Analû§za a vyuéƒitûÙ upravenûˋho stavebnûÙho sûÀdrokartonovûˋho recyklûÀtu v sûÀdrovû§ch smásûÙch pro vû§robu bloké₤
V prezentovanûˋm péûÙspávku jsou detailná analyzovûÀny vû§sledky vyuéƒitûÙ modifikovanûˋho recyklûÀtu na bûÀzi sûÀdrokartonu zûÙskanûˋho ze stavebnûÙho a demoliánûÙho odpadu. ZûÙskanûˋ vû§sledky jasná ukazujûÙ, éƒe vhodnou û¤pravou je moéƒnûˋ efektivná nahradit áûÀst sûÀdrovûˋho pojiva v suchûˋ sûÀdrovûˋ smási pomocûÙ modifikovanûˋho sûÀdrokartonovûˋho recyklûÀtu. Uvedenûˋ poznatky poskytujûÙ dé₤leéƒitûˋ informace pro pokroáilûˋ vyuéƒitûÙ recyklace sûÀdrokartonu ve stavebnûÙm pré₤myslu, péiáeméƒ zdé₤razéujûÙ potenciûÀl pro udréƒitelnájéÀûÙ a ekologiátájéÀûÙ postupy v oblasti stavebnûÙch materiûÀlé₤.

Foto: Pexels
ûvod
Celosvátová se stûÀvûÀ problematika recyklace stavebná demoliánûÙch odpadé₤ otûÀzkou áûÙslo jedna. ZatûÙmco se áasto soustéedûÙme pouze na problematiku recyklace betonu, je nezbytnûˋ si uvádomit, éƒe existuje mnoho daléÀûÙch éÀiroce pouéƒûÙvanû§ch stavebnûÙch materiûÀlé₤, kterûˋ vyéƒadujûÙ na konci svûˋ éƒivotnosti recyklaci a daléÀûÙ efektivnûÙ zpracovûÀnûÙ. JednûÙm z táchto materiûÀlé₤ je i stavebnûÙ sûÀdrokarton [1, 2]. V poslednûÙch letech se zvû§éÀil zûÀjem o suchou vû§stavbu, zejmûˋna o systûˋmy na bûÀzi sûÀdrokartonu. RostoucûÙ poptûÀvka po sûÀdrokartonovû§ch deskûÀch vedla k odpovûÙdajûÙcûÙmu nûÀré₤stu odpadu generovanûˋho vû§robou, stavebnûÙmi pracemi, rekonstrukce a demolicemi [2]. V souáasnûˋ dobá konáûÙ vátéÀina odpadu ze sûÀdrokartonovû§ch desek na sklûÀdkûÀch, a pouze relativná malûÀ áûÀst je dûÀle efektivná vyuéƒûÙvûÀna [3].
JednûÙm áasto péehlûÙéƒenû§m aspektem v recyklaánûÙch éeéÀenûÙch pro sûÀdrokartonovûˋ desky a produkty ze sûÀdry je to, éƒe sûÀdra je unikûÀtnûÙm materiûÀlem. Je 100% recyklovatelnûÀ, a to teoreticky do nekoneána, tedy péi minimalizaci jejûÙ kontaminace daléÀûÙmi lûÀtkami [4]. Z hlediska stavebnictvûÙ je sûÀdra vyuéƒûÙvanû§m a cennû§m materiûÀlem jiéƒ po nákolik tisûÙc let (napé. ve starovákûˋm Egyptá) dûÙky svû§m vynikajûÙcûÙm tepelná-technickû§m vlastnostem, mechanickûˋ pevnosti a odolnosti proti ohni. SûÀdra mûÀ takûˋ vû§hodu, éƒe je upravitelnûÀ pomocûÙ péûÙsad a péûÙmásûÙ, kterûˋ zlepéÀujûÙ jejûÙ vlastnosti, jejûÙ vlastnosti se tedy dajûÙ cûÙlená upravovat – modifikovat [5].
Pojivo na bûÀzi sûÀdry (hemihydrûÀt sûÙranu vûÀpenatûˋho CaSO4·1/2H2O) se nevyskytuje péirozená (jen jako CaSO4 anhydrit nebo CaSO4·2H2O dihydrûÀt sûÙranu vûÀpenatûˋho – tedy sûÀdrovec). SûÀdra se vyrûÀbûÙ vystavenûÙm sûÙranu vûÀpenatûˋho (buá péûÙrodnûÙho nebo syntetickûˋho) vysokû§m teplotûÀm v procesu zvanûˋm kalcinace, kterûÀ obvykle probûÙhûÀ péi teplotûÀch nad 180 ô¯C, kdy se uvoléuje chemicky vûÀzanûÀ voda ze sûÀdrovce (dihydrûÀtu sûÙranu vûÀpenatûˋho) péi teplotûÀch nad 150 ô¯C [6].
ZûÀkladnûÙ rovnice pro vû§robu sûÀdry jsou vyjûÀdéeny nûÀsledovná (Rovnice (1)):
Hydratace sûÀdry, vedoucûÙ k tvorbá ztuhlûˋ kaéÀe (sûÀdrovce), probûÙhûÀ po smûÙchûÀnûÙ s vodou podle Rovnice (2):
Podle táchto rovnic lze sûÀdru recyklovat opakovaná za relativná nûÙzkûˋ nûÀklady, potéebnûˋ na kalcinaci a mletûÙ, k dosaéƒenûÙ poéƒadovanûˋ velikosti zrna sûÀdry. Vlastnosti vû§slednûˋ kalcinovanûˋ sûÀdry zûÀvisûÙ péûÙmo na velikosti zrna a rozsahu kalcinace (mnoéƒstvûÙ nezkalcinovanû§ch zrn sûÀdrovce), áistotá vstupnûÙch surovin, mnoéƒstvûÙ a typu daléÀûÙch péûÙmásûÙ atd. Jak velikost zrna, tak péûÙtomnost nezkalcinovanû§ch zrn sûÀdrovce ovlivéujûÙ vlastnûÙ proces hydratace. MenéÀûÙ velikosti zrna zvyéÀujûÙ specifickou povrchovou plochu (márnû§ povrch) a urychlujûÙ reakci hydratace [7].
MateriûÀly a vzorky
Testovanûˋ smási byly sloéƒeny z ré₤znûˋho pomáru sûÀdrovûˋho pojiva a recyklûÀtu na bûÀzi sûÀdrokartonovûˋho odpadu. Pro testovûÀnûÙ bylo vybranûˋ sûÀdrovûˋ pojivo na bûÀzi kalcinovanûˋ sûÀdry vyrobenûˋ z energosûÀdrovce, oznaáenûˋ je jako REF (referenánûÙ). SûÀdrovûˋ pojivo bylo sloéƒeno z hemihydrûÀtu sûÙranu vûÀpenatûˋho s áistotou 98 hm. %. Jako vzorovû§ sûÀdrokartonovû§ (SDK) odpad byl vybrûÀn odpad ze sûÀdrokartonovû§ch desek typu A dle (áSN) EN 520 [8], tzn. standardnûÙch sûÀdrokartonovû§ch desek. OdpadnûÙ materiûÀl vznikl vytéûÙdánûÙm ze stavebnûÙho a demoliánûÙho odpadu ze stavby spoleánosti Moravostav Brno, a.s. RecyklûÀt byl zûÙskanû§ û¤pravou SDK odpadu pomocûÙ recyklaánûÙ linky. Pro hrubou û¤pravu a odseparovûÀnûÙ kartonu a daléÀûÙch (stavebnûÙch) neáistot by nejdéûÙve pouéƒit prvnûÙ stupeé recyklaánûÙ linky a z náho byla odseparovanûÀ frakce 0/1 mm (oznaáena jako REC 1). Hrubû§ recyklûÀt REC 1 byl sloéƒen ze sûÀdrovce s áistotou okolo 90 hm. % a zbytek tvoéily neáistoty v podobá zbytké₤ kartonu a ré₤znû§ch skupenstvûÙ sûÙranu vûÀpenatûˋho, kterûÀ lze táéƒko definovat. Hrubû§ recyklûÀt REC 1 byl nûÀsledná upraven pomocûÙ daléÀûÙho stupná recyklaánûÙ linky, a to pomocûÙ ré₤znûˋ û¤rovná mletûÙ. V péûÙpadá recyklûÀtu REC 2 se jednalo o jednoû¤rovéovûˋ mletûÙ, v péûÙpadá recyklûÀtu REC 3 se jednalo o dvojû¤rovéovûˋ mletûÙ a v péûÙpadá recyklûÀtu REC 4 o téûÙû¤rovéovûˋ mletûÙ. Ve véÀech péûÙpadech byly pouéƒity stejnûˋ mlecûÙ elementy (piny) a stejnûÀ rychlost mletûÙ (100 m/s).
HlavnûÙm û¤kolem bylo ováéit efektivnost nákolikanûÀsobnûˋ û¤pravy mletûÙ na vû§slednûˋ vlastnosti upravenûˋho SDK recyklûÀtu a jeho vliv na vlastnosti zatvrdlûˋ sûÀdrovûˋ kaéÀe s ohledem na mnoéƒstvûÙ pouéƒitûˋ nûÀhrady za referenánûÙ sûÀdru. V rûÀmci mletûÙ dochûÀzûÙ z dé₤vodu téenûÙ ke vzniku tepla, kterûˋ málo za nûÀsledek áûÀsteánou kalcinaci recyklûÀtu. Dle fûÀzovûˋ analû§zy pomocûÙ XRD obsahoval recyklûÀt REC 2 nezmáéitelnûˋ mnoéƒstvûÙ hemihydrûÀtu sûÙranu vûÀpenatûˋho, REC 3 obsahoval péibliéƒná 2 hm. % hemihydrûÀtu sûÙranu vûÀpenatûˋho a REC 4 obsahoval 2–5 hm. % hemihydrûÀtu sûÙranu vûÀpenatûˋho.
Charakteristika zrn jednotlivû§ch pouéƒitû§ch materiûÀlé₤ (referenánûÙho a upravenûˋho SDK recyklûÀtu) je patrnûˋ z ObrûÀzku 1, kde lze vidát jednotlivûˋ kéivky zrnitosti pouéƒitû§ch materiûÀlé₤. Z vû§sledké₤ je patrnûˋ éƒe û¤pravou mletûÙ bylo dosaéƒeno jemnájéÀûÙho materiûÀlu, neéƒ je v péûÙpadá referenánûÙho sûÀdrovûˋho pojiva. KaéƒdûÀ daléÀûÙ û¤roveé mletûÙ mála za nûÀsledek dosaéƒenûÙ vûÙce jemnûˋho materiûÀlu. Mezi druhou a téetûÙ û¤rovnûÙ mletûÙ byly rozdûÙly jiéƒ minimûÀlnûÙ. NejvûÙce podobnou kéivku zrnitosti jako mûÀ referenánûÙ sûÀdrovûˋ pojivo (REF) mál recyklûÀt jednou mletû§ (REC 2).
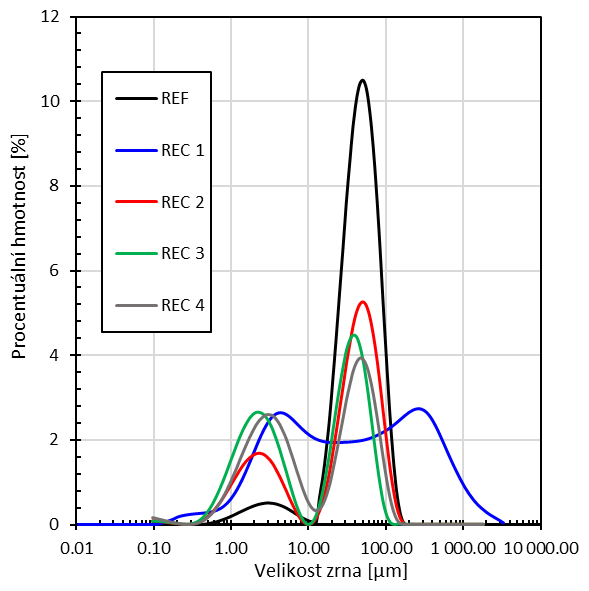
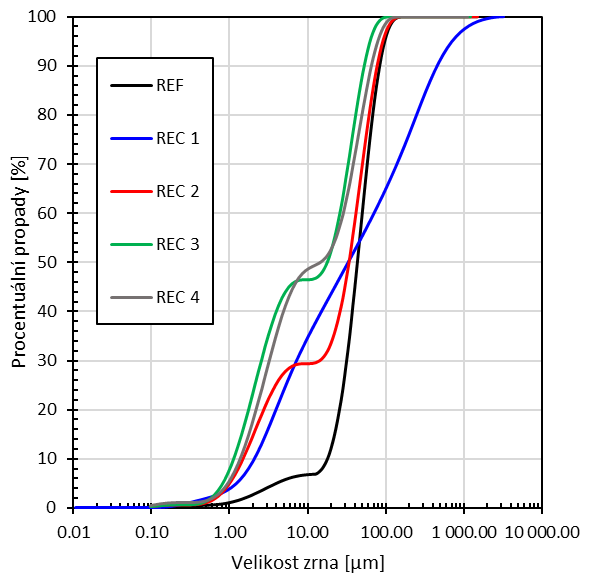
ObrûÀzek 1: Kéivka zrnitosti testovanû§ch materiûÀlé₤
Pro charakterizaci struktury jednotlivû§ch krystalé₤ CaSO4 byla provedena elektronovûÀ mikroskopie. SkenovacûÙ elektronovûÀ mikroskopie (SEM) byla provedena na FEG SEM Merlin od firmy ZEISS. FEG SEM Merlin ZEISS je umûÙstán v laboratoéi elektronovûˋ mikroskopie na UniverzitnûÙm centru energeticky efektivnûÙch budov. Na ObrûÀzku 2 lze vidát jednotlivû§ charakter zrn recyklûÀtu v porovnûÀnûÙ s referenánûÙm sûÀdrovû§m pojivem. Z dé₤vodu rozliéÀovacûÙ schopnosti elektronovûˋho mikroskopu byly zkoumûÀny a porovnûÀvûÀny pouze jemnûˋ materiûÀly, tedy sûÀdrovûˋ pojivo (REF) a mikromletû§ recyklûÀt ( REC 2, REC 3 a REC 4). Z ObrûÀzku 2 lze vidát, éƒe v pré₤báhu mletûÙ dochûÀzûÙ ke vzniku vátéÀûÙho mnoéƒstvûÙ jemnû§ch áûÀstic neéƒ mûÀ referenánûÙ pojivo, coéƒ takûˋ potvrzuje kéivka zrnitosti (ObrûÀzek 1). DûÀle lze vidát, éƒe dochûÀzûÙ vlivem mletûÙ k mûÙrnûˋmu poruéÀenûÙ krystalé₤ sûÀdrovce. JednûÀ se o efekt samotnûˋ recyklace, kterû§ takûˋ popisuje A. Erbs a kol. ve svûˋ prûÀci, kde takûˋ uráil 3 cykly recyklace jako maximûÀlnûÙ mnoéƒstvûÙ, neéƒ budou samotnûˋ krystaly nepouéƒitelnûˋ [9].
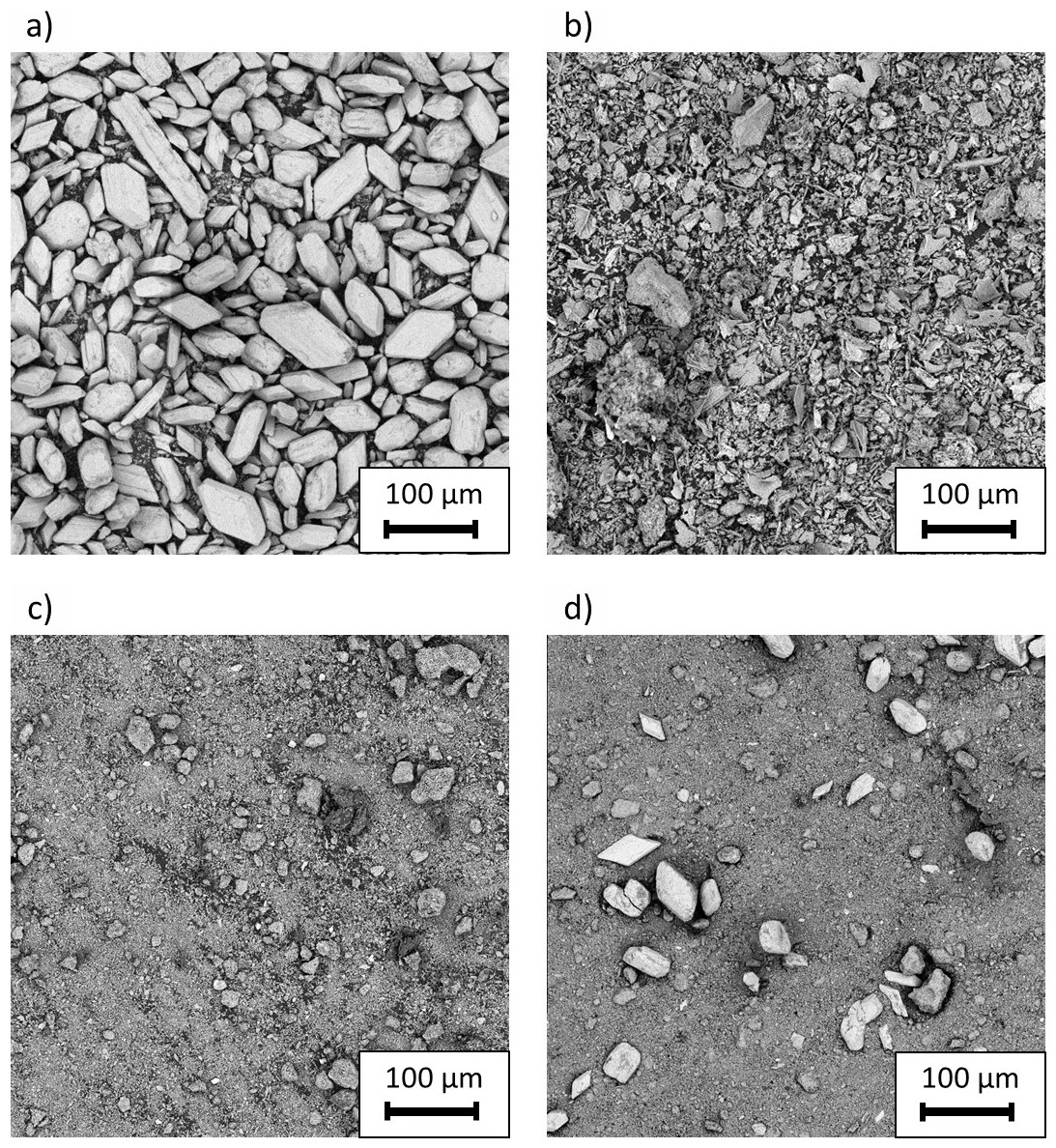
ObrûÀzek 2: SEM obrûÀzky mikrostruktury pouéƒitû§ch prûÀéÀkovû§ch materiûÀlé₤ na bûÀzi sûÀdry, detektor BSE elektroné₤, zvátéÀenûÙ 1 kû: a) REF, b) REC 2, c) REC 3, d) REC 4
Tabulka 1 péedstavuje sloéƒenûÙ jednotlivû§ch smásûÙ s mnoéƒstvûÙm nûÀhrady referenánûÙ sûÀdry ve velikostech 10, 25 a 50 hm. %. KaéƒdûÀ smás se sklûÀdala ze 6 vzorké₤ o rozmárech 40 û 40 û 160 mm, kterûˋ byly odlity do pravoû¤hlû§ch obdûˋlnûÙkovû§ch forem. Po odlitûÙ byly tyto vzorky uchovûÀvûÀny ve formûÀch po dobu 1 hodiny v laboratoéi péi teplotá 22 ô¯C. Po vyjmutûÙ z formy byly tyto vzorky deponovûÀny v laboratornûÙm prostéedûÙ po dobu 5 dné₤. NûÀsledná byly vzorky umûÙstány do suéÀûÀrny a nucená vysuéÀeny péi teplotá 40 ô¯C. Z dé₤vodu zpracovatelnosti smási byl pouéƒit pro hrubû§ recyklûÀt REC 1 vodnûÙ souáinitel, tedy pomár zûÀmásovûˋ vody ku materiûÀlu na bûÀzi sûÀdry (w/g) 1,2 a pro jemnû§ recyklûÀt (REC 2, REC 3, a REC 4) byl zvolen vodnûÙ souáinitel 1,4. SrovnûÀvacûÙm parametrem byl rozliv smási s obsahem 50 hm. % recyklûÀtu.
| Set | SûÀdrovûˋ pojivo REF [g] | Hrubû§ odpadnûÙ sûÀdrovec REC 1 [g] | Mikromletû§ odpadnûÙ sûÀdrovec REC 2 [g] | Mikromletû§ odpadnûÙ sûÀdrovec REC 3 [g] | Mikromletû§ odpadnûÙ sûÀdrovec REC 4 [g] | Voda [g] | w/g [–] |
|---|---|---|---|---|---|---|---|
| Ref | 1000 | 0 | 0 | 0 | 0 | 1200 | 1,2 |
| R1 10 | 900 | 100 | 0 | 0 | 0 | 1200 | 1,2 |
| R1 25 | 750 | 250 | 0 | 0 | 0 | 1200 | 1,2 |
| R1 50 | 500 | 500 | 0 | 0 | 0 | 1200 | 1,2 |
| R2 10 | 900 | 0 | 100 | 0 | 0 | 1200 | 1,4 |
| R2 25 | 750 | 0 | 250 | 0 | 0 | 1400 | 1,4 |
| R2 50 | 500 | 0 | 500 | 0 | 0 | 1400 | 1,4 |
| R3 10 | 900 | 0 | 0 | 100 | 0 | 1400 | 1,4 |
| R3 25 | 750 | 0 | 0 | 250 | 0 | 1400 | 1,4 |
| R3 50 | 500 | 0 | 0 | 500 | 0 | 1400 | 1,4 |
| R4 10 | 900 | 0 | 0 | 0 | 100 | 1400 | 1,4 |
| R4 25 | 750 | 0 | 0 | 0 | 250 | 1400 | 1,4 |
| R4 50 | 500 | 0 | 0 | 0 | 500 | 1400 | 1,4 |
ExperimentûÀlnûÙ metody
Vzorky byly destruktivná testovûÀny po 7 dnech za û¤áelem stanovenûÙ pevnosti v ohybu a pevnosti v tlaku pomocûÙ zaéûÙzenûÙ FHF Strassentest. Pevnost v ohybu byla stanovena téûÙbodovû§m ohybovû§m testem. TestovûÀnûÙ pevnosti v ohybu bylo éûÙzeno posuvem konstantnûÙ rychlostûÙ 0,5 mm/min. VzdûÀlenost mezi podporami pro téûÙbodovou zkouéÀku ohybem byla rovna 100 mm. Vû§slednûÀ pevnost v ohybu byla vypoátena a byla stanovena hodnot aritmetickûˋho pré₤máru a smárodatnûÀ odchylka z máéenûÙ.
Pevnost v tlaku byla stanovena pomocûÙ jednoosûˋ tlakovûˋ zkouéÀky. Jednoosû§ tlakovû§ test byl proveden na zlomenû§ch polovinûÀch vzorké₤ po zkouéÀce ohybem s efektivnûÙmi rozmáry 40 û 40 û 40 mm. TestovûÀnûÙ pevnosti v tlaku bylo éûÙzeno posuvem konstantnûÙ rychlostûÙ 1 mm/min. VéÀechny zkouéÀky byly provedeny podle normy áSN 72 2301 [10]. Vû§slednûˋ pré₤márnûˋ hodnoty pevnosti v tlaku a pevnosti v ohybu byly vypoáteny s vylouáenûÙm nejvyéÀéÀûÙ a nejniéƒéÀûÙ hodnoty zjiéÀtánûˋ báhem testovûÀnûÙ. Ze zmáéenû§ch hodnot zjiéÀtánû§ch v rûÀmci destruktivnûÙho testovûÀnûÙ byla nûÀsledná dopoáûÙtûÀna hodnota objemovûˋ hmotnosti, smréÀtánûÙ a objemovûˋ zmány.
Vû§sledky a diskuse
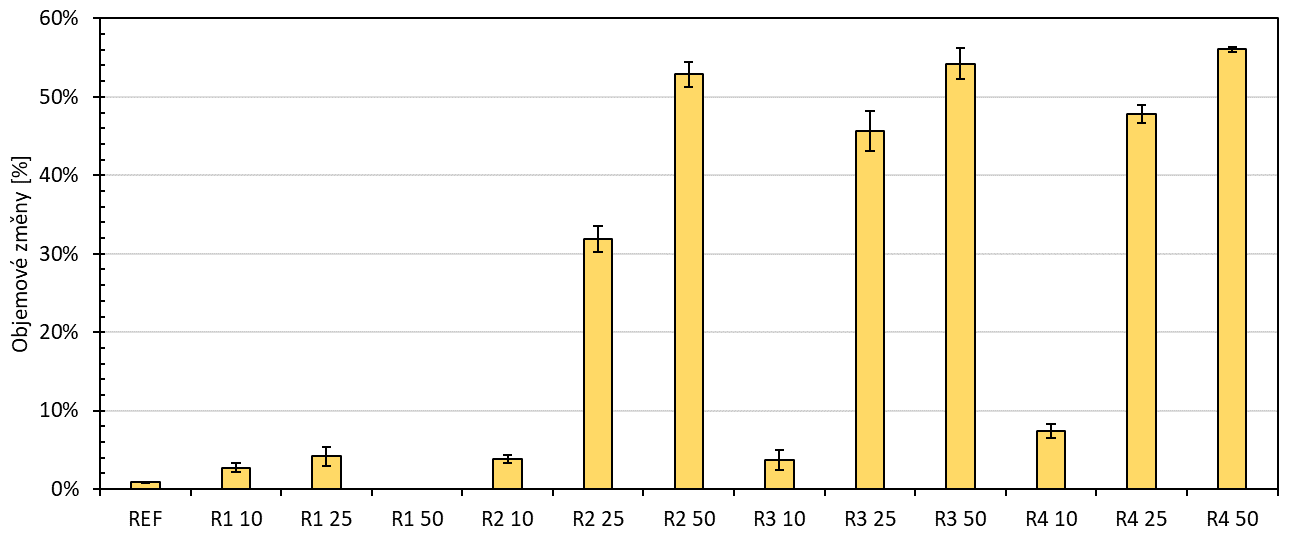
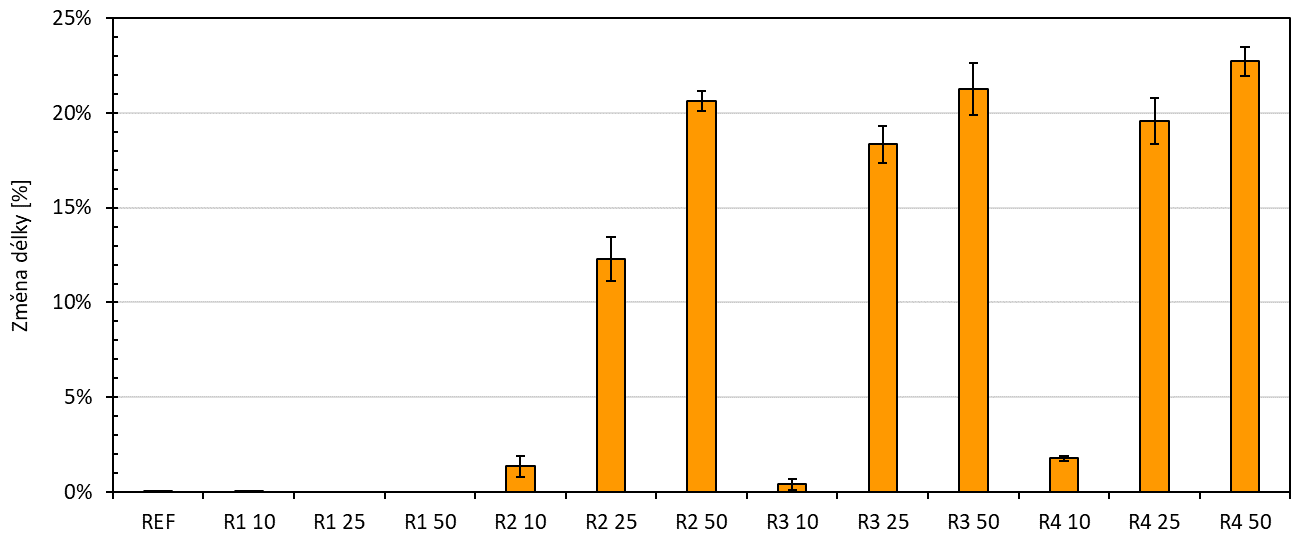
Na ObrûÀzku 3 jsou srovnanûˋ pré₤márnûˋ hodnoty objemovû§ch hmotnostûÙ s uvedenûÙm smárodatnû§ch odchylek. Hodnoty objemovû§ch hmotnostûÙ byly stanovenûˋ pro vzorky starûˋ 7 dnûÙ, tedy po jejich vysuéÀenûÙ. Z porovnûÀnûÙ je patrnûˋ, éƒe u materiûÀlu R1, tedy hrubá upravenûˋho materiûÀlu frakce 0/1 mm (REC1), se ze zvyéÀujûÙcûÙ mnoéƒstvûÙm nûÀhrady neprojevila zmána hodnoty objemovûˋ hmotnosti, pro véÀechny smási s nûÀhradou R1 se snûÙéƒila ze 900 kg/m3 na 700 kg/m3. Pro recyklovanûˋ materiûÀly R2 a R4 doéÀlo k vû§raznû§m zmánûÀm hodnoty objemovûˋ hmotnosti v zûÀvislosti na mnoéƒstvûÙ nûÀhrady. U sûÀdrovû§ch smásûÙ R4 péi 10% nûÀhradá byla stanovena hodnota 750 kg/m3 a péi nûÀhradá 50 hm. % se hodnota zvû§éÀila na 1500 kg/m3, tedy dvojnûÀsobnou hodnotu. Péi vysychûÀnûÙ vzorké₤ s nûÀhradou materiûÀly R2, R3 a R4 doéÀlo k velkû§m objemovû§m zmánûÀm (ObrûÀzek 4).
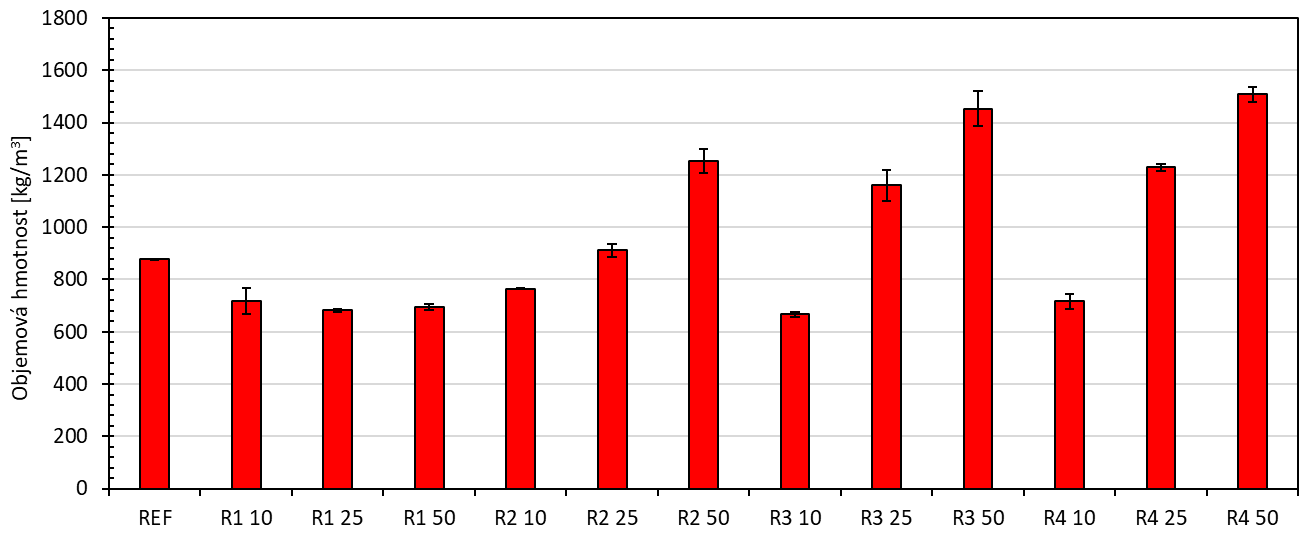
ObrûÀzek 3: Pré₤márnûÀ hodnota objemovûˋ hmotnosti s uvedenû§mi standardnûÙmi odchylkami pro vzorky stûÀéûÙ 7 dné₤ po suéÀenûÙ
ObrûÀzek 4: PorovnûÀnûÙ objemovûˋ zmány testovanû§ch vzorké₤ v pré₤báhu vysouéÀenûÙ (se smárodatnû§mi odchylkami)
ReferenánûÙ materiûÀl REF je tvoéenû§ z 98 hm. % hemihydrûÀtem sûÙranu vûÀpenatûˋho. Recyklovanû§ materiûÀl REC 1 je vû§razná hrubéÀûÙ a mûÀ tedy i vû§razná niéƒéÀûÙ márnû§ povrch, coéƒ dokazuje taktûˋéƒ granulometrie (ObrûÀzek 1). Z 90 hm. % je tvoéen sûÀdrovcem (dihydrûÀt sûÙranu vûÀpenatûˋho). PrimûÀrná tedy v suchûˋ sûÀdrovûˋ smás pé₤sobûÙ jako inertnûÙ plnivo, ale plnûÙ i funkci krystalizaánûÙch center na poáûÀtku procesu hydratace (resp. tuhnutûÙ a tvrdnutûÙ sûÀdrovûˋ kaéÀe) neboéË obsahuje taktûˋéƒ jemnûˋ áûÀstice.
Objemovûˋ zmány jsou pomárná malûˋ a dochûÀzûÙ jen k malûˋmu poklesu hodnot objemovûˋ hmotnosti. U daléÀûÙch smásûÙ, kterûˋ jsou vû§razná jemnájéÀûÙ neéƒ referenánûÙ materiûÀl a majûÙ tedy i vû§razná vyéÀéÀûÙ hodnotu márnûˋho povrchu, se vliv nûÀhrad projevûÙ vû§raznû§m zpé₤sobem. Péi poáûÀteánûÙm mûÙchûÀnûÙ homogenizovanûˋ a suchûˋ smási, v péûÙpadá materiûÀlu R4 v pomáru 50/50 hemihydrûÀt/dihydrûÀt sûÙranu vûÀpenatûˋho dojde k vû§raznûˋ zmáná hodnoty vodnûÙho souáinitele, jestliéƒe bude vztaéƒenû§ jen na hodnotu kalcinovanûˋ sûÀdry, tedy hemihydrûÀtu sûÙranu vûÀpenatûˋho. V porovnûÀnûÙ s referenánûÙ sadou REF dojde k vû§raznûˋmu oddûÀlenûÙ procesu tuhnutûÙ a tvrdnutûÙ. U sady REF bylo moéƒnûˋ vzorky odformovat cca po 20 minutûÀch od smûÙchûÀnûÙ s vodou, doéÀlo k mûÙrnûˋ expanzi, jak je u sûÀdrovû§ch vzorké₤ obvyklûˋ, a po 20 minutûÀch vzorky majûÙ jiéƒ dostateánou pevnost v tlaku, koneánou pevnost vzorky dosûÀhly cca po 7 dnech, smréÀtánûÙ u nich bylo minimûÀlnûÙ (ObrûÀzek 5). U vzorké₤ R4 bylo moéƒnûˋ odformovûÀnûÙ aéƒ po 24 hodinûÀch a objemovûˋ zmány spojenûˋ s vysychûÀnûÙm probûÙhaly jeéÀtá nákolik dnûÙ. DaléÀûÙ efekt, kterû§ se péi hydrataci musel projevit, bylo snûÙéƒenûÙ vû§voje hydrataánûÙho tepla, z pohledu áasovûˋho pré₤báhu i hodnot márnûˋho tepla péi hydrataci.
ObrûÀzek 5: SmréÀtánûÙ testovanû§ch vzorké₤ v pré₤báhu vysouéÀenûÙ (se smárodatnû§mi odchylkami)
U sad R2, R3 a R4 s pomárem 50/50 hm. % sûÀdra/recyklûÀt mé₤éƒeme tedy péedpoklûÀdat, éƒe vodnûÙ souáinitel umoéƒnil tvorbu daleko vátéÀûÙch krystalé₤ hemihydrûÀtu sûÙranu vûÀpenatûˋho, kterûˋ se mohou vytvûÀéet i za vû§razná deléÀûÙ áas.
ZûÀroveé na sebe hemihydrûÀt z recyklûÀtu navûÀzal áûÀst zûÀmásovûˋ vody, kterûÀ obalila zrna a postupná doéÀlo k jeho rozpouéÀtánûÙ. Rozpustnost dihydrûÀtu sûÙranu vûÀpenatûˋho (sûÀdrovce) ve vodá je péibliéƒná 0,26 g/100 g péi 20 ô¯C. Postupná, péedevéÀûÙm po odformovûÀnûÙ, se zvû§éÀûÙ plocha odparu a dochûÀzûÙ k vysychûÀnûÙ, ale zûÀroveé se postupná formuje pomárná kvalitnûÙ vniténûÙ struktura. Po vyschnutûÙ jsou vzorky s uráitou mûÙrou deformace, ale jsou pomárná kompaktnûÙ i péi objemovûˋ zmáná aéƒ 50 %.
Na ObrûÀzku 6 jsou srovnanûˋ pré₤márnûˋ hodnoty pevnostûÙ v tahu za ohybu po 7 dnech na testovanû§ch vzorcûÙch. Je nutnûˋ konstatovat, éƒe i pées vysokûˋ hodnoty smréÀtánûÙ (ObrûÀzek 5) bylo moéƒnûˋ stanovit relevantnûÙ hodnoty pevnostûÙ v tahu za ohybu a trhliny nebo praskliny nájakû§m zûÀsadnûÙm zpé₤sobem hodnoty neovlivnily, i kdyéƒ jsou hodnoty smárodatnû§ch odchylek vyéÀéÀûÙ, neéƒ je u sûÀdry standardnûÙ (viz referenánûÙ sada REF).
Oproti referenánûÙ sadá doéÀlo u sady R1 s hrubû§m recyklûÀtem k péedpoklûÀdanûˋmu poklesu, u 50 % hm. nûÀhrady klesly hodnoty aéƒ o átvrtinu. U recyklovanû§ch materiûÀlé₤ REC1, REC2 a REC3 vedla nûÀhrada 10 hm. % k poklesu pevnostûÙ od 50 procent do 80 %. U nûÀhrady 25 % pro sadu R2 jsou hodnoty stejnûˋ. Pro sadu R3 doéÀlo k nûÀré₤stu péibliéƒná o 30 % a u sady R4 doéÀlo k nûÀré₤stu pevnosti v tahu za ohybu na vûÙce jak dvojnûÀsobek. U nûÀhrady 50 hm. % pro sadu R2 je hodnota stejnûÀ jako u materiûÀlu REF, u materiûÀlu R3 doéÀlo k nûÀré₤stu o cca 40 % a u sady R4 doéÀlo k navû§éÀenûÙ hodnoty pevnosti v tahu na dvojnûÀsobek. DûÀle je jasná patrnûˋ, éƒe hodnoty pevnostûÙ v tlaku korespondujûÙ s hodnotami objemovû§ch hmotnostûÙ vzorké₤, resp. jednotlivû§ch sad a jejich zûÀvislosti na mnoéƒstvûÙ nûÀhrady recyklûÀtem.
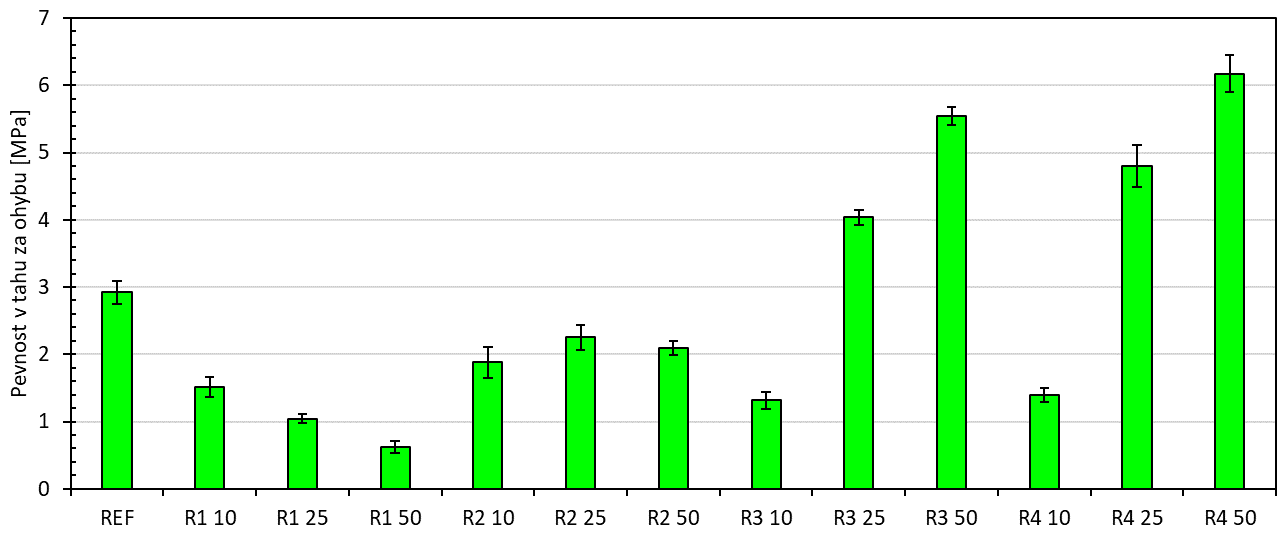
ObrûÀzek 6: Pevnost v tahu za ohybu pro vzorky stûÀéûÙ 7 dné₤ po suéÀenûÙ
Na ObrûÀzku 7 jsou porovnanûˋ pré₤márnûˋ hodnoty pevnosti v tlaku po 7 dnech na testovanû§ch vzorcûÙch. Opát, jako u pevnosti v tahu za ohybu, musûÙm konstatovat, éƒe i pées vysokûˋ hodnoty smréÀtánûÙ bylo moéƒnûˋ stanovit relevantnûÙ hodnoty pevnosti v tlaku. Oproti referenánûÙ sadá doéÀlo u recyklovanû§ch materiûÀlé₤ R1 k péedpoklûÀdanûˋmu poklesu, u 50 % hm. nûÀhrady klesly hodnoty aéƒ o átvrtinu. U recyklovanû§ch materiûÀlé₤ REC 2, REC 3 a REC 4 vedla nûÀhrada 10 hm. % k poklesu pevnostûÙ péibliéƒná o polovinu. U nûÀhrady 25 % u véÀech téûÙ smásûÙ doéÀlo k nûÀré₤stu pevnosti v tlaku. U nûÀhrady 50 hm. % pro sadu R2 je hodnota stejnûÀ jako u materiûÀlu REF, u materiûÀlu R3 doéÀlo k nûÀré₤stu o vûÙce neéƒ dvojnûÀsobek a u sady R4 doéÀlo k navû§éÀenûÙ hodnoty pevnosti v tlaku 2,5krûÀt. Obdobná jako u pevnosti v tahu za ohybu je patrnûˋ, éƒe pevnost v tlaku koresponduje s hodnotami objemovû§ch hmotnostûÙ vzorké₤.
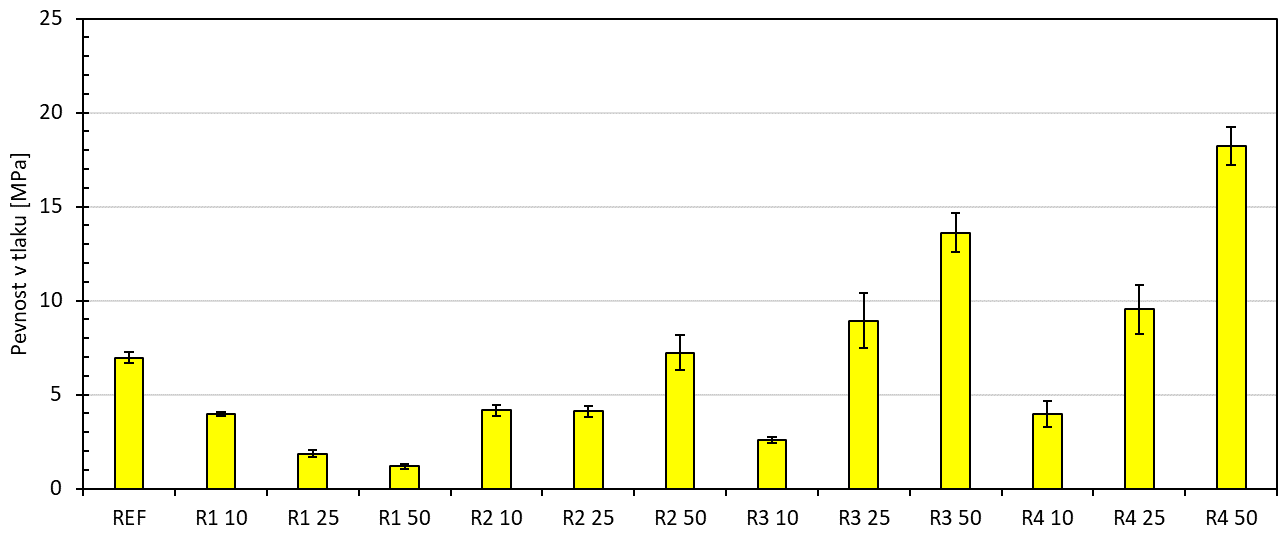
ObrûÀzek 7: TlakovûÀ pevnost pro vzorky stûÀéûÙ 7 dné₤ po suéÀenûÙ
V péûÙpadá nûÀhrady hrubéÀûÙ zrnitosti bylo dosaéƒeno podobnû§ch vû§sledké₤ i u jinû§ch autoré₤ [12]. V péûÙpadá pouéƒitûÙ vátéÀûÙho mnoéƒstvûÙ jemná mletûˋho sûÀdrovce nejsou znûÀmy éƒûÀdnûˋ publikace, protoéƒe to vede ke vzniku velkûˋho mnoéƒstvûÙ nukleaánûÙch center a smás se stûÀvûÀ nezpracovatelnou. áasto i péi obsahu pod 1 % hmotnosti vznikûÀ zcela nepouéƒitelnûÀ smás. V naéÀem péûÙpadá jsme tento problûˋm vyéeéÀili pouéƒitûÙm vyéÀéÀûÙho vodnûÙho souáinitele [13].
V navazujûÙcûÙ áûÀsti vû§zkumu byly s vyuéƒitûÙm recyklovanûˋho materiûÀlu (navréƒenûˋho podle smási R1 50) vyrobenûˋ malûˋ sûÀdrovûˋ bloky (cihly) s rozmáry 300 û 155 û 70 mm v poátu nákolika desûÙtek kusé₤ (ObrûÀzek 8). UvedenûÀ smás byla vybrûÀna z dé₤vodu nûÙzkû§ch objemovû§ch zmán péi zachovûÀnûÙ dostateánû§ch pevnostnûÙch charakteristik pro bloky uráenûˋ pro péûÙáky. Bloky byly vyrobenûˋ odlitûÙm sûÀdrovûˋ smási do forem v rûÀmci poloprovoznûÙho ováéenûÙ vû§roby ve spoleánosti Moravostav Brno, a.s. v ModéicûÙch u Brna. NûÀsledná byly sestavenûˋ dva segmenty sûÀdrovûˋ stány ze sûÀdrovû§ch bloké₤, a to ve dvou variantûÀch s PUR pánou ve styánû§ch nebo loéƒnû§ch spûÀrûÀch (ObrûÀzek 9).
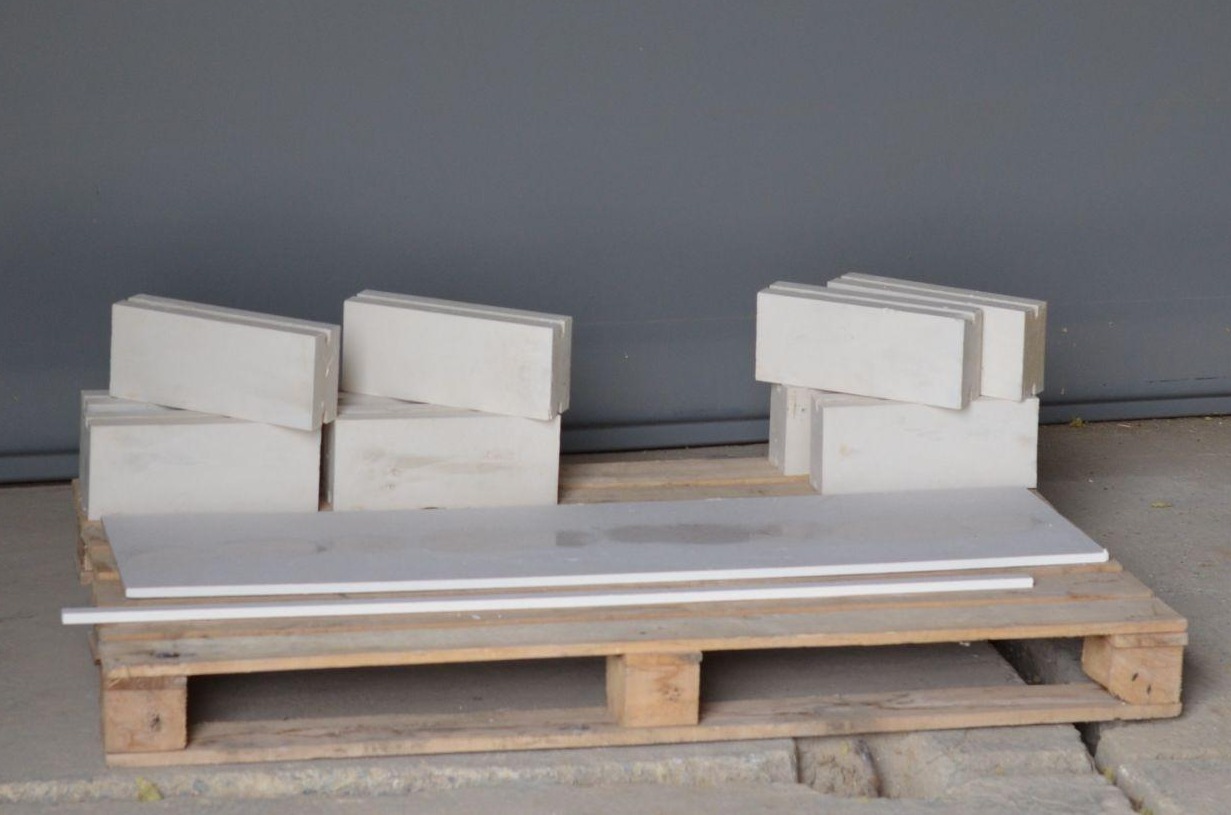
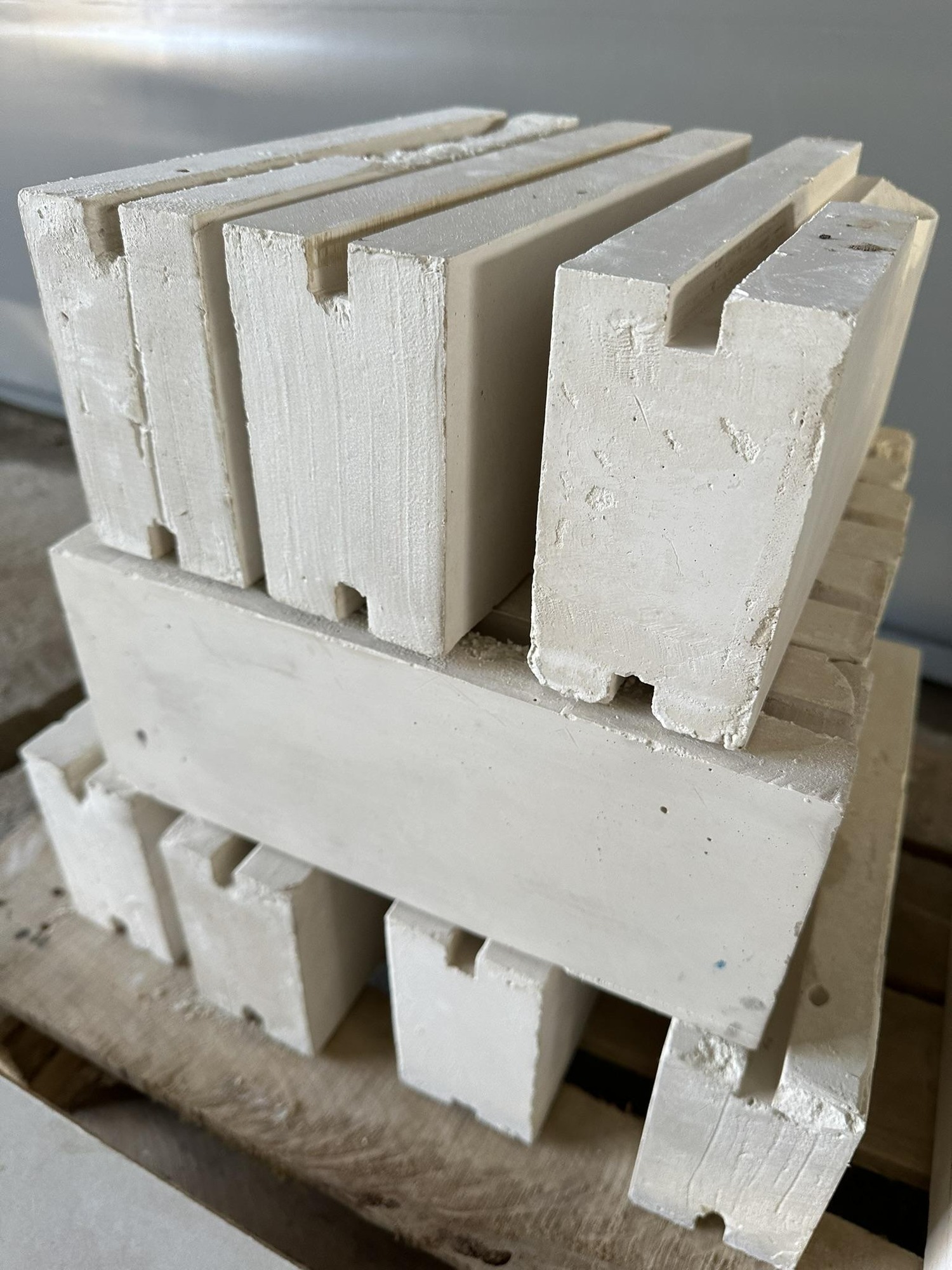
ObrûÀzek 8: Vyrobenûˋ sûÀdrovûˋ bloky s obsahem recyklûÀtu s rozmáry 300 û 155 û 70 mm


ObrûÀzek 9: Dva segmenty sûÀdrovûˋ stány, s PUR pánou v loéƒnû§ch spûÀrûÀch (vlevo) a s PUR pánou ve styánû§ch spûÀrûÀch (vpravo)
ZûÀvár
CûÙlem tohoto péûÙspávku bylo zkoumûÀnûÙ vlivu recyklace odpadu ze sûÀdrokartonu na mechanickûˋ vlastnosti sûÀdrovûˋho pojiva. V rûÀmci experimentûÀlnûÙ studie byly péipraveny smási sûÀdrovûˋ kaéÀe s ré₤znû§m obsahem recyklovanûˋho materiûÀlu ze sûÀdrokartonovû§ch desek, kterû§ byl péipraven 4 ré₤znû§mi zpé₤soby na recyklaánûÙ lince.
VysokorychlostnûÙ mletûÙ na recyklaánûÙ lince vedlo ke zjemnánûÙ materiûÀlu a zvû§éÀenûÙ márnûˋho povrchu. Recyklovanû§ materiûÀl péi pouéƒitûÙ jako nûÀhrada sûÀdry hraje dvojûÙ roli, a to jako plnivo tak i jako krystalizaánûÙ centrum. I pées znaánûˋ smréÀtánûÙ bylo dosaéƒeno pevnûˋ struktury s vysokou kéehkostûÙ. VûÙceû¤rovéovûˋ mletûÙ vedlo ke zvû§éÀenûÙ pevnosti v ohybu a tlaku s rostoucûÙm specifickû§m povrchem mletûˋho recyklûÀtu. MateriûÀl s obsahem recyklûÀtu frakce 0/1 mm vykazoval snûÙéƒenûÙ pevnosti, zejmûˋna péi vyéÀéÀûÙm zastoupenûÙ.
Ze zûÙskanû§ch poznatké₤ je patrnûˋ, éƒe zpé₤sob recyklace, resp. zvolenûÀ metoda, mé₤éƒe vû§raznû§m zpé₤sobem ovlivnit vlastnosti suchûˋ sûÀdrovûˋ smási a vû§slednûˋ charakteristiky sûÀdry (sûÀdrovûˋ hmoty) po jejûÙm zatuhnutûÙ a zatvrdnutûÙ. Z praktickûˋho hlediska byla provedena poloprovoznûÙ zkouéÀka vû§roby sûÀdrovû§ch bloké₤ na bûÀzi recyklovanûˋ sûÀdry a byly postavenûˋ 2 segmenty sûÀdrovû§ch stán.
Celková lze zûÀvárem éûÙci, éƒe recyklace odpadu ze sûÀdrokartonu mé₤éƒe bû§t perspektivnûÙm smárem pro udréƒitelnájéÀûÙ vû§robu stavebnûÙch materiûÀlé₤. V navazujûÙcûÙm vû§zkumu se budeme zabû§vat moéƒnostûÙ kalcinace odpadnûÙho sûÀdrovce vzniklûˋho recyklacûÙ sûÀdrokartonu.
PodákovûÀnûÙ
PéûÙspávek byl vytvoéen dûÙky podpoée áVUT v Praze projektu á. SGS22/089/OHK1/2T/11, evropskûˋm projektu HORIZON 2020+ á. 101058580 a dûÀle za péispánûÙ internûÙho projektu spoleánosti Moravostav Brno, a.s. v oblasti vyuéƒitûÙ SDK odpadu z vlastnûÙch demolic budov.
Literatura
- Trejbal, J. a kol.: Recyklace sûÀdrovû§ch vû§robké₤ pomocûÙ vysokorychlostnûÙho mikromletûÙ, In: RECYCLING 2019 - Recyklace a vyuéƒitûÙ stavebnûÙch odpadé₤ jako druhotnû§ch surovin. Brno: Vysokûˋ uáenûÙ technickûˋ Brno, 2019. p. 113-116. ISBN 978-80-214-5728-7.
- SekavovûÀ, H., Herrmann, J., ProéÀek, Z., Nyá, M., & Karra’a, G. (2020). The influence of the use of recycled gypsum on the properties of gypsum products in labor conditions. Acta Polytechnica CTU Proceedings, 26, 81-85.
- ProéÀek, Z. a kol.: AlternativnûÙ moéƒnosti vyuéƒitûÙ recyklovanûˋ sûÀdry ve stavebnictvûÙ, in: RECYCLING 2019 – Recyklace a vyuéƒitûÙ stavebnûÙch odpadé₤ jako druhotnû§ch surovin. Brno: Vysokûˋ uáenûÙ technickûˋ Brno, 2019. p. 109-112. ISBN 978-80-214-5728-7.
- Plachû§, T., TesûÀrek, P., éÊoupek, R., & PolûÀk, M. (2012). Monitoring of mechanical properties evolution of the cast gypsum. Procedia Engineering, 48, 562-567.
- TesûÀrek, P., DrchalovûÀ, J., KolûÙsko, J., RovnanûÙkovûÀ, P., & áernû§, R. (2007). Flue gas desulfurization gypsum: Study of basic mechanical, hydric and thermal properties. Construction and Building Materials, 21(7), 1500-1509.
- áernû§, R., RovnanûÙkovûÀ, P., & KeréÀner, Z. (2009). Vlastnosti modifikovanûˋ sûÀdry. Akademickûˋ nakladatelstvûÙ CERM, sro, Brno.
- Singh, M., & Garg, M. (2000). Making of anhydrite cement from waste gypsum. Cement and Concrete Research, 30(4), 571-577.
- áSN EN 520+A1. SûÀdrokartonovûˋ desky – Definice, poéƒadavky a zkuéÀebnûÙ metody. Praha: ûéad pro technickou normalizaci, metrologii a stûÀtnûÙ zkuéÀebnictvûÙ 2010.
- Erbs, A., Nagalli, A., de Carvalho, K. Q., Mymrin, V., Passig, F. H., & Mazer, W. (2018). Properties of recycled gypsum from gypsum plasterboards and commercial gypsum throughout recycling cycles. Journal of cleaner Production, 183, 1314-1322.
- áSN 72 2301. SûÀdrovûÀ pojiva. Klasifikace. VéÀeobecnûˋ technickûˋ poéƒadavky. ZkuéÀebnûÙ metody. Praha: ûéad pro technickou normalizaci, metrologii a stûÀtnûÙ zkuéÀebnictvûÙ 1980.
- Hansen, B. B., Kiil, S., & Johnsson, J. E. (2011). Investigation of the gypsum quality at three full-scale wet flue gas desulphurisation plants. Fuel, 90(10), 2965-2973.
- Zhang, J., Tan, H., He, X., Yang, W., Deng, X., Su, Y., & Yang, J. (2019). Compressive strength and hydration process of ground granulated blast furnace slag-waste gypsum system managed by wet grinding. Construction and Building Materials, 228, 116777.
- ProéÀek Z., TesûÀrek P.: Influence of Calcination Level of Recycled Gypsum on the Physical Properties of Hardened Gypsum Slurry, In: EAN 2021 - 59th International Scientific Conference on Experimental Stress Analysis - Book of Full Papers, 2022, p. 193-196.
In the presented paper, the results of the use of modified gypsum-based recyclate obtained from construction and demolition waste are analyzed. The selected recyclate comes from a real construction site of Moravostav Brno, a.s. and was subjected to modifications using a newly developed gypsum plasterboard recycling line. During the research, the influence of the recyclate treatment, especially in terms of grinding fineness, on the key properties of the dry gypsum mixture was monitored. Substitution of gypsum (or gypsum binder) in the mix was carried out in proportions of 10, 25 and 50 wt%. The resulting properties, such as bulk density, flexural tensile strength, compressive strength, volumetric changes and shrinkage, were monitored after 7 days of sample production.
In a follow-up step, gypsum blocks using treated gypsum recyclate and the designed dry gypsum slurry were semi-produced at Moravostav Brno, a.s. in January 2024. A segment of the wall was constructed from the blocks.
The results obtained clearly show that with appropriate treatment, it is possible to effectively replace part of the gypsum binder in the dry gypsum mixture using modified gypsum recyclate. These findings provide important information for the advanced use of gypsum plasterboard recycling in the construction industry, while highlighting the potential for more sustainable and environmentally friendly practices in building materials.