cambridge: Cambridge University Press, 2010, 570-574. ISBN 9780511763175. https://doi.org/10.1017/CBO9780511763175.034
- Diatomite Processing. https://www3.epa.gov/ttn/chief/ap42/ch11/final/c11s22.pdf
- IVANOV, S. Ă. a A. V. BELYAKOV. Diatomite and its applications. Glass and Ceramics. 2008, 65(1-2), 48-51. ISSN 0361-7610. https://doi.org/10.1007/s10717-008-9005-6
- SurovinovĂŠ zdroje ÄeskĂŠ republiky – nerostnĂŠ suroviny 2019. DostupnĂŠ z:
http://www.geology.cz/extranet/publikace/online/surovinove-zdroje/surovinove-zdroje-ceske-republiky-2019.pdf - Diatomite [online]. DostupnĂŠ z: https://pubs.usgs.gov/periodicals/mcs2021/mcs2021-diatomite.pdf
- SCHEFFLER, M. a P. COLOMBO. Cellular Ceramics. Wiley-VCH Verlag GmbH & Co., 2005. ISBN 978-3-527-31320-4
- MANEVICH, V. E. a K. Yu. SUBBOTIN. Foam glass and problems of energy conservation. Glass and Ceramics. 2008, 65(3-4), 105-108. ISSN 0361-7610. https://doi.org/10.1007/s10717-008-9026-1
- Foam Glass Market by Type (open cell and Closed Cell), Process (Physical and Chemical), Application (Building & Industrial Insulation and Chemical Processing Systems), End-Use Industry (Building & Construction and Industrial) - Global Forecast to 2024. DostupnĂŠ z:
https://www.marketsandmarkets.com/Market-Reports/foam-glass-market-3506071.html - KARANDASHOVA, N. S., B. M. GOLTSMAN a E. A. YATSENKO. Analysis of Influence of Foaming Mixture Components on Structure and Properties of Foam Glass. IOP Conference Series: Materials Science and Engineering. 2017, 262. ISSN 1757-8981. https://doi.org/10.1088/1757-899X/262/1/012020
- KHAMIDULINA, D. D., S. A. NEKRASOVA a K. M. VORONIN. Foam Glass Production from Waste Glass by Compression. IOP Conference Series: Materials Science and Engineering. 2017, 262. ISSN 1757-8981. DostupnĂŠ z:
https://doi.org/10.1088/1757-899X/262/1/012008 - BAI, Jianguang, Xinghua YANG, Shaochun XU, Wenjia JING a Jianfeng YANG. Preparation of foam glass from waste glass and fly ash. Materials Letters. 2014, 136, 52-54. ISSN 0167577X. DostupnĂŠ z:
https://doi.org/10.1016/j.matlet.2014.07.028 - CHAKARTNARODOM, Parinya, Pitcharat INEURE, Shaochun XU, Wenjia JING a Jianfeng YANG. Foam Glass Development Using Glass Cullet and Fly Ash or Rice Husk Ash as the Raw Materials. Key Eng. Mat. 2014, 608, 73-78. ISSN 1662-9795. https://doi.org/10.4028/www.scientific.net/KEM.608.73
- YE, Zhong Nan, Yong Wei WANG, Hao JIANG, Na LI a Shi Quan LIU. Foamed Glass-Ceramics Made from Red-Mud. Key Engineering Materials. 2013, 575-576, 461-464. ISSN 1662-9795. DostupnĂŠ z:
https://doi.org/10.4028/www.scientific.net/KEM.575-576.461 - YATSENKO, Elena A., B. M. GOLTSMAN a A. V. RYABOVA. Complex Protection of Pipelines Using Silicate Materials Based on Local Raw Materials of the Far East. In: Materials Science Forum. 2019, s. 46-52. ISSN 1662-9752. DostupnĂŠ z: https://doi.org/10.4028/www.scientific.net/MSF.945.46
- YATSENKO, Elena A., Boris M. GOLTSMAN, Lyudmila V. KLIMOVA a Lyubov A. YATSENKO. Peculiarities of foam glass synthesis from natural silica-containing raw materials. Journal of Thermal Analysis and Calorimetry. 2020, s. 119-127. ISSN 1388-6150. https://doi.org/10.1007/s10973-020-10015-3
TÄĹĄĂ mÄ, Ĺže se odbornĂŠ ÄlĂĄnky o pÄnovĂŠm skle dostaly i na prvnĂ pĹĂÄky soutÄĹže JUNIORSTAV. Projekt na pÄnovĂŠm skle se aktuĂĄlnÄ uchĂĄzĂ napĹĂklad o cenu v soutÄĹži Adapterra Awards, o vĂ˝hodĂĄch mluvĂme dlouhou dobu na vĹĄech stavebnĂch akcĂch, pravidelnÄ tĂŠĹž na veletrhu FOR ARCH, a to vÄetnÄ studia TZB info (viz).
This article deals with the manufacturing process of inorganic foam glass with utilization of waste diatomite as a raw material. The waste diatomite was first subjected to an analysis of chemical and mineralogical composition. The foam glass was formed by a powder sintering method by pressing into pellets with the addition of a foaming agent. After firing, the properties of the foam glass were investigated using an X-ray diffraction analysis, scanning electron microscopy, bulk density, and compressive strength. The possibility of utilization of waste diatomite in raw material mixtures was investigated in accordance with the influence of firing temperature and the resulting properties of inorganic foam glass.